КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способи одержання литих заготовок.
|
|
|
|
Основи ливарного виробництва
Вираз мішаного добутку через координати співмножників.
Нехай  ,
,  і
і  .
.
Враховуючи вираз векторного добутку (2.23):




і формулу (2.16) для скалярного добутку, одержимо



 .
.
Розглядаючи цей вираз як розкладання визначника третього порядку за елементами третього рядка, дістанемо остаточно
 . (2.24)
. (2.24)
Зокрема має місце
Теорема (ознака компланарності трьох векторів).
Вектори , і компланарні тоді і лише тоді, коли
 . (2.25)
. (2.25)
Це твердження випливає з властивості 2) мішаного добутку і формули (2.24).
Приклад 1. Обчислити об’єм тетраедра (трикутної піраміди) з вершинами  ,
,  ,
,  ,
,  .
.
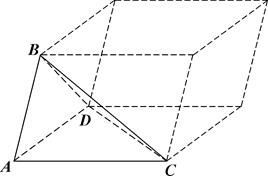 Даний тетраедр побудований на векторах
Даний тетраедр побудований на векторах  ,
,  ,
,  як на ребрах. Його об’єм дорівнює
як на ребрах. Його об’єм дорівнює  об’єму паралелепіпеда, побудованого на цих векторах (див. рис. 2.15). Таким чином об’єм
об’єму паралелепіпеда, побудованого на цих векторах (див. рис. 2.15). Таким чином об’єм  тетраедра дорівнює
тетраедра дорівнює
Рис. 2. 15  .
.
За формулою (2.7) знаходимо:  ,
,  ,
,  . За формулою (2.24)
. За формулою (2.24)
 .
.
Таким чином
 (од. об’єму).
(од. об’єму).
Приклад 2. З’ясувати, чи лежать точки  ,
,  ,
,  ,
,  в одній площині.
в одній площині.
Очевидно точки A, B, C i D лежать в одній площині тоді і тільки тоді, коли вектори , і компланарні. Знаходимо координати цих векторів:
 ,
,  ,
,  .
.
Скористаємося ознакою компланарності (2.25)
 .
.
Отже вектори , і компланарні, а точки A, B, C i D лежать в одній площині.
*) Гаусс Карл (1777-1855) – видатний німецький математик.
Тема 8.1. Технологія виготовлення відливок в разових формах
1. Призначення і суть процесів виготовлення заготовок литтям.
3. Технологічний процес виготовлення відливки.
4. Властивості ливарних сплавів.
5. Формові і стержневі суміші.
6. Суть способів одержання відливок в піщано-глиняних формах та по виплавлюваних моделях.
Галузь машинобудування, яка займається виготовленням заготовок литтям, називається ливарне виробництво.
Суть способів ливарного виробництва: фасонні заготовки одержують заливанням рідкого металу в заздалегідь виготовлені ливарні форми, порожнини яких за розмірами і конфігурацією відповідають заготовкам.
Заготовка, одержана литтям, називається відливка.
Вибір способу лиття залежить від службового призначення деталі, виробничої програми, економічної доцільності, точності розмірів і якості поверхні відливки, технологічних можливостей.
Способи виготовлення відливок:
1. В разові форми (витримують одноразове заповнення металом):
Лиття в піщано-глиняні форми.
Лиття за виплавлюваними моделями.
Лиття в оболонкові форми.
Лиття за випалюваними моделями.
2. В багаторазові форми (витримують багаторазове заповнення металом):
Лиття в кокіль.
Відцентрове лиття.
Лиття під тиском (високим або низьким).
Безперервне лиття.
Електрошлакове лиття.
Технологічний процес виготовлення відливки (лиття в піщано-глиняні форми):
1. Розробка ливарної технології:
Конструювання моделі.
Конструювання стержневого ящика.
Конструювання і розрахунок ливникової системи.
Вибір опок і підмодельних плит.
2. Виготовлення моделі і стержневого ящика.
3. Приготування формових і стержневих сумішей.
4. Виготовлення стержнів, верхньої і нижньої півформи.
5. Складання ливарної форми.
6. Розплавлення металу і заливання його у форму.
7. Кристалізація металу у формі.
8. Вибивання відливок з форми і стержнів з відливок.
9. Обрубка і очистка відливок.
10. Термічна обробка.
11. Контроль якості.
Модель – елемент ливарної форми, який служить для одержання відбитка зовнішньої поверхні відливки у формовій суміші.
Стержень – елемент ливарної форми, який служить для одержання отворів у відливках; виготовляють із стержневих сумішей у стержневих ящиках.
Ливникова система – сукупність каналів, по яких рідкий метал потрапляє у порожнину ливарної форми.
Опока – рамка для утримування формової суміші при набиванні форми.
Ливарна форма складається з двох півформ – верхньої і нижньої.
Формова суміш – для виготовлення ливарної форми. Склад: пісок (наповнювач) + зв’язуючі речовини (глина з водою) + протипригарні речовини.
Стержнева суміш – для виготовлення стержнів, має кращі властивості, ніж формова.
Формові і стержневі суміші ущільнюють в опоках або стержневих ящиках вручну або машинним способом.
Складання: з кожної півформи виймають моделі, у нижню півформу вставляють стержні, верхню півформу накладають на нижню і скріплюють їх.
Заливають форми металом з допомогою ковшів.
Витримують форми для охолодження, після чого відливки вибивают ь із форми на вибивних решітках. Стержні вибивають з відливок на вібраційних машинах або струменем води.
Фінішні операції: обрубування ливникової системи (молотками, пилами), очистка поверхні відливок (обертові барабани, дробоструминні машини, шліфувальні верстати тощо).
Цей спосіб має невисоку продуктивність, дає велику кількість браку, низький рівень механізації і автоматизації, відливки мають невисоку якість, великі припуски на механічну обробку.
Відливки виготовляють з чавуну, сталі, алюмінієвих, мідних, магнієвих, цинкових, титанових сплавів та ін.
Ливарні властивості сплавів:
- рідкотекучість – здатність рідкого металу добре заповнювати порожнину ливарної форми;
- усадк а – зменшення об’єму сплаву під час охолодження;
- схильність до ліквації – хімічної неоднорідності в різних зонах відливки;
- схильність до поглинання газів.
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 108; Нарушение авторских прав?; Мы поможем в написании вашей работы!