КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологические свойства металлов и сплавов
|
|
|
|
Контроль шероховатости поверхности
Параметры поверхности определяются только для случая очистки абразивоструйным методом поверхности, ранее неокрашенной или после полного удаления прежних покрытий.
Шероховатость может быть оценена различными методами и измерительными средствами, наиболее распространенными из которых являются:
- Компараторы (эталоны сравнения) по ИСО 8503-2;
- Микроскоп по ИСО 8503-3;
- Профилометр (ил профилограф) по ИСО 8503-4;
- Метод реплик по стандартам ИСО 8503-5 или NACE RP 0287;
- Электронные приборы.
Наиболее простым и доступным методом оценки шероховатости является использование компараторов ИСО, технические характеристики которых соответствуют стандарту ИСО 8503-1. Компараторы используются двух типов и представляют собой плоские пластины, разделенные на четыре сегмента с различной строго калиброванной шероховатостью
Компараторы требуют осторожного обращения. При обнаружении износа или в случае сомнения в оценке шероховатости поверхности их следует ликвидировать или подвергнуть повторной калибровке согласно стандартам ИСО 8503-3 или ИСО 8503-4. Компаратор считается калиброванным при условии, что номинальные величины и допуски для всех профилей не выходят за пределы, указанные в ИСО 8503-1.
Если визуальная оценка чистоты поверхности компаратора не соответствует степеням Sa1/2 или Sa3 по ИСО 8501-1, то он подлежит уничтожению.
Стандарт ИСО 8503-2 регламентирует визуальный и осязательный метод оценки шероховатости. Процедура определения шероховатости исследуемой поверхности включает в себе следующие действия контролера:
1) Очистка поверхности от пыли и мусора.
2) Подбор компаратора (S или G), соответствующего профилю исследуемой поверхности.
|
|
|
3) Сравнение шероховатости исследуемой поверхности поочередно с четырьмя сегментами компаратора. При необходимости для этого можно использовать лупу с увеличением не более 7. Сравнение производится при расположении компаратора рядом с исследуемым участком поверхности.
4) Определение группы шероховатости исследуемой поверхности:
- Тонкая - шероховатость между сегментами 1 и 2, но ниже, чем сегмента 2.
- Средняя – шероховатость между сегментами 2 и 3, но ниже, чем сегмента 3.
- Грубая – шероховатость между сегментами 3 и 4, но ниже, чем сегмента 4.
Если шероховатость исследуемого участка ниже нижней границы группы “тонкая”, то она оценивается как “очень тонкая”, если шероховатость выше верхней границы группы “грубая”, то она оценивается как “очень грубая”.
Пластичность
Одним из основных свойств металлов является их пластичность, т.е способность металла, подвергнутого нагрузке, деформироваться под действием внешних сил без разрушения и давать остаточную (сохраняющуюся после снятия нагрузки) деформацию. Пластичность иногда характеризуют величиной удлинения образца при растяжении.
Отношение приращения длины образца при растяжении к его исходной длине, выражаемое в процентах, называется относительным удлинением и обозначается δ, %. Относительное удлинение определяется после разрыва образца и указывает способность металла удлиняться под действием растягивающих усилий.
Ковкость
Способность металла без разрушения поддаваться обработке давлением (ковке, прокатке, прессовке и т.д.) называется его ковкостью. Ковкость металла зависит от его пластичности. Пластичные металлы обычно обладают и хорошей ковкостью.
Усадка
Усадкой металла называется сокращение объема расплавленного металла при его застывании и охлаждении до комнатной температуры.
Соответствующее изменение линейных размеров, выраженное в процентах, называется линейной усадкой.
|
|
|
Жидкотекучесть
Способность расплавленного металла заполнять форму и давать хорошие отливки, точно воспроизводящие форму, называется жидкотекучестью. Кроме хорошего заполнения формы, лучшая жидкотекучесть способствует получению здоровой плотной отливки благодаря более полному выделению из жидкого металла газов и неметаллических включений. Жидкотекучесть металла определяется его вязкостью в расплавленном состоянии.
Износостойкость
Способность металла сопротивляться истиранию, разрушению поверхности или изменению размеров под действием трения называется износостойкостью.
Коррозионная стойкость
Способность металла сопротивляться химическому или электрохимическому разрушению его во внешней влажной среде под действием химических реактивов и при повышенных температурах называется коррозионной стойкостью.
Обрабатываемость
Способность металла обрабатываться при помощи различных режущих инструментов называется обрабатываемостью.
Горячая объёмная штамповка. Разновидности конструкций штампов
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА — процесс получения фасонных изделий путем деформирования нагретой исходной заготовки в РУЧЬЕ — замкнутой полости инструмента — ШТАМПА. Конфигурация и размеры ручья полностью предопределяют конфигурацию и размеры получаемой поковки. Штамповку осуществляют на молотах, прессах и горизонтально-ковочных машинах, применяют в массовом и крупносерийном производстве, где изготовление штампов экономически выгодно. Изделиями являются: валы, рычаги, шатуны, тяги, зубчатые колеса.
Используют три разновидности конструкций штампов:
· ОТКРЫТЫЙ ШТАМП;
· ЗАКРЫТЫЙ ШТАМП С ОДНОЙ ПЛОСКОСТЬ РАЗЪЕМА;
· ЗАКРЫТЫЙ ШТАМП С ДВУМЯ ПЛОСКОСТЯМИ РАЗЪЕМА.
Рис.. Операции ковки: 1 и 2 — верхний и верхний бойки; 3 — поковка; 4 — прошивень; 5 — подкладное кольцо; 6 — топор; 7 — надрез; 8 — оправка; 9 — подкладной штамп.
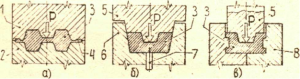
Схема горячей объемной штамповки: 1 и 2 — верхний и нижний штампы; 3 — поковка; 4 — облой; 5 — пуансон; 6 — матрица; 7 — выталкиватель; 8 — матрица разъемная.
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 81; Нарушение авторских прав?; Мы поможем в написании вашей работы!