КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка методов и средств обеспечения взаимозаменяемости и увязки технологического оснащения
|
|
|
|
В зависимости от конструктивно-технологических особенностей узла или отсека дипломант обосновывает и выбирает один из методов обеспечения взаимозаменяемости узла или отсека в целом. Краткая техническая характеристика пяти основных методов увязки, применяемых при производстве ЛА, приведена на рис.7. При этом учитывать, что метод прямой увязки находится пока в состоянии разработки и его применение рекомендуется в том случае, если предприятие, где проектант проходил преддипломную практику, имеет опыт в применении этого нового метода. Остальные методы следует использовать в зависимости от требований точности, сложности формы, габаритов отсека, его жесткости и т.д.

Рис.4. Стенд для промывки гидросистемы.

Рис.5. Стенд для проверки герметической пневматической зоны ПГС ЛА.

Рис.6. Стенд для проверки герметичности гидравлической зоны ПГС ЛА.
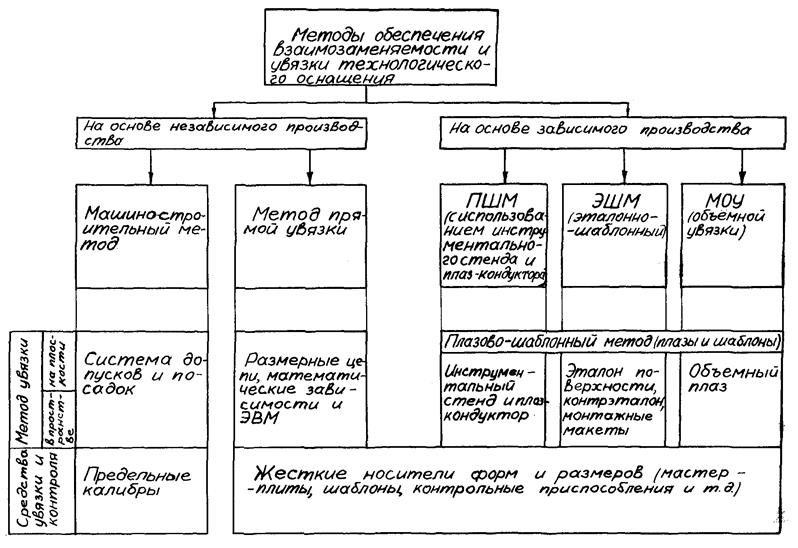
Рис.7. Краткая техническая характеристика пяти основных методов увязки.
Так, машиностроительный метод применяется для узлов и отсеков, обладающих большой жесткостью и несложной формой. Примерами таких узлов является рулевая машинка, малогабаритный баллон высокого давления, литые или штампованные кронштейны крепления оборудования и т.д. Плазово-шаблонный метод (ПШМ) с использованием инструментального стенда и плаз-кондуктора применяется для крупногабаритных узлов, сложной пространственной конструкции (сухие отсеки крупногабаритного Л А, крупногабаритные баки топлива и окислителя и т.д.). Эталонно-шаблонный метод (ЭШМ) с использованием эталона поверхности, контрэталона и монтажного макета следует применять для отсеков и узлов средних и мелких габаритов сложной пространственной конфигурации, (торовые баки, трубопроводы ПГС, малогабаритные сухие отсеки, баки горючего и окислителя, РДТТ и т.д.). Для аналогичных узлов и отсеков, имеющих простую цилиндрическую форму, применяется упрощенный метод ЭШМ с использованием только монтажного макета или его частей. Метод объемной увязки (МОУ) следует принять для отсеков, имеющих большой объем внутренних коммуникаций (жгутов кабельно-бортовой сети (КБС), трубопроводов ПГС, приборов и другого внутреннего оборудования) как, например, в приборном отсеке. При разработке методов и средств обеспечения взаимозаменяемости основных разъемов ЛА необходимо учитывать, что геометрическая взаимозаменяемость должна быть обеспечена не только по узлам отсека, но одновременно по аэродинамическим обводам и разъемам коммуникаций. Можно также использовать для отдельных разъемов выбранный основной метод в сочетании с другими методами. Так, при использовании метода ПШМ для отсека в целом возможно для отдельных наиболее простых разъемов ограничиться применением машиностроительного метода. Определив основной метод увязки и обеспечения взаимозаменяемости узла или отсека, следует разработать схему увязки технологического оснащения и обеспечения взаимозаменяемости основных разъемов отсека.
|
|
|
Пример разработки схемы увязки при использовании плазово-шаблонного метода дан на рис.8, а на рис.9 — плазово-эталонного метода.
После выполнения данного этапа работы проектант выбирает и согласовывает с руководителем по технологической части проекта 3‑5 различных по конструктивному выполнению конструктивно-эксплуатационных (разъемных) и технологических (неразъемных) соединений для более детальной разработки методов и средств обеспечения их взаимозаменяемости.
Пример оформления сводной таблицы средств и методов взаимозаменяемости по трем основным стыкам топливного отсека приведен на рис.10. Разъем, входящий в таблицу, привязывается к разработанному чертежу отсека и для каждого разъема определяются средства обеспечения взаимозаменяемости: средства увязки, эталонная оснастка и рабочая контрольная оснастка. В таблице находят отражение также основные Технологические методы обеспечения взаимозаменяемости.
|
|
|
Пример второго варианта оформления разработанных методов и средств обеспечения взаимозаменяемости разъемов приведен на рис.11. В этом случае на каждый разъем оформляется отдельная схема с указанием всех средств обеспечения взаимозаменяемости, а характеристика стыка, размеры, допуски, технические требования, технологические методы обеспечения взаимозаменяемости приводятся в соответствующем разделе пояснительной записки. Методы и сродства взаимозаменяемости и увязки технологического оснащения разрабатываются на основании литературных данных [1] [4] [5] и использования методов и средств, применяемых на предприятии, где проектант проходил преддипломную практику. Обоснование и выбор, краткое описание сущности используемых проектантом методов, средств и технологических приемов обеспечения необходимой степени взаимозаменяемости основных разъемов и увязки технологического оснащения для изготовления деталей и сборки отсека приводится в соответствующем разделе пояснительной записки технологической части дипломного проекта.

Рис.8. Схема увязки при плазово-шаблонном методе.

Рис.9. Схема увязки при плазово-эталонном методе.
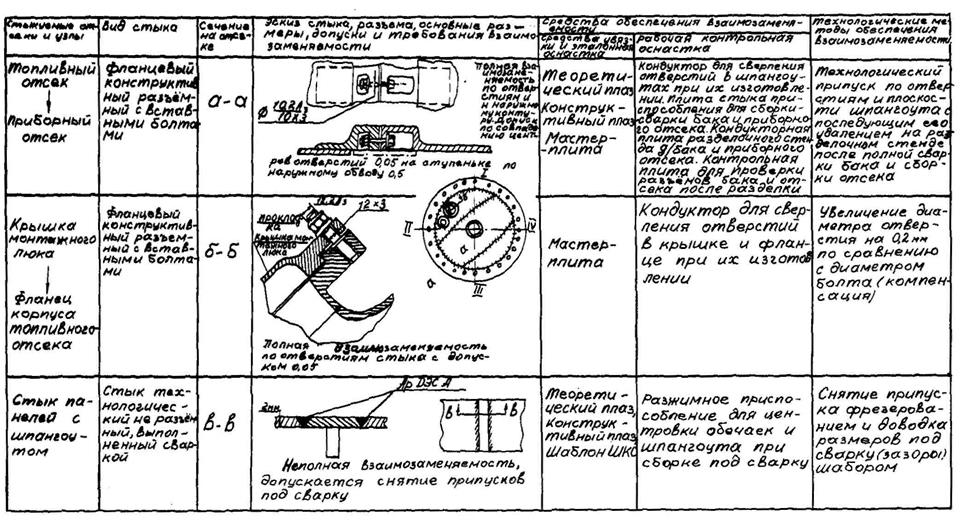
Рис.10. Средства и методы взаимозаменяемости по основным стыкам топливного отсека.

Рис.11. Схема обеспечения взаимозаменяемости разъема: 1,1' - узлы стыков (шпангоуты); 2,2'- сверла; 3,3'- технологические болты; 4,4'— обшивки агрегата; 5,5'- развертки; 6 - стыковые болты; ШКК - шаблон контрольно-контурный; ШП - шаблон приспособления; ЭМП - эталонная мастер-плита; РМПА и РМПВ рабочие мастер-плиты для агрегатов А и В; КПА и КПВ - кондукторные плиты; ПСА и ПСВ - плиты стыков для сборки агрегатов; ПРСА и ПРСВ - плиты разделочных стендов (плиты КПА, ПСА, ПРСА условно повернуты на 90).
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 2210; Нарушение авторских прав?; Мы поможем в написании вашей работы!