КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Исполнительные размеры рабочих частей штампа
|
|
|
|
Конструкция штампа
 | |||||||
 |  | ||||||
 | |||||||
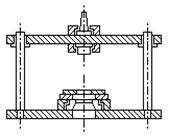
1.  Хвостовик;
Хвостовик;
2. 

 Держатель хвостовика;
Держатель хвостовика;
3.  Колонки (скалки);
Колонки (скалки);
4. 
 Верхняя плита;
Верхняя плита;
5. 
 Направляющая втулка;
Направляющая втулка;
6. Держатель пуансона;
7. 
 Пуансон;
Пуансон;
8. 
 Съёмник;
Съёмник;
9.  Направляющая плита;
Направляющая плита;
10. 
 Матрица;
Матрица;
11.  Держатель матрицы;
Держатель матрицы;
12. 
 Нижняя плита.
Нижняя плита.
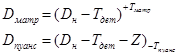
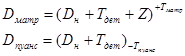
Исполнительные размеры рабочих частей штампа (пуансона и матрицы) с учётом изменения их размеров в процессе обработки:
Для вырубки:
 |
Для пробивки:
 |
Раскрой материала
При ХЛШ затраты на материал составляют от 50 до 70% себестоимости. Наиболее эффективным способом её снижения является экономия материала за счёт уменьшения доли отхода. В связи с этим возникает проблема оптимизации раскроя листовых материалов.
Раскрой – это отыскание наиболее эффективного размещения заготовок в листе (полосе, ленте) относительно друг друга и кромок листового материала. Мерой эффективности раскроя служит коэффициент использования материала k и коэффициент раскроя kр.
Коэффициент использования материала представляет собой отношение массы детали к норме расхода на её изготовление.
Коэффициент раскроя – это отношение массы деталей, полученных из одной исходной заготовки к её общей массе.
Если учесть, что толщина всех деталей и исходной заготовки одинакова, то:

 где f – площадь заготовки, n - количество деталей, полученных из исходной заготовки, B и L - ширина и длина исходной заготовки. Площадь детали, имеющей отверстия, рассчитывают так: f=fк-fотв, где fк - площадь по контуру, fотв - суммарная площадь отверстий. Тогда коэффициент использования можно записать следующим образом: k=n(fк-fотв)/BL.
где f – площадь заготовки, n - количество деталей, полученных из исходной заготовки, B и L - ширина и длина исходной заготовки. Площадь детали, имеющей отверстия, рассчитывают так: f=fк-fотв, где fк - площадь по контуру, fотв - суммарная площадь отверстий. Тогда коэффициент использования можно записать следующим образом: k=n(fк-fотв)/BL.
Коэффициент раскроя определяется по контуру, то есть если деталь не имеет отверстий, то k=kр. Если коэффициент раскроя зависит от формы внешнего контура изготовляемых деталей, а также от их взаимного расположения, то коэффициент использования зависит ещё и от наличия отверстий.
Коэффициент использования – главный показатель, определяющий как эффективность использования материала, так и технологичность конструкции штампуемых деталей. Чем выше значение этого коэффициента, тем больше эффект раскроя, тем технологичнее штампуемая деталь.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 551; Нарушение авторских прав?; Мы поможем в написании вашей работы!