КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Кути токарного різця
|
|
|
|
Кути різця визначають положення елементів робочої частини в просторі відносно координатних площин і відносно один одного. Ці кути називають кутами різця в статиці. Знання кутів інструмента необхідне для його виготовлення в металі. Крім того, кути інструмента впливають на процес різання і якість обробки. У токарного різця розрізняють головні й допоміжні кути, які розглядають виходячи з припущення, що вісь стрижня різця перпендикулярна до лінії центрів токарного верстата; вершина різця перебуває на лінії центрів верстата; здійснюється лише головний рух різання. Кути токарного прямого прохідного різця показані на рис. 2.9.
Головним переднім кутом  називають кут замкнений між передньою поверхнею і площиною, яка перпендикулярна до площини різання. Надалі кут будемо називати переднім кутом.
називають кут замкнений між передньою поверхнею і площиною, яка перпендикулярна до площини різання. Надалі кут будемо називати переднім кутом.
Передній кут сильно впливає на процес різання матеріалу. Зі збільшенням кута зменшується деформація шару, який зрізається, тому що інструмент легше врізається в матеріал, знижуються сила різання й витрати потужності. Одночасно поліпшуються умови сходу стружки й підвищується якість обробленої поверхні заготовки. Однак надмірне збільшення кута приводить до ослаблення головного ріжучого леза, зниження його міцності, збільшення зношування внаслідок викрашування, погіршення умов тепловідведення від ріжучого леза.
Під час обробки крихких і твердих матеріалів для підвищення міцності й збільшення часу роботи інструмента (стійкості) варто призначати менші кути; під час обробки м'яких і в’язких матеріалів передній кут має більші значення.
Головним заднім кутом  називають кут, замкнений між головною задньою поверхнею й площиною різання.
називають кут, замкнений між головною задньою поверхнею й площиною різання.
Наявність кута зменшує тертя між головною задньою поверхнею інструмента й поверхнею різання заготовки, внаслідок чого зменшується спрацювання інструмента по головній задній поверхні. Збільшення кута приводить до зниження міцності ріжучого леза. Кут призначають виходячи з величини пружного деформування оброблюваного матеріалу.
Допоміжним заднім кутом  називається кут замкнений між допоміжною задньою поверхнею й площиною, яка проходить через допоміжну ріжучу крайку перпендикулярно основній.
називається кут замкнений між допоміжною задньою поверхнею й площиною, яка проходить через допоміжну ріжучу крайку перпендикулярно основній.
Наявність кута зменшує тертя між допоміжною задньою поверхнею інструмента й обробленою поверхнею заготовки.
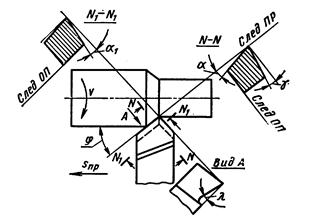
Рис. 2.9. Кути різця в статиці
Головний кут у плані  називається кут замкнений між проекцією головного ріжучого леза на основну площину й напрямком подачі.
називається кут замкнений між проекцією головного ріжучого леза на основну площину й напрямком подачі.
Кут впливає на шорсткість обробленої поверхні заготовки: зі зменшенням шорсткість обробленої поверхні зменшується. Одночасно зменшується товщина й збільшується ширина шару матеріалу, який зрізається,. Це приводить до того, що збільшується активна довжина головного ріжучого леза. Сила й температура різання, що приходяться на одиницю довжини ріжучого леза, зменшуються, що знижує зношування інструмента. Зі зменшенням кута різко зростає складова сили різання, яка спрямована перпендикулярно осі заготовки, що викликає підвищену її деформацію. Зі зменшенням кута можливе виникнення вібрацій у процесі різання, що знижує якість обробленої поверхні.
Допоміжним кутом у плані  називається кут замкнений між проекцією допоміжної ріжучої крайки на основну площину в зворотному напрямку від руху подачі.
називається кут замкнений між проекцією допоміжної ріжучої крайки на основну площину в зворотному напрямку від руху подачі.
Зі зменшенням кута шорсткість обробленої поверхні зменшується, одночасно збільшується міцність вершини різця й знижується його спрацювання.
Кут нахилу головного ріжучого леза  розташований між головною ріжучою крайкою та лінією, яка проведена через вершину різця паралельно основній площині.
розташований між головною ріжучою крайкою та лінією, яка проведена через вершину різця паралельно основній площині.
Кут може бути позитивним, негативним і рівним нулю (рис. 2.10, а — в), що впливає на напрямок сходу стружки.
Якщо вершина різця є вищою точкою головного ріжучого леза, то кут негативний і стружка сходить у напрямку подачі. Якщо головне ріжуче лезо паралельне основній площині, то = 0 і стружка сходить по осі різця. Якщо вершина різця є нижчою точкою головного ріжучого леза, то кут позитивний і стружка сходить у напрямку, зворотному напрямку подачі.
Напрямок сходу стружки важливо враховувати при обробці заготовок на токарних автоматах. При обробці заготовок стружку необхідно відводити так, щоб вона не заважала роботі інструментів у сусідніх позиціях автомата.
Зі збільшенням кута якість обробленої поверхні погіршується, осьова складова сили різання зменшується, а радіальна й вертикальна складові збільшуються.
Кути  можуть змінюватися внаслідок похибки встановлення різця в різцетримач верстата. Якщо під час обточування циліндричної поверхні вершину різця встановити вище лінії центрів верстата, то кут збільшиться, а кут зменшиться. Якщо встановити вершину різця нижче лінії центрів верстата кут зменшиться, а кут збільшиться.
можуть змінюватися внаслідок похибки встановлення різця в різцетримач верстата. Якщо під час обточування циліндричної поверхні вершину різця встановити вище лінії центрів верстата, то кут збільшиться, а кут зменшиться. Якщо встановити вершину різця нижче лінії центрів верстата кут зменшиться, а кут збільшиться.
Якщо вісь різця не буде перпендикулярна лінії центрів верстата, то це викличе зміну кутів і .
У процесі різання кути різця й також змінюються. Цепояснюється тим, що змінюється положення площини різання в просторі через наявність двох рухів: обертання заготовки й поступального руху різця. У цьому випадку фактичною поверхнею різання, до якої є дотичною площина різання, є гвинтова поверхня. Положення площини різання в просторі визначається співвідношенням швидкостей цих двох рухів. Під час роботи з більшими подачами, а також при нарізанні різьби різцем, кути й будуть змінюватися істотно, що необхідно враховувати при виготовленні різців.
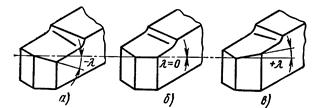
Рис. 2.10. Кут нахилу головного ріжучого леза
§ 7. Різання як процес послідовного деформування шару металу, який зрізається
Метали у твердому стані є полікристалічними тілами, що мають зернисту структуру з певною кристалічною ґраткою. При різанні металів та їхніх сплавів окремі кристали деформуються, а потім руйнуються по кристалографічним площинам.
Процес різання металу можна представити наступною схемою. У початковий момент, коли різець, який рухається під дією сили Р, вдавлюється в метал (рис. 2.11), у шарі, який зрізається, виникають пружні деформації. При подальшому русі різця пружні деформації, накопичуючись по абсолютній величині, переходять у пластичні. У матеріалі заготовки виникає складний пружнонапружений стан. У площині, що збігається із траєкторією руху вершини різця, виникають дотичні й нормальні напруги.
Шар металу, який зрізається, знаходиться під впливом тиску різця, дотичних і нормальних напруг, і складний пружнонапружений стан металу переходить у пластичну деформацію. Зростання пластичної деформації приводить до зсувних деформацій – зміщення частин кристалів відносно один одного.
Найбільші пластичні деформації виникають у зоні стружкоутворення.
Зсувні деформації викликають ковзання окремих частин зерен по кристалографічним площинам у певних напрямках. Площини ковзання, що виникають внаслідок необоротного переміщення атомів, дроблять зерна на окремі частини (пластини), які в процесі деформації повертаються в певному напрямку відносно діючої сили. Зерна витягуються, розташовуються ланцюжками; крім того, зміцнюється метал (рис. 2.11).
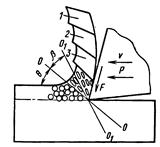
Рис 2.11. Схема процесу утворення стружки
У момент, коли пластичні деформації досягнуть найбільшої величини, а напруги перевищать сили внутрішнього зчеплення зерен металу, зерна зміщаються відносно один одного й сколюється елементарний об’єм металу 1 (рис. 2.11). Далі процес деформування повторюється, сколюються наступні елементарні об’єми металу 2, 3 і т.д. і утворюється стружка. Основоположник російський учений Тіме.
Шар, який зрізається, деформований у зоні стружкоутворення, перетворившись у стружку, піддається додатковій деформації внаслідок тертя стружки об передню поверхню інструмента, що остаточно формує структуру у вигляді витягнутих зерен (рис. 2.11).
Різання — це процес послідовного деформування шару металу, який зрізається: пружного, пластичного руйнування.
Характер деформації залежить від фізико-механічних властивостей оброблюваного матеріалу, геометрії інструмента, режимів різання, умов обробки. Найбільше значення в процесі різання пластичних матеріалів (сталей середньої твердості) має пластична деформація. У крихких металів пластична деформація практично відсутня.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 16297; Нарушение авторских прав?; Мы поможем в написании вашей работы!