КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сурет. Генераторлар 2 страница
|
|
|
|
12‑Дәріс. Автоматты доғалы пісіруге арналған жабдықтар
Балқитын электродтармен доғалы пісіруге арналған автоматтардың жіктелуі
Балқитын электродтармен доғалы пісіруге арналған автоматтар доғаны жағады, доға аумағына электрод сымын, флюсті немесе қорғаушы газды береді, жұмыс ережесінде пісіру процесін басқарады, пісіру аппаратын жылжытады және пісіру процесін бітіреді.
Автоматтар құрылғылық жағынан нәрлендіретін электр жүйесі кернеуінің тербелісіне, электрод сымын беру жылдамдығының өзгеруіне т.с.с. жылдам әсер ететіндей етіп орындалған.
МЕСТ 8213—75*е‑ бойынша балқитын электродпен доғалы пісіруге арналған автоматтар (10‑кесте) келесі белгілерімен жіктеледі:
10 – кесте. Доғалы пісіруге арналған автоматтар
| Номиналды пісіру тоғы, А | Номиналды ережесі ПВ, % | Пісіру тоғының түрі | Орындалуы | Электрод сымы | Пісіру жылдамдығы 1 · 10-2 м/с | |
| диаметрі, мм | жылдамдығы, 1·10-2 м/с | |||||
| тұрақты | Г | 0,8—1,4 | 4,4—26,7 | 0,3—2,2 | ||
| » | Ф | 1,6—2 | 3,3—20 | 0,3—3,3 | ||
| Г, ФГ | 1,2—2 | 3,3—23 | 0,3—3,3 | |||
| » | Ф | 1,6-3 | 3,3—20 | 0,3—2,2 | ||
| » | Г, ФГ | 1,2—3 | 3,3—20 | 0,3—3,3 | ||
| » | Ф | 2—5 | 1,7—10 | 0,3—2,2 | ||
| айнымалы | Ф | 3—5 | 1,7—10 | 0,3-2,2 | ||
| тұрақты | Г, ФГ | 2—5 | 1,7—10 | 0,3—3,3 | ||
| » | Ф | 3—6 | 1,7—10 | 0,3—2,2 | ||
| айнымалы | Ф | 3—6 | 1,7—10 | 0,3—2,2 |
¾ доға аумағын қорғау әдісімен (пісіруге арналған автоматтар):
¾ Ф —флюс астында,
¾ Г — қорғаушы газдарда,
¾ ФГ — қорғаушы газдарда және флюс астында;
¾ қолданылатын пісіру тоғы түрімен (тұрақты, айнымалы, айнымалы және тұрақты тоқпен пісіру);
¾ салқындату әдісімен (пісіру бастиегі мен шүмегінің тоқ келтіретін бөлігінің табиғи салқындауы, сумен немесе газбен еріксіз салқындату);
¾ электрод сымын беру жылдамдығын реттеу әдісімен (баяу реттеумен, баяу‑ сатылы, сатылы реттеулермен);
¾ пісіру жылдамдығын реттеу әдісімен (баяу, баяу‑сатылы және сатылы реттеулермен);
¾ электрод сымын беру әдісімен (тәуелсіз және доғаға берілетін кернеуге тәуелді);
¾ пісіру жігіне қатысты автоматтың орналасуымен (жол аралығының ішінде пісіру үшін, жол аралығының ішінде және сыртында пісіру үшін).
Құрылғылық орындалуы жағынан барлық автоматтар келесі типтерге бөлінеді:
¾ пісіру тракторлары;
¾ өздігінен жүретін және аспалы пісіру бастиектері;
¾ автоматты пісіруге арналған қондырғылар.
Қорғаушы газдарда балқитын электродпен доғалы пісіруге арналған автоматтар (30‑сурет).
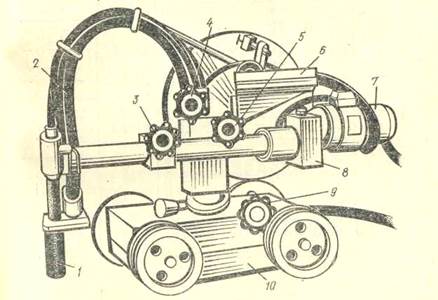
1 —пісіру жанарғысы; 2 —иілгіш түтіктер; 3, 4 —жанарғыны горизонталь және тік жылжыту механизмдері; 5 —жанарғыны бұру механизмі; 6 —басқару пульті; 7—электрқозғалтқыш; 8 —электрод сымын беру механизмі; 9— жанарғыны көлденең бағытта жылжыту механизмі; 10‑ арбашық
30 – Сурет. Пісіру тракторы АДПГ-500
Жауапты металқұрылғыларын – тұғырлар, қазандықтар мен сиымдылықтар және құбыр жолдарының бөлшектері мен түйіндерін, әртүрлі кеңістіктегі металқұрылғыларды т.с.с. пісіру үшін, қорғаушы газдарда балқитын электродпен пісіруге арналған автоматтар қолданылады.
Бұл автоматтардың арнайы бастиектері бар, олар пісіру аумағын газбен қорғауды және шүмекті сумен салқындатуды қамтамасыз етеді, сондай‑ақ олар қажетті газдық аппаратуралармен жабдықталған.
Газдық аппаратурлар газға арналған сиымдылықтан, бәсеңдеткіш алдындағы жылытқыштан, бәсеңдеткіштен, шығынөлшегіштен және газды клапаннан тұрады.
Флюс астында доғалы пісіруге арналған автоматтар
Бұл топтыңавтоматтары (31‑сурет) қабырғасының қалыңдығы 5‑30 мм құрылғыларды дайындағанда кеңінен қолданыс тапты, мысалы сиымдылықтар, арқалықтар, жаймалы металқұрылғылары. Бұл автоматтарды негізінен кеңістіктің төменгі қалпында түзу сызықты және шеңберлі жіктерді пісіргенде қолданады.
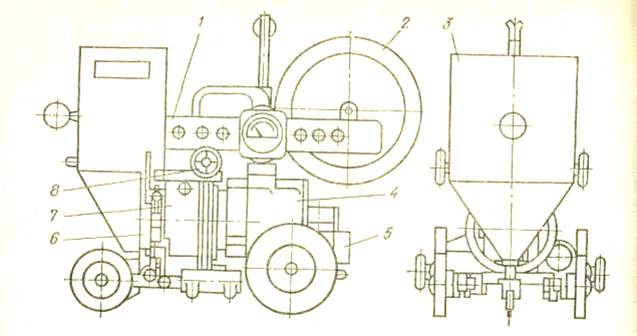
1-басқару пульті; 2- электрод сымына арналған кассета; 3 – флюске арналған шанақ; 4- электрқозғалтқыш; 5-жүріс механизмі; 5-мүштік;
7- пісіру бастиегі; 8- түзеуші механизм
31 – Сурет. Пісіру тракторы ТС-17М
Жылжыту қондырғысының құрылымына байланысты автоматтарды төмендегідей жіктейді: өздігінен жүретін пісіру тракторлары, өздігінен жүретін және аспалы бастиектер, сондай‑ақ пісіру қондырғылары.
Бұл автоматтардың көпшілігі түйіс жалғастарды пісіруге арналған. Кейбір автоматтарды түйіс және бұрыштық жалғастарды пісіру үшін әмбебабты орындалған түрінде шығарады. Мұндай автоматтарды әртүрлі жағдайға баптау үшін, ұзындығы әртүрлі ауыспалы мүштіктері мен тиісті көшірме қондырғылары бар.
Автоматтарды электродтар санымен де жіктейді: бір‑, екі‑ және көп электродты. Бұл автоматтарды электрод сымына арналған атанақтардың тиісті санымен жабдықтайды.
Екі‑ және көп электродты пісіру бірмезгілде екі және одан да көп электродтармен, пісіру тоғын жалпы келтірумен орындалады.
Флюс астында автоматты доғалы пісіру бір‑ және көп доғалы болады, мұнда пісіру процесіне бір мезгілде бір доғадан көп доғалар қатысады, олар тоқпен жекелеп нәрлендіріледі.
Әмбебап пісіру автоматтары (32‑сурет)
Бұл топтың автоматтары түйіс, бұрыштық және айқас жалғастарды, ең төменгі диаметрі 1200 мм сақиналы жіктерді, қорғаушы газда және флюс астында балқитын электродтармен доғалы пісіруге арналған.
Бұл автоматтардың құрылғылық ерекшеліктеріне доға кернеуіне электрод сымын беру жылдамдығының тәуелсіздігі және электрод сымының жылдамдығын мен пісіру ережесін сатылы реттеу жатады
Балқитын электродпен доғалы пісіруге арналған автоматтар.
Мұндай автоматтарға жіктерді еріксіз қалыптастыратын автоматтар жатады.
Осы топтағы автоматтар басқаларынан төмендегілердің болуымен ерекшеленеді:
- пісіру ваннасын тік немесе көлбеу жазықтықта ұстап тұруға арналған қондырғы, ол пісіру ваннасымен жанасатын беттерден жылуды қарқынды алып кетуді қамтамасыз етеді
- пісіру ваннасының, қалыптастырушы айлабұйымға қатысты, қалпына байланысты автоматтың жік бойымен жылжу жылдамдығын автоматты немесе қолмен реттеуге арналған қондырғысының болуы.
Арнайыландырылғанға сондай‑ақ көп доғалы және көп электродты пісіруге арналған автоматтар жатады.
Құрылғылық жағынан олар жалпы траверсте жиналған бірнеше пісіру бастиектерінің кешені болып табылады.

1-флюске арналған шанақ; 2- электрод сымын беру механизмі;
3-пісіру бастиегі; 4-мүштік; 5-жүріс механизмі; 6-басқару пульті;
7-электрод сымына арналған кассета
32 –сурет. Әмбебап пісіру тракторы ТС-35.
Пісіру тракторы АДФ-1250 (33‑сурет) төменкөміртекті болаттардан жасалған бұйымдарды пісіру және электрод сымымен балқытып қаптастыру үшін арналады.
АДФ-1250 тракторы ол өздігінен жүретін қондырғы, мұнда пісіру сымын беру, жылжыту және доғаны қорғау белгілі бағдарламамен автоматты түрде орындалады.
Пісіру тұрақты тоқпен болатты электрод сымымен орындалады.
Трактор түйіс жалғастарды жиектерін өңдеумен және өңдеусіз, бұрыштық жіктерді көлбеу электродпен, сондай‑ақ айқас жіктерді пісіреді. Жіктер түзу сызықты және сақиналы болады.
Жұмыс процесінде трактор бұйыммен немесе онда жасалған бағыттауышпен жылжиды.
Трактор теңіз деңгейінен 1000м‑ге дейінгі биіктікте, табиғи желдеткіштерімен жабық ғимараттарда жұмыс істеге арналған.
33 – Сурет. Пісіру тракторы АДФ-1250
Автоматтың негізгі техникалық шешімдері төмендегідей:
¾ микропроцессорлық басқару бірікпесі;
¾ электрод сымын беру жылдамдығын (пісіру тоғын) баяу реттеу.
¾ арбашық жылжуының жылдамдығын (пісіру жылдамдығын) баяу реттеу;
¾ пісіру жылдамдығын және сым беру жылдамдығын тұрақтандыру.
¾ пісіру тоғы және кернеу шамасын, пісіру жылдамдығын, кратерді толтыру уақытын және доғаның созу уақытын сандық индикациялау;
¾ кратерді толтырып пісіру және доғаны созу уақыттарын орнату және жадында сақтау мүмкіншіліктері;
¾ пісіру ережесін алдын‑ала орнату;
¾ нәрлендіру көзін қашықтықтан қосу және пісіру кернеуін баяу реттеу;
¾ пісіру бастиегінің қалпын реттеу: жетекті бағанашықтың тік осі айналасында 90о бұрышқа, қалпын бекітумен; өзінің бойлық осін айналасында 45о бұрышқа, қалпын бекітумен; екі бұранды суппорт көмегімен ортаңғы қалпынан 50 мм тік және горизонталь бойымен жылжыту;
¾ пісіру бастиегін басқару бірікпесі, шанақ және кассетамен бірге, жетекті бағанашық бойымен, қалыптарын тұрақтандырып, жылжыту;
¾ дөңгелектерді тісті муфта көмегімен жетекпен іліністіру және ажырату мүмкіншілігі;
¾ тоқ жолындағы ауыспалы жетекті аунақшалар мен вкладыштар;
¾ шанақтың құрылымы шанақтағы флюстің деңгейін карап бақылауға мүмкіншілік береді;
¾ пісіру біткеннен кейін флюс қалдықтарын кетіру жүйесі.
Әдебиеттер: 6 нег. [43-51],1 нег., 1-3 қос.
Бақылау сұрақтары
1. Балқитын электродпен доғалы пісіруге арналған автоматтар қандай қызметтер атқарады?
2. Пісіру автоматтары қандай типтерге бөлінеді?
3. Флюс астында доғалы пісіруге арналған автоматтар қандай құрылғыларды дайындағанда қолданылады?
4. Әмбебап пісіру автоматтарының қандай құрылғылық ерекшеліктері бар?
13‑Дәріс. Қолмен доғалы пісіруді орындау техникасы
Металды пісіруге дайындау.
Пісіруге дайындау жұмыстары кесу, түзету, тазарту, белгілеу және құрастыру жұмыстарынан тұрады. Бөлшектерді пісіруге дайындағанда басым көпшілігінде термиялық кесуді қолданады. Механикалық кесу ол тиімді болғанда пайдаланылады. Металдарды түзету білдектерде немесе қолмен орындалады. Жаймалы және таспалы металды салқын қалпында әртүрлі жайматүзеткіш аунақшалар мен баспаларда түзетеді. Қатты деформацияланған металды ыстық қалпында түзетеді.
Қолмен түзету әдетте арнайы түзету тақталарында үлкен балға (кувалда) соққысымен немесе бұранды қол баспасымен орындалады.
Белгілеу дегеніміз бөлшек өлшемдерінің нақты шамасын сызбадан металға ауыстырып белгілеу. Белгілегенде әртүрлі саймандарды қолданады: сызғыш, бұрыштық, сызбақ т.б. Белгілеу жұқа жайма болаттан жасалған қимаүлгі көмегімен едәуір жылдам және қарапайым орындалады. Белгілегенде бөлшектердің пісіру процесінде қысқаруын ескеру қажет. Ол үшін әрбір көлденең түйіс үшін 1 мм және бойлық жіктің әрбір погонды метріне 0,1-0,2 мм әдіп қарастыру қажет. Негізгі металл және қосынды материалды пісіру алдында тоттан, отқабыршақтан, май, ылғалдан және әртүрлі металл емес ластықтардан ұқыпты тазартады. Тазарту қолмен және механикаландырылған сайман көмегімен орындалады.
Бұйымды пісіруге құрастыру.
Бұйымдарды пісіруге құрастыру еңбексиымдылығы оны дайындаудың жалпы еңбексиымдылығының 30%-на жетеді. Сондықтан құрастыру еңбексиымдылығын қысқарту үшін (сондай-ақ оның дәлдігін арттыру үшін) әртүрлі айлабұйымдар, арнайы саймандар, қимаүлгілер т.с.с. қолданылады. Айлабұйымдар тек қана бөлшектерді құрастыру үшін немесе құрастырылған
бұйымды тек қана пісіру үшін арналады. Сондай-ақ, жік металы шөккенде құрылғы элементтерінің біршама жылжуына мүмкіншілік жасайтын, әмбебап құрастыру-пісіру айнабұйымдары қолданылады.
Құрастыру сапасын арнайы қимаүлгілер және щуптермен (саңылау шамасын бақылау) тексерген ыңғайлы. 34 – суретте осындай саймандарды пайдалану мысалдары келтірілген.

а — жиектің ашылу бұрышы; б — тік бұрыш; в — жаймалардың жылжуы;
г — айқастырып пісіргендегі саңылау; д — таврлы және түйістіріп пісіргендегі саңылау
34 – сурет. Құрастыру сапасын тексеруге арналған саймандар
Құрастырылған бөлшектер мен түйіндерді алғашында ұстатпалармен жалғастырады. Пісіру ұстатпалары деп көлденең қимасының үштен біріндей жасалған қысқа жіктерді айтады. Ұстатпа ұзындығы пісіру жаймаларының қалыңдығы және жіктің жалпы ұзындығына байланысты 20-дан 100 мм-ге дейін құрайды. Ұстатпалар арасының қашықтығы жік ұзындығына байланысты 500-1000 мм. Пісіру ұстатпаларын бұйымды пісіретін электродтармен пісіреді.
Пісіру жіктерін орындау техникасы.
Пісіру доғасын жағу.
Қаптамалы электрод доғасын жағудың екі әдісі қолданылады – тура үзу және қисықтықпен үзу әдістері.
Бірінші әдісті тақап жағу, ал екіншісін жанап жағу деп те атайды. Бірінші әдісті көпшілігінде ыңғайсыз және енсіз жерлерді пісіргенде қолданады.
Доға ұзындығы.
Доға жанғанда оның ұзындығы тұрақты қалпында болуы қажет.
Дұрыс таңдалған доға ұзындығы пісіру жігінің сапасына және пісіру өнімділігіне елеулі әсер етеді. Егер доға ұзындығы 0,5-1,1 электрод өзегінің диаметріне тең болса, онда ол доға нормалы деп саналады. Доға ұзындығын көбейту оның жану тұрақтылығы мен металдың балқу тереңдігін төмендетеді, электрод күйуі мен шашырауын көбейтеді. Будан да басқа бұл қоршаған атмосфераның балқыған металға зиянды әсерін күшейтеді және беттерді тегіс емес жіктерді қалыптастыруға алып келеді.
Электродтың қалпы.
Пісіргенде электрод көлбеулігі пісіру жігінің кеңістіктегі қалпына, пісірілетін металдың химиялық құрамы мен қалыңдығына, электрод диаметріне, электрод қаптамасының түрі мен қалыңдығына байланысты таңдалады.
Пісіру төрт бағытта жүргізіледі (35 – сурет): солдан оңға қарай, оңнан солға қарай, өзіңнен сыртқа қарай және өзіне қарай.

35 – сурет. Пісіру бағыты (а) және электрод көлбеулігі (б)
Пісіру бағытына қарамай электрод көлбеулігі белгілі қалыпта болуы керек: негізгі металдың балқу тереңдігі көбірек болуы үшін электрод жік өсіне көлбеуленеді. Горизонталь жазықтықта төменгі қалыпта пісіргенде бұл көлбеулік жік жасайтын бағыттың тік қалпынан 15 градус құрайды (35-сурет). Басқа кеңістік жағдайында электрод көлбеуінің бұрышы суреттерде көрсетілген (35 – сурет).
Электродпен тербеліс қозғалыстар.
Жіктің қажетті енін жасау үшін электродпен көлденең тербеліс қозғалыстар жасалады. Электродтың тербеліс қозғалысының негізгі түрлері 36 – суретте келтірілген:
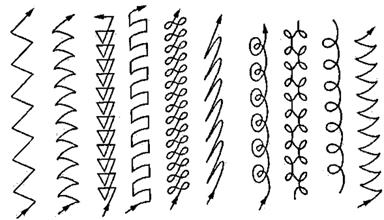
36 – сурет. Енді жіктерді балқытқандағы электрод ұшының қозғалыс траекториясы (бағыты)
- сынық сызықтармен түзу қозғалыс;
- электрод ұшын балқытылған жікке қаратып жарты ай түріндегі қозғалыс;
- электрод ұшын пісіру бағытына қаратып жарты ай түріндегі қозғалыс;
- үшбұрышпен;
- түйін тәріздес, белгілі бір жерлерде кідіріспен.
Жіктің қимасы мен ұзындығын толтыру әдістері.
Жіктің ұзындығын толтыру үшін «тура өтпелі» және кері сатылы тәсілдер қолданылады. Пісірудің «тура өтпелі» тәсілінің мәні мынада: пісіру жігі басынан аяғына дейін бір бағытта орындалады.
Кері сатылы тәсілде ұзын жік салыстырмалы түрде қысқа учаскелерге (250 мм-ге дейін) бөлініп, әрбір учаске бөлек-бөлек пісіріледі (кері сатымен). Жіктердің қимасын толтыру тәсілі бірнеше түрге бөлінеді:
- бірқабатты жіктер;
- көпқабатты жіктер;
- көпқабатты көпөтпелі жіктер.
Көпқабатты көпөтпелі жіктердің көпқабатты жіктерден айырмашылығы, ол кейбір қабаттар бірнеше өтумен орындалады, ал көпқабатты әдеттегі жіктердің әрбір жігі бір өтпелі орындаумен пісіріледі (20-сурет).

а – бірқабатты және бір өтпелі; б — көпқабатты және көпөтпелі; в — көпқабатты
37 – сурет. Пісіру жіктері
Қос қабатты әдістің мәні мынада: екінші қабатты жасау әлі салқындап үлгермеген бірінші қабаттың үстіне орындалады (қожды кетіргеннен кейін). Пісіру 200-400 мм ұзындықта, ыстық сызаттар болдырмау үшін қарсы бағытта жүргізіледі.
Қалың болат жаймаларды пісіргенде (20 мм және одан жоғары) каскад және төбешік әдістермен пісіруді қолданады.
38-суретте көрсетілгендей секциялы және каскад әдісімен пісіргенде көпқабатты жікті толтыру пісірілетін металдың барлық қалыңдығында белгілі саты ұзындығында жүргізіледі.
Саты ұзындығын таңдау талабы ол, пісіру жігін орындау процесінде, барлық қалыңдықта, жік түбірі металының температурасы 200 0С –дан кем болмауы қажет.
Бұл жағдайда металдың пластикалылығы жеткілікті, сызаттар пайда болмайды. Төбешікпен пісіру әдісінде металдың барлық қалыңдығын өтумен орындалады.

а — бөліктеп; б — каскадпен; в — төбешікпен
38 – сурет. Көпқабатты жікті аз уақыт аралығында толтыру сұлбасы
Жікті бітіру.
Жікті бітірісімен доғаны бірден үзуге болмайды, өйткені металл бетінде пісіру кратері қалып қояды. Ол кратер сызат пайда болуына алып келді. Төменкөміртекті болаттарды пісіргенде кратерді электрод металымен толтырады, немесе оны негізгі металдың сыртына шығарады.
Шынығу құрылымы қалыптасуға бейім болаттарды пісіргенде, кратерді сыртқа шығаруға болмайды, өйткені сызат қалыптасуы мүмкін. Жікті аяқтаудың ең жақсы әдісі электродты төмен беруді тиып, жайлап доғаны үзілгенше ұзарту қажет.
Пісіру ережесі.
Пісіру ережесі деп пісіру процесінің өтуін анықтайтын көрсеткіштер топтамасын айтады. Пісіру ережесінің негізгі көрсеткіштеріне жататындар: пісіру тоғының күші, пісіру жылдамдығы, доға кернеуі, электрод диаметрі. Қосымша көрсеткіштер болып саналатындар: тоқтың түрі мен полярлығы, электрод қаптамасының түрлері, оның көлбеу бұрышы, негізгі металды алдын-ала қыздыру температурасы.
Электрод диаметрін пісіру металының қалыңдығына, пісіру жалғасының түріне, жік түрі және басқа факторларға байланысты анықтайды. Қалыңдығы 4 мм-ге дейінгі жайма металды төменгі қалыпта пісіргенде электрод диаметрін пісірілетін болаттың қалыңдығына тең етіп таңдайды. Қалыңдығы үлкендеу жайма болаттарды пісіргенде диаметрі 4-6 мм электродтарды пайдаланады. Көпқабатты түйіс және бұрыштық жіктерді пісіргенде жіктің бірінші қабатын диаметрі 2-4 мм электродпен, ал кейінгі қабаттарды - металдың қалыңдығы мен жиектерді қиғаштау түріне байланысты, диаметрі үлкен электродтармен орындайды.
Тік қалыпта пісіру, әдетте, диаметрі 4 мм – ден аспайтын электродтармен орындалады.
Диаметрі 5 мм электродтар сирек қолданылады, ал диаметрі 6 мм электродтар тек қана жоғары дәрежелі пісірушілер ғана пайдаланады.
Төбелік жіктер әдетте диаметрі 4 мм-ден аспайтын электродтармен орындалады.
Тоқ күші электрод диаметріне байланысты таңдалады. Мұнда жуықталған формуланы қолдануға болады.
I = K·d,
мұнда I — пісіру тоғының күші;
d —электрод диаметрі, мм.;
К —35-60 А/мм-ге тең коэффициент.
Пісіру тоғының аздығы доға жануының тұрақсыздығына, өнімділіктің аздығына, шалапісілімдерге алып келетінін ескеру қажет.
Тым артық теқ күші электродты қатты қыздырады, оның балқу жылдамдығын көбейтеді, электрод материалының шашырауын жоғарылатып, жік қалыптасуын нашарлатады.
Тік жіктерді пісіргенде пісіру тоғын 5-10%-ға, ал төбелік жікті пісіргенде 10-15%-ға азайтады. Бұл сұйық металдың пісіру ваннасына ағып кетпеуі үшін жасалады.
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 2174; Нарушение авторских прав?; Мы поможем в написании вашей работы!