КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изготовлению текстильных стропов
|
|
|
|
Изготовлению цепных стропов
Сварные цепи, применяемые для изготовления стропов, должны соответствовать ГОСТ 2319 и ГОСТ 228.
Цепные стропы рассчитаны для применения при температуре от —40 0С до +200 °С. При температуре от 200 до 300 0С грузоподъемность снижается на 10 %, а при температуре от 300 до 400 "С — на 25 %. С целью предотвращения травм рук звенья цепи должны иметь гладкую поверхность.
Электрическую сварку при изготовлении звеньев сварной цепи следует производить контактным методом или методом дуговой электросварки. В отдельных случаях допускается кузнечно-горновая сварка.
В местах сварки не должно быть непроваров, расслоений, загрязненности, а также утолщений, препятствующих сопрягаемости и взаимоподвижности деталей и нарушающих размеры и шаг звеньев. Выжиги и выплавы металла при электрической сварке не допускаются. Электросварные швы дуговой сварки должны иметь плотный наплавленный материал без пор, раковин и шлаковых включений. Кромки и вершины шва должны быть проварены полностью с соблюдением катета шва по всему периметру. Поверхность шва должна быть гладкая или равномерно чешуйчатая, без подрезов, свищей, открытых кратеров и других дефектов.
Стыки цепей, а также отдельные детали и узлы после электрической сварки подвергаются термической обработке. Режим термообработки устанавливается заводом-изготовителем. Диаметр прутка в местах сварки звеньев не должен превышать его более чем на 10 %. Смещение свариваемых концов звена один относительно другого в месте стыка не должно превышать размеров, указанных в табл. 2.26.
Таблица 2.26
| Калибр цепи, мм | Величина смещения, мм |
| не более 9 | 0.3 |
| 10-13 | 0.8 |
| 16-20 | 0,5 |
| свыше 20 | 1,0 |
|
|
|
Смятие металла на внутренней поверхности звена в местах изгиба не должно превышать величин, указанных в табл. 2.27.
Таблица 2.27
| Калибр цепи, мм | Величина смятия, мм |
| не более 8 | 1,5 |
| 9-10 | 0.9 |
| 11-13 | 1.2 |
| свыше 16 | 0,2 |
Глубина местных выжигов и пригаров при стыковой сварке не должна превышать величин, указанных в табл.2.28.
Таблица 2.28
| Калибр цепи, мм | Глубина местных выжигов и пригаров, мм |
| не более 6 | 0,2 |
| 7-16 | 0,4 |
После сращивания цепь должна быть испытана нагрузкой, в 1,25 раза превышающей ее номинальную грузоподъемность.
В текстильных стропах должны применяться синтетические ленты, изготавливаемые по следующим техническим условиям: ТУ 17 РСФСР-44-10452-82, ТУ 17 РФ 21.1-248-38-98, ТУ 17 РФ 21.2-248-28-95, ТУ 17 РСФСР 44-5231-86. Допускается использование ленты, изготовленной за рубежом, соответствующей по своим свойствам ISO 4878.
Текстильные стропы, ленты которых изготавливаются из волокон капрона, допускается применять для транспортировки грузов, имеющих температуру не выше 80 °С, а стропы, ленты которых изготовлены из волокон лавсана, полиэфира, полипропилена и полиамида, — не выше 100 °С. Минимальная температура окружающего воздуха —800С для всех видов материалов лент, на которые имеются ссылки в РД 24-СЗК-01-01.
Отклонение длины ветвей, используемых для комплектации двух-, трех- и четырехветвевых текстильных стропов, не должно превышать 1 % длины одной ветви, выбранной в качестве эталона для выполнения сравнения длин.
Соединение концов лент следует выполнять сшивкой нитями. Ветви ленточных стропов должны изготавливаться из лент одного материала. Не допускается сращивание лент из различных материалов, разной ширины, конструкции и разных предприятий-изготовителей. Для предохранения лент стропа от истирания они могут быть обшиты защитными оболочками, состоящими из кожи, ткани или другого материала, обеспечивающего дополнительную защиту лент, но не оказывающего влияния на разрывное усилие стропа. Допускается обшивать материалом, препятствующим истиранию, также несущую часть петли стропа.
|
|
|
Петли стропа, получаемые при сшивании свободных концов лент, могут быть следующих типов:
♦ плоская петля: петля, получаемая посредством пришивания ленты, повернутой без скручивания (рис. 2.65);
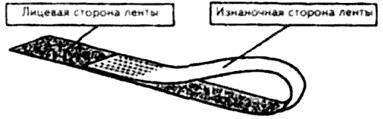
Рис. 2.65. Плоская петля стропа
♦ скрученная петля: петля, полученная посредством пришивания свободного конца ленты (предварительно повернутого на 180° так, что лицевая сторона ленты ложится на изнаночную (рис.2.66) к основной ленте;

Рис.2.66. Скрученная петля стропа
♦ сложенная петля: петля, полученная путем сложения вдвое той части ленты, которая образует петлю. Такая петля вдвое уже ленты и позволяет применять широкий строп для навески его на крюк грузоподъемной машины.
Обе кромки ленты после сложения могут быть совмещены и сшиты между собой (рис. 2.67, а) или сложены на ленте и прошиты (рис.2.67, б). Сложенная петля может быть снабжена «оболочкой», например, из кожи или ткани для лучшей защиты ленты от повреждений.
Швы, несущие нагрузку, должны иметь суммарную прочность не ниже разрывного усилия стропа в целом. Швы должны быть сделаны на швейной машине закрытым стежком. Повреждения нитей лент (проколы), вызванные иглой при сшивке, не должны оказывать значительного воздействия на разрывное усилие стропа в целом, а при испытаниях стропа с семикратной нагрузкой не должно происходить разрушения стропа по швам и местам прохождения стежков.

Рис. 2.67. Сложенная петля: а — общий вид; б — исполнение
Швы должны быть плоскими и охватывать ленту на всю толщину таким образом, чтобы ни одна часть стежка нити не отделялась от поверхности. Соединение стежков не должно быть видимым ни на одной из сторон ленты.
Стежки не должны касаться или повреждать край и должны располагаться в 2—4 мм от края для лент толщиной до 10 мм и 4—8 мм от края для лент большей толщины. Стежки должны начинаться и кончаться рядом так называемой изнаночной строчки длиной не менее 25 мм. Допускается только один дефект в шве длиной 100 мм: например, пропущенный стежок, разорванная нить и т. д., при этом каждый подобный дефект должен обязательно компенсироваться изнаночной строчкой длиной не менее 25 мм. Концы разрезанной ленты должны быть обработаны таким образом, чтобы избежать распускания, расслоения. Допускается не обрабатывать концы ленты в случаях, если лента предварительно была пропитана раствором, предохраняющим нити от распускания и расслоения. Разрешается концы ленты оплавлять или обшивать нитью через край. Концы, оплавленные при нагреве, не должны повреждать нити ленты и обшиваться нитью через край.
|
|
|
Длина петли L должна быть не менее следующих размеров (рис. 2.68): 100 мм — для лент шириной до 35 мм, тройной ширины — для лент шириной от 50 до 150 мм, 2,5 ширины ленты — для лент шириной более 150 мм.
Количество необходимых швов подлине лент определяется в зависимости от ширины ленты. Для лент шириной до 50 мм используется двухшовная сшивка с размерами, указанными на рис. 2.69.
Форма сечения каждой из сшиваемых лент аналогична приведенному в правой части рис.2.70. Для лент шириной от 50 до 100 мм включительно используется трехшовная сшивка с размерами, указанными на рис. 2.70.

Рис.2.68. К определению длины (L) петли текстильного стропа
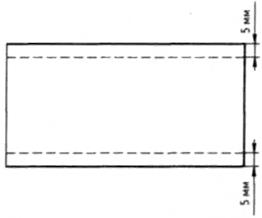
Рис.2.69. Сшивка параллельных лент
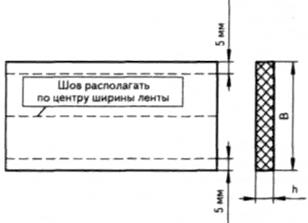
Рис. 2.70. Трехшовная сшивка лент
При сшивке (заделке) концов стропа поперечные швы не допускаются. Для лент шириной более 100 мм используется пятишовная сшивка с размерами, указанными на рис. 2.71. Для лент любой ширины могут применяться прямые продольные швы с размерами, указанными на рис. 2.72. Для лент шириной свыше 50 мм могут применяться зигзагообразные и волнообразные швы с числом проходов, кратным отношению ширины ленты к размеру «5 мм». Такие типы швов рекомендуется применять для стропов длиной более 10 м, а также для стропов большой (свыше 2 т) грузоподъемности.
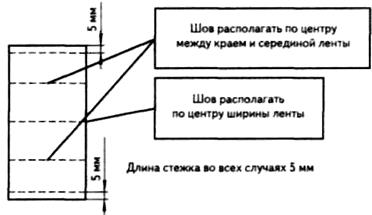
Рис.2.71. Пятишовная сшивка концов стропа

Рис.2.72. Сшивка концов стропа прямыми продольными швами
Зигзагообразные и волнообразные швы применяют для изготовления стропов из эластичного и мягкого материала (например, капрона). Примеры конструктивного выполнения зигзагообразных и волнообразных швов приведены на рис. 2.73 и 2.74.
|
|
|
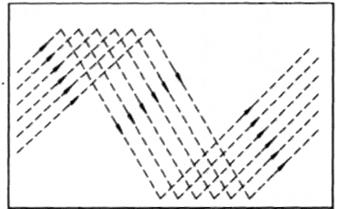
Рис. 2.73. Текстильный шов с зигзагообразными швами
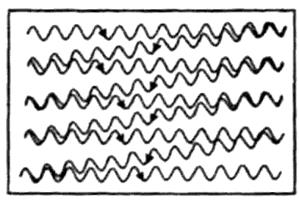
Рис.2.74. Строп с волнообразными швами
Формирование петель на конце (на концах) текстильного стропа осуществляется в следующем порядке. Петли с шириной ленты более 50 мм и толщиной в одну ленту складываются вдвое вдоль ленты (согласно принципам, проиллюстрированным на рис.2.67, а и б, прошиваются не менее чем двумя швами и при необходимости дополнительно обшиваются прочной тканью. Петли стропов, состоящие из двух лент и более, изготавливают одним из способов, приведенных на рис. 2.65 и 2.66. Петли в этих случаях допускается не обматывать и не обшивать прочной тканью.
При использовании концевого звена на текстильных стропах его диаметр d, опирающийся на петлю, не должен быть более '/3 5 длины петли L, а угол в петле — не превышать 20° (рис. 2.75).
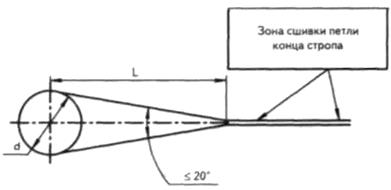
Рис. 2.75. К расчету длины петли текстильных стропов
Элемент крепления концевого звена с петлей текстильного стропа в перпендикулярной плоскости к ленте стропа должен быть прямой для петель стропа шириной более 75 мм. Для ленты со средней шириной петли менее или равной 75 мм допускается применять концевое звено с кривизной R или кольца с радиусом кривизны R не менее 0,75 ширины петли Н (рис. 2.76).
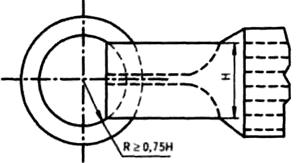
Рис. 2.76. Назначение радиуса кривизны R для стропов из лент с Н<75 мм
Поверхности концевых звеньев, соприкасающиеся с элементами текстильных стропов, должны быть обработаны и не иметь острых кромок, чтобы не вызывать повреждения ленты.
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 104; Нарушение авторских прав?; Мы поможем в написании вашей работы!