КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
В - с люнетной втулкой
|
|
|
|
Конические наружные поверхности большой длины обтачиваются с помощью державки, установленной в револьверной головке, и копира, закрепленного на поперечном суппорте (рис. 5.22). Резец 7 устанавливается в державке 2 на кронштейне 6 и может поворачиваться вместе с ним вокруг оси 1. Пружина 3 поджимает палец 5 с кронштейном и резцом к поверхности копира 4. При продольном перемещении державки с резцом палец 5 скользит по копиру, осуществляя подачу резца в поперечном направлении. Короткие конические поверхности обтачиваются резцами с поперечных суппортов.
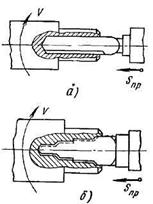 Обработка внутренних поверхностей производится сверлами, зенкерами, развертками и расточными резцами. Сверление отверстий при этом может выполняться спиральными или перовыми сверлами (рис. 5.23, а).
Обработка внутренних поверхностей производится сверлами, зенкерами, развертками и расточными резцами. Сверление отверстий при этом может выполняться спиральными или перовыми сверлами (рис. 5.23, а).
Рис. 5.23. Обработка внутренних поверхностей:
а - перовым сверлом, б - комбинированным сверлом
При обработке ступенчатых отверстий вместо последовательного набора стандартных сверл или зенкеров часто применяют специально изготовленные для данной детали комбинированные сверла или зенкеры (рис. 5.23,б). Инструмент в этом случае получается сложнее и дороже, но зато повышается точность обработки и сокращается время сверления отверстий. При сверлении отверстий диаметре менее 10 мм заготовка предварительно зацентровывается сверлом большого диаметра. При зацентровке одновременно снимают внутренние фаски. Расточка отверстий и проточка внутренних канавок выполняются качающимися выдвижными расточными резцами. Резец так же как при обточке конических, поверхностей, устанавливается на качающемся кронштейне, который, кроме продольной подачи при перемещении револьверного суппо, получает поперечную подачу от поперечного суппорта
. Аналогично осуществляется расточка отверстий, а также проточка внутренних
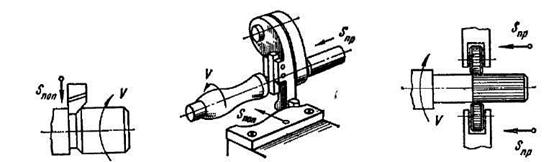
Рис. 5.24. Обточка кана- Рис. 5.25. Обточка фасонной Рис. 5.26. Накатка риф-
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 374; Нарушение авторских прав?; Мы поможем в написании вашей работы!