КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Цом по копиру суппорта
|
|
|
|
Вок н снятие фасок поверхности проходным реэ- лений с револьверного
конических и фасонных поверхностей.
Нарезание резьбы на заготовках производится плашками, метчиками, резьбонарезными головками или гребенками. При обработке заготовок из мягких материалов наружная резьба может изготавливаться методом накатки.
Плашками нарезаются короткие резьбы, а резьбонарезными головками — длинные. Резьбы, расположенные за буртиком со стороны отрезки детали, нарезаются гребенками со специальных приспособлений.
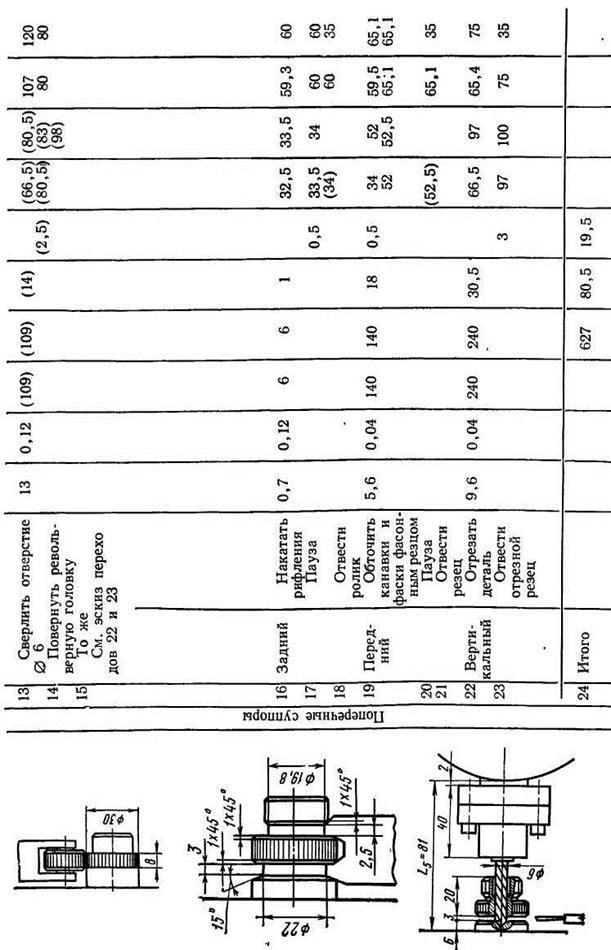
Проточка различных наружных канавок и снятие ф а с о к со стороны отрезки детали выполняются прорезными и фасонными резцами, устанавливаемыми чаще всего на заднем горизонтальном или вертикальном поперечном суппорте (рис. 5.24).
Обточка наружных фасонных поверхностей небольшой длины осуществляется фасонными резцами, установленными на поперечном суппорте, а большой длины - по копиру обычными резцами, закрепленными в специальной державке на револьверной головке (рис. 5.25).
Накатка рифлений на обрабатываемых поверхностях производится стальными закаленными накатными роликами, установленными на поперечном или на револьверном суппорте (рис. 5.26). Роликами, установленными на продольном суппорте, накатывают рифления на большой длине заготовки, особенно когда заготовка имеет малый диаметр и большую длину, а также накатывают перекрестные рифления. В последнем случае ролики устанавливаются под углом друг к другу. Роликами, установленными на поперечном суппорте, накатывают рифления на малой длине достаточно жестких заготовок (деталей). Для предупреждения возможного прогиба заготовки рекомендуется с ее противоположной стороны устанавливать поддерживающий ролик.
Другие виды обработки, осуществляемые при помощи специальных приспособлений, показаны на рис. 5.27.
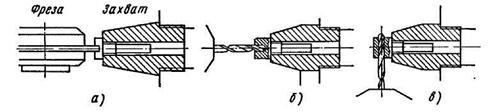
Рис. 5.27. Обработка при помощи специальных приспособлений:
а - фрезерование шлицевого паза, б - сверление отверстий со стороны отрезка, в – сверление поперечного отверстая
 Режущие инструменты и принадлежности. При обработке деталей на токарно-револьверных автоматах наряду со стандартным режущим инструментом (резцами, сверлами, плашками, развертками и др.) применяется специальный режущий инструмент (фасонные резцы, комбинированные сверла, зенкеры и расточные резцы). Режущие инструменты могут быть изготовлены из быстрорежущей стали или из твердых сплавов. Применение твердосплавных инструментов позволяет увеличить производительность обработки заготовок благодаря более высокой скорости резания и подачи инструмента, но при этом происходит сильный нагрев заготовки (особенно при ее малых размерах), вызывающий ее деформацию и снижение точности обработки. В число основных принадлежностей, применяемых на токарно-револьверных автоматах, входят: упор для ограничения подачи материала, комплекты сменных подающих и зажимных цанг, а также различные державки для установки и крепления режущих инструментов в револьверной головке и на поперечных суппортах.
Режущие инструменты и принадлежности. При обработке деталей на токарно-револьверных автоматах наряду со стандартным режущим инструментом (резцами, сверлами, плашками, развертками и др.) применяется специальный режущий инструмент (фасонные резцы, комбинированные сверла, зенкеры и расточные резцы). Режущие инструменты могут быть изготовлены из быстрорежущей стали или из твердых сплавов. Применение твердосплавных инструментов позволяет увеличить производительность обработки заготовок благодаря более высокой скорости резания и подачи инструмента, но при этом происходит сильный нагрев заготовки (особенно при ее малых размерах), вызывающий ее деформацию и снижение точности обработки. В число основных принадлежностей, применяемых на токарно-револьверных автоматах, входят: упор для ограничения подачи материала, комплекты сменных подающих и зажимных цанг, а также различные державки для установки и крепления режущих инструментов в револьверной головке и на поперечных суппортах.
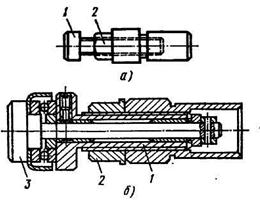
Упоры, применяемые на токарно-револьверных автоматах, могут быть двух типов: неподвижные (рис. 5.28,а) и вращающиеся (рис. 5.28, б). При
применении неподвижного упора пруток своим
рис. 5.28. упоры, применяемые на торцом при вращении трется по торцу упора.
токарно-револьверных автоматах: При вращающемся упоре трение прутка
с - неподвижный, б - вращающийся отсутствует, так как опорный палец 3 вращается
вместе с прутком. Длину упоров обоих типов регулируют при помощи гайки 2 и винта 1. Для обработки заготовок из прутков разного диаметра и с разной формой сечения на автоматах применяется комплект сменных подающих и зажимных цанг. Комплекты сменных цанг поставляются вместе с автоматом. Так, например, с автоматом 1Б140 поставляются сменные цанги, диаметр которых 18, 24, 30, 36 и 40 мм.
Державки для установки и крепления режущих инструментов, применяемые в токарно-револьверных автоматах, в основном нормализованы и их определенный комплект также поставляется вместе с автоматом. В необходимых случаях применяют и специально изготовленные державки. На токарно-револьверных автоматах используют державки для инструментов, устанавливаемых на револьверной головке и на поперечных суппортах. Большинство державок являются комбинированными и позволяют устанавливать в них по два различных инструмента. Сверла, зенкеры, развертки устанавливаются в державках через переходные втулки, в которых они зажимаются специальным вкладышем, либо за счет деформации разрезной втулки. Для установки и крепления державок в отверстиях револьверной головки они снабжены цилиндрическими хвостовиками. Резцедержатель вертикального суппорта применяется в основном для установки отрезного резца.
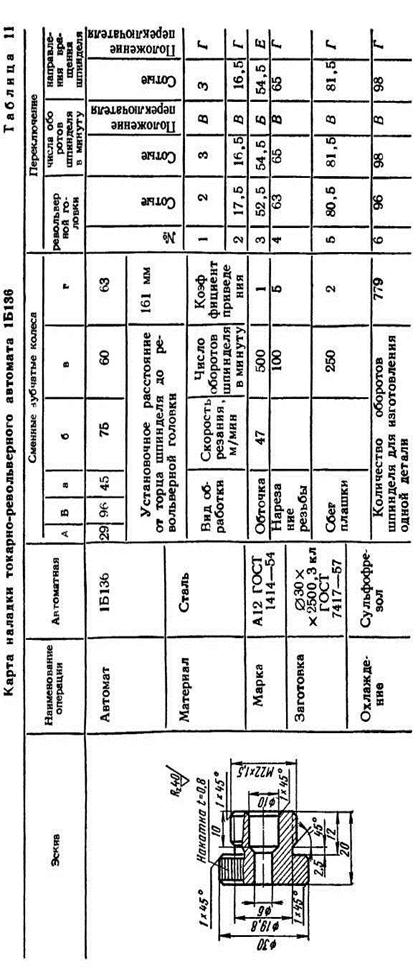
Техническая документация для наладки.
Основным техническим документом, по которому осуществлется наладка токарно-револьверного автомата, является карта наладки (табл. 5.3). Общие положения, а также перечень и характеристика основных этапов составления и расчета карты наладки описаны ранее. Здесь рассматриваются только особенности расчетов, характерные для токарно-револьверных автоматов.
Выбор и расстановка режущих инструментов. Все инструменты, осуществляющие обработку пробки с продольной подачей (проходной резец и центровочное сверло, фасочный резец и сверло диаметром 10 мм, плашка М22х1,5 и сверло диаметром 6 мм), устанавливаются в соответствующих державках в револьверной головке (в четырех позициях). В первой позиции револьверной головки устанавливается упор, а шестая позиция остается свободной.
Расстановка инструментов на поперечных суппортах планируется, исходя из рекомендаций, указанных при описании их, конструкций. Державка с фасонным резцом устанавливается на переднем, а державка с накатным роликом на заднем поперечном суппорте. Отрезной резец устанавливается на вертикальном суппорте. Все режущие инструменты выбраны из быстрорежущей стали.
Выбор режимов резания v и s и определение числа оборотов в минуту шпинделя пшп . Особенность выбора режимов резания v и s для этих автоматов заключается в том, что в одной державке револьверной головки часто работают одновременно два различных инструмента (например, проходной резец и сверло). Режимы резания в этом случае выбираются общими для обоих инструментов и при этом наименьшими из двух полученных.
Например, для перехода № 3 (см. табл. 5.3) получаем для проходного резца v =50 м/мин и s = 0,13 мм/об, а для центровочного сверла v =45 м/мин и s = 0,13 мм/об. Числа оборотов шпинделя будут соответственно равны n шп = 531 об/мин и 1194 об/мин. Отсюда выбираем для перехода № 3 n шп = 531 об/мин и s = 0,13 мм/об. После корректировки по паспорту автомата получается n шп = 500 об/мин (при сменных зубчатых колесах А = 29 и Б = 66 переключатели на пульте управления установить в положение «В»).
Определение рабочих ходов инструментовl p.x в каждом переходе производится по формуле (5.4) с учетом характера обработки, формы режущего инструмента и т. д. Расчет при этом ведется для инструмента, имеющего наибольший рабочий ход. Величина подачи прутка при обработке рассматриваемой заготовки определится как сумма
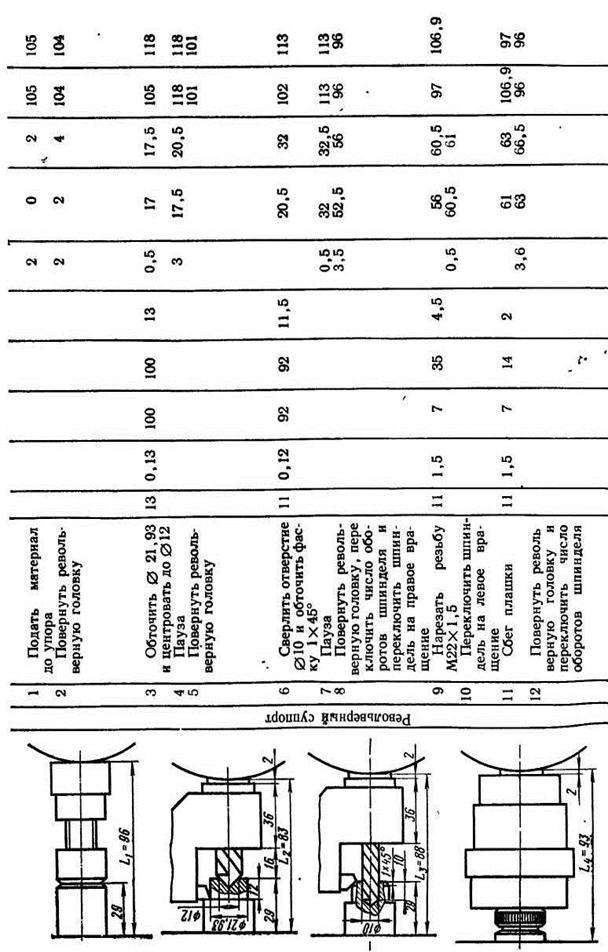
расстояния от торца шпинделя до отрезного резца (рекомендуется 5-6 мм), длины обрабатываемой заготовки и ширины отрезного резца l пр = 6 мм+20 мм+3 мм = 29 мм.
Определение расстояний от торца шпинделя до револьверной головки. Зная размеры державок, установленных в револьверной головке, определяем для каждого рабочего перехода расстояние L между торцом шпинделя и револьверной головкой при ее крайнем левом положении. Тогда, например, для перехода № 3 получаем: L 3 = = 29 мм+16 мм+36 мм+2 мм = 83 мм.
Расстояния от торца шпинделя до револьверной головки в ее исходном положении (до начала обработки) будут равны сумме определенных выше L и величины рабочего хода l р.х. Например, для перехода № 3 имеем L исх.3 = L 3 +l р.х3= 83 мм+13 мм = 96 мм.
Установочное расстояние от торца шпинделя до револьверной головки равно сумме наименьшего значения L из всех переходов и наибольшего рабочего хода револьверной головки. L min = 81 мм (переход № 13). Отсюда L ycт = 81 мм+80 мм = 161 мм. L уст не должна быть больше 180 мм.
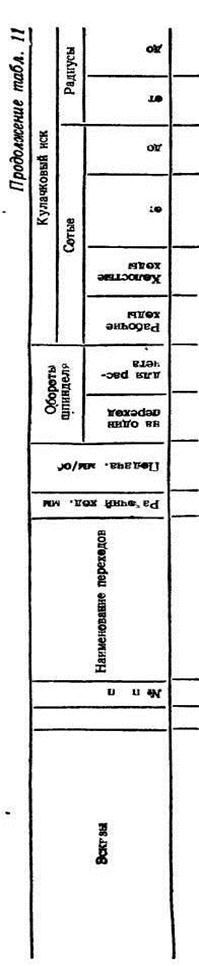
Определение количества оборотов шпинделя за время выполнения каждого рабочего перехода пр производится по формуле (5.6). Все полученные значения п р заносим в расчетный лист карты наладки. B скобках указываем количество оборотов для совмещенных переходов.
Общее количество оборотов шпинделя за время выполнения всех несовмещенных рабочих переходов равно n р.с = 630 об. Далее по формуле (5.8) определяем время, затрачиваемое на выполнение рабочих переходов Т р.х =75,6 сек.
Определение радиусов кулачков. Для каждого перехода необходимо определить начальный радиус на кулачке R н, откуда начинается рабочий переход и конечный радиус R к где он заканчивается.
Для револьверной головки перед определением этих радиусов сравниваем L min (в рассматриваемом примере переход № 13) с величинами, лежащими в пределах от 64 мм до 100 мм и соответствующим наименьшим расстоянием от торца шпинделя до револьверной головки.
Если величина L min< 64 мм, то на этом переходе необходимо применить державку с более длинным вылетом, чтобы получить L min 64 мм. Если величина L min лежит в пределах от 64 мм до 100 мм, то для данного перехода
64 мм. Если величина L min лежит в пределах от 64 мм до 100 мм, то для данного перехода
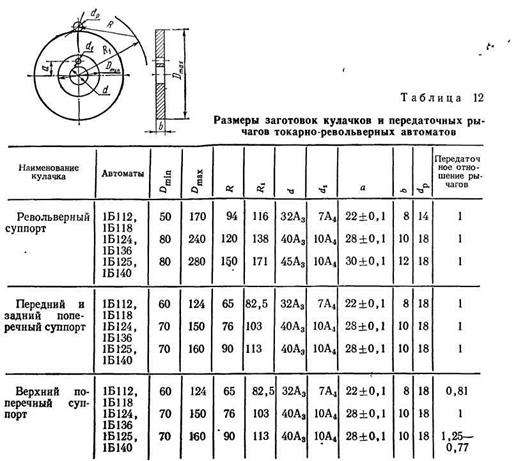
величина R k принимается равной максимальному радиусу R max заготовки кулачка (табл. 5.4), т. е. получаем, что R к13 = R max= 120 мм. Для остальных переходов величина R k определяется по формуле
R к= R mах–(L – L min). (13)
Тогда, например, для перехода № 6 получаем R k6 = 120 мм — (88 мм —81 мм) = 113 мм. Если величина L min> 100 мм, что может быть при обработке длинных деталей, то расчет конечных радиусов кулачка револьверного суппорта производится по формуле:
R к = R mах–(L –100). (14)
Начальные радиусы R н для всех переходов рассчитываются по формуле
R н = R k — l р.х. (15)
Для перехода №6 тогда получаем R н6 = R к6— l р.х.6=11З мм — 11 мм = 102мм.
Для перехода № 9 «Нарезание резьбы М22 X 1,5» величина конечного радиуса уменьшается на 10—15% от величины l р.х, чтобы плашка (или метчик) во время нарезания резьбы не имела принудительной подачи.
R 'к9 = 120 мм —(93 —81) = 108 мм; R к9 = 108 мм— (11∙10)/100 = 106,9 мм.
Радиусы кулачка при переключении револьверной головки занижаются на 1-1,5 мм. Для перехода № 1 «Подача прутка до упора» начальный и конечный радиусы равны начальному радиусу последующего рабочего перехода (в рассматриваемом примере перехода № 3).
При определении радиусов кулачков поперечных суппортов необходимо учитывать, что наибольший радиус кулачка R max = 75 мм (см табл. 5.4) соответствует положению лезвия режущего инструмента на оси заготовки. На переходе № 19, например, фасонный резец не доходит до оси детали на 9,9 мм. Поэтому для данного перехода имеем:
R к19 = 75 — 9,9 = 65,1 мм; R н19 = 65,1 — 5,6 = 59,5 мм.
Для кулачка вертикального поперечного суппорта имеем R к22 =75 мм, так как отрезной резец при работе заходит даже за ось детали.
Предварительное определение времени на несовмещенные холостые ходы. Время на основные холостые ходы (подача материала, переключение револьверной головки и др.) определяется по паспорту автомата. Время на отвод отрезного резца рекомендуется принимать равным 2,5-3% от времени на рабочие переходы T р.х Отсюда имеем:
t х.х.24 =75,6 с∙(2,5/100)=1,9с.
Полное время на несовмещенные холостые ходы равно:
Т х.х = 1 с + 4 • 1 с + 0,5 с + 1,9 с = 7,4 с.
Тогда полное время на обработку рассматриваемой детали равно:
T дет = Т р.х + T х.х = 75,6 с + 7,4 с = 83,0 с.
Определение числа сотых оборота распределительного вала за время выполнения холостых ходов производится с учетом минимального времени, необходимого для выполнения данного холостого хода, и минимального количества сотых, необходимых для выполнения соответствующего холостого хода.
Зная T дет=83,0 с по таблице в паспорте автомата находим ближайшее значение Т дет, которое можно настроить на автомате, и определяем количество сотых на холостые ходы: подача и зажим материала-1,5 сотых, переключение револьверной головки - 1 сотая. В другой таблице паспорта указывается число сотых, занимаемых роликом рычага револьверного суппорта в зависимости от радиуса кулачка при переключении револьверной головки. Число сотых на переключение револьверной головки рекомендуется определять, исходя из данных обеих таблиц, и из двух получаемых значений брать наибольшее. Зная число сотых на несовмещенные холостые ходы, находим число сотых на рабочие ходы:

 с = 100 —
с = 100 — с = 100— 19,5 = 80,5 сотых.
с = 100— 19,5 = 80,5 сотых.
Теперь по формуле (10) можем определить число оборотов шпинделя, которое он сделает за время полной обработки заготовки (детали) n двт=782 об. Уточненное время на полную обработку детали определяется по формуле (35) и равно T дет = 93,8 с.
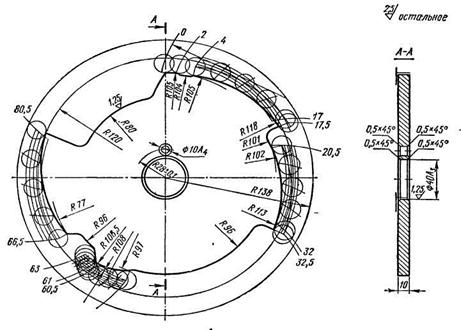
Рис. 5.29. Чертеж кулачка револьверного суппорта,
По таблице в паспорте автомата подбираем ближайшее значение T дет = = 93,5 с и выписываем числа зубьев сменных зубчатых колес: а = 45; б = 75; в = 60 и г = 63.
Определение числа сотых на каждый рабочий переход производится по формуле (9). Все значения заносятся в расчетный лист карты наладки, после чего весь цикл обработки детали расписывается по отдельным переходам от 0 до 100 сотых оборота распределительного вала. Затем производится построение циклограммы работы автомата (см. рис. 51, а) и вычерчивание профиля кулачков (рис: 5.29, см. также рис. 5.20, б).
Лекция № 6. Сверлильные и расточные станки. Конструкции вертикально, радиально- сверлильных станков. Кинематика и уравнения настройки. Конструкции и кинематические схемы координатно-расточных, алмазно-расточных станков. Основные типы сверлильных станков и их обозначение. Вертикально-сверлильный станок 2Н135. Устройство радиалыю-сверлильного станка. Технология обработки на сверлильных станках и оснастка. Конструкция сверлильных станков. Вертикально-хонинговальные станки. Универсальный горизонтально-расточный станок 2620В. Алмазно-расточные станки. Координатно-расточные станки
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 592; Нарушение авторских прав?; Мы поможем в написании вашей работы!