КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И оснастка
|
|
|
|
Технология обработки на сверлильных станках
На сверлильных станках можно выполнять не только сверление, но и другие технологические операции дальнейшей обработки отверстий. На современных сверлильных станках осуществляют следующие работы:
• сверление сквозных и глухих отверстий (рис. 6.7, а);
• рассверливание отверстий на больший диаметр (рис. 6.7, б);
• зенкерование, выполняемое для получения отверстия с высокими квалитетом и параметром шероховатости поверхности
(рис. 6.7, в);
• зенкование, выполняемое для образования в основании просверленного отверстия гнезд с плоским дном под головки винтов и болтов (рис. 6.7, г);
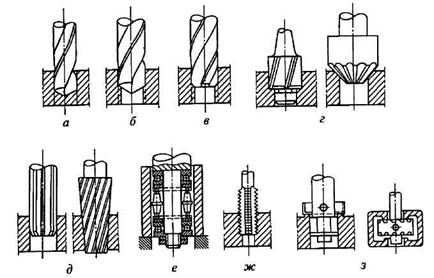
Рис. 6.7. Работы, выполняемые на сверлильных станках:
а - сверление; б - рассверливание, в - зенкерование; г - зенкование; д -развертывание; е - раскатывание; ж - нарезание внутренней резьбы; з - подрезание (цекование) торцов
• развертывание цилиндрических и конических отверстий, обеспечивающее высокую точность и шероховатость обрабатываемой поверхности (рис. 6.7, д);
• раскатывание отверстий специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстия, а также шероховатости Ra 0,63...0,08мкм (рис. 6.7, е);
• нарезание внутренних резьб метчиками (рис. 6.7, ж);
• подрезание (цекование) торцов наружных и внутренних приливов для получения ровной поверхности, перпендикулярной к оси отверстия (рис. 6.7, з).
Технологические возможности сверлильных станков не исчерпываются перечисленными работами. На них можно развальцовывать полые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Отверстия на сверлильных станках обрабатывают различными режущими инструментами: сверлами, зенкерами, зенковками, развертками, резцами и метчиками.
Для крепления сверл, разверток, зенкеров и других режущих инструментов в шпинделе сверлильного станка применяют следующие вспомогательные инструменты: переходные сверлильные втулки, сверлильные патроны, оправки и т.д.
Переходные конические втулки служат для крепления режущего инструмента с коническим хвостовиком, когда номер конуса хвостовика инструмента не соответствует номеру конуса в шпинделе станка, например на токарно-винторезных станках (см. гл. 4).
Наружные и внутренние поверхности переходных втулок выполняют с конусом Морзе семи номеров от (0 до 6) по ГОСТ 8522—70. Втулку вместе со сверлом вставляют в конусное гнездо шпинделя станка. Если одной втулки недостаточно, то применяют несколько переходных втулок, вставляя одну в другую.
Сверлильные патроны используют для крепления режущих инструментов с цилиндрическим хвостовиком диаметром до 20 мм.
В трехкулачковом сверлильном патроне инструменты закрепляют ключом (рис. 6.8, а). Внутри корпуса патрона (рис. 6.8, б) наклонно расположены три кулачка 1 с резьбами, объединенные гайкой 2. Обойму 3 вращают специальным ключом 4, вставленным в отверстие корпуса патрона. При вращении обоймы по часовой стрелке одновременно с ней вращается гайка.
Зажимные кулачки, опускаясь вниз, постепенно сходятся и зажимают цилиндрический хвостовик сверла или другого режущего инструмента. При вращении обоймы против
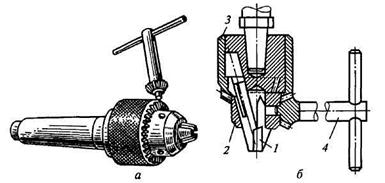
Рис. 6.8. Сверлильный патрон для закрепления сверл с цилиндрическим
хвостовиком:
а - общий вид патрона с ключом для зажима заготовки; б - устройство патрона: 7 - кулачки; 2 - гайка; 3 - обойма; 4 – ключ
часовой стрелки кулачки, поднимаясь вверх, расходятся и освобождают зажатый инструмент.
В двухкулачковом сверлильном патроне хвостовик инструмента зажимают, перемещая в Т-образных пазах корпуса два кулачка. Эти кулачки сближают и разводят ключом при помощи винта, имеющего правую и левую резьбу.
Для зажима сверл малого диаметра с цилиндрическими хвостовиками часто используют цанговые патроны.
Быстросменные сверлильные патроны применяют для сокращения вспомогательного времени при работе на сверлильных станках. Они позволяют быстро менять режущий инструмент, не выключая станок. Один из таких патронов, предназначенный для крепления режущих инструментов с коническими хвостовиками, изображен на рис. 6.9, а. Для крепления сверл с цилиндрическими хвостовиками в коническое отверстие 6 патрона вставляют переходную коническую разрезную втулку (рис. 6.9, б). В последнее время в серийном и массовом производствах широко применяют такие втулки для крепления сверл с цилиндрическими хвостовиками диаметром до 10 мм. Эта втулка, вставленная в шпиндель сверлильного станка, обеспечивает прочное закрепление сверла.
Самоустанавливающиеся сверлильные патроны применяют при обработке предварительно просверленных отверстий. Патроны позволяют центрировать режущий инструмент по оси обрабатываемого отверстия.
Предохранительные патроны служат для крепления метчиков при нарезании резьбы на сверлильных станках. Применение таких патронов улучшает качество нарезаемой резьбы и предохраняет метчик от поломок (рис. 6.10). Ведущая кулачковая полумуфта 5 пружиной 6 прижимается к ведомым полумуфтам 2 я 4, свободно сидящим на оправке 7. При этом кулачки 3, расположенные на торце полумуфты 4, входят во впадины полумуфт 2 и 5 и приводят их в движение. По окончании нарезания резьбы в отверстии полумуфты 2 и 4 вместе с метчиком прекращают вращение, а полумуфта 5, выйдя из зацепления с полумуфтами 2 и 4 и продолжая вращаться, начинает проскальзывать (щелкать). Метчик
из нарезанного отверстия вывертывают обратным вращением шпинделя станка. Кольцо 1 служит для закрепления метчика в патроне.
Реверсивные патроны используют при нарезании резьбы на сверлильном станке, который не имеет реверса (устройства для переключения на обратное вращение шпинделя). С их помощью метчики вывертывают из нарезанного отверстия.
Для разверток, закрепляемых в шпинделе сверлильного станка, применяют качающиеся оправки, позволяющие инструменту занимать положение, совпадающее с осью обрабатываемого отверстия.
Удалять режущий инструмент, переходные втулки и сверлильные патроны из отверстия шпинделя станка рекомендуется с помощью специальных клиньев (рис. 6.11)
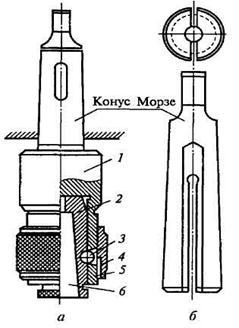
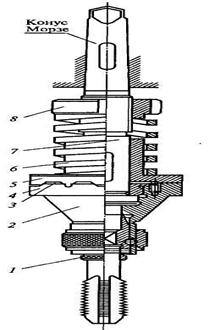
Рис. 6.9. Быстросменный сверлильный патрон (а) и коническая втулка для
крепления сверл с цилиндрическими хвостовиками (б):
1 - корпус патрона; 2 - сменная втулка; 3 - шарики; 4 - муфта; 5 - кольцо; 6 - оправка
Рис. 6.10. Предохранительный патрон для нарезания резьбы в глухих и сквозных
отверстиях:
1 - кольцо для крепления метчика; 2,4 - ведомые полумуфты; 3 - кулачки муфты; 5 - ведущая кулачковая полумуфта; 6 - пружина, 7 - оправка; 8 - гайка регулировочная
или эксцентрикового ключа (рис. 6.12).
Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления, из которых наиболее распространенными являются тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.
Винтовые машинные тиски широко используют в единичном производстве, а пневматические — применяют чаще всего в серийном и массовом производствах при работе на станках различных групп.
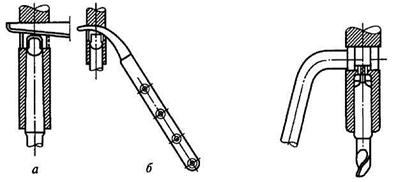
Рис. 6.11. Клинья для удаления рис. 6.12. Эксцентриковый ключ
инструмента из шпинделя станка: для удаления режущего инстру-
а - плоский клин; б - радиусный клин мента из шпинделя станка с
Быстродействующие машинные тиски рычажно-кулачковым зажимом (рис. 6.13)
используют при работе на сверлильных станках. Они обеспечивают быстрый зажим заготовок. На плоских направляющих поворотной части 2 смонтировано основание 9 подвижной губки 5. Расстояние между губками тисков в зависимости от размеров обрабатываемой заготовки регулируется
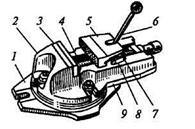 Рис. 6.13. Быстродействующие машинные тиски с рычажно-кулачковым зажимом:
Рис. 6.13. Быстродействующие машинные тиски с рычажно-кулачковым зажимом:
1 - корпус; 2 - поворотная часть; 3- неподвижная губка; 4 - винт; 5 - губка; 6 — рукоятка; 7 - эксцентриковый вал; 8 - двойной кулачок; 9 - основание
установочным винтом 4, имеющим трапецеидальную резьбу. Губка 5 выполнена в виде рычага, на конец которого действует двойной кулачок 8 эксцентрикового валика 7, перемещаемого рукояткой 6. Основание 9 представляет собой опору для губки 5 рычага и кулачка 8. Для зажима обрабатываемой заготовки рукоятку 6 нужно перевести в горизонтальное положение.
Для закрепления заготовок и обеспечения правильного положения инструмента относительно оси обрабатываемого отверстия на сверлильных станках используют специальные приспособления — кондукторы.
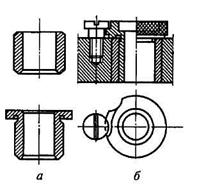
Для направления режущего инструмента в корпусе кондуктора имеются кондукторные втулки, которые обеспечивают точную обработку отверстий в соответствии с чертежом. Конструкция и размеры этих втулок стандартизованы. Существуют постоянные (рис. 6.14, а) втулки (применяются в кондукторах для мелкосерийного производства при обработке отверстия одним инструментом) и быстросменные (рис. 6.14, б) с замком (для кондукторов массового и крупносерийного производства). Втулки изготовляют из стали У10А или 20Х и подвергают термической обработке для придания им необходимой твердости.
Для уменьшения износа втулок и смещения оси обрабатываемого отверстия из-за возможного перекоса инструмента во втулке между ее нижним торцом и поверхностью заготовки оставляют зазор. В результате этого стружка не проходит через втулку и сбрасывается в сторону. При сверлении чугуна устанавливают зазор 0,3... 0,5d, где d — диаметр отверстия во втулке.
При сверлении стали и вязких материалов (меди, алюминиевых и других сплавов) зазор увеличивают (до диаметра отверстия во втулке).
 Многошпиндельные сверлильные головки являются дополнительным приспособлением к сверлильному станку. Эти головки позволяют одновременно обрабатывать несколько отверстий различными инструментами, что значительно увеличивает производительность сверлильных станков.
Многошпиндельные сверлильные головки являются дополнительным приспособлением к сверлильному станку. Эти головки позволяют одновременно обрабатывать несколько отверстий различными инструментами, что значительно увеличивает производительность сверлильных станков.
На рис. 6.15 показана конструкция шестишпиндельной револьверной головки для последовательной обработки отверстий в деталях различными режущими
инструментами. В головке устанавливают сменные шпиндели,приводы которых имеют различные
Рис. 6.14. Кондукторные втулки: передаточные числа. Такая конструкция головки
а - постоянные; б - быстросменные позволяет без остановки и переналадки вертикально-
сверлильного станка при последовательном повороте шпинделей выполнять различные виды обработки отверстия: сверление, зенкерование, развертывание, нарезание резьбы и цекование торцов.
Каждый шпиндель головки поворачивается в вертикальное положение для последующей обработки отверстия соответствующим режущим инструментом автоматически, без остановки станка и переключения скорости. Для включения в работу очередного шпинделя с инструментом револьверная.
При работе на сверлильных станках сверловщик часто использует измерительный инструмент для контроля диаметров и глубины отверстий, а также других размеров обрабатываемых заготовок.
Размеры отверстий измеряют и проверяют различными контрольно-измерительными инструментами, которые выбирают в зависимости от требуемой точности измеряемого размера и характера производства. Наиболее часто сверловщик использует следующие измерительные инструменты: измерительную линейку, нутромер, угольники, штангенциркуль, калибры гладкие и резьбовые, штангенглубиномер. Рассмотрим некоторые из них. головка, закрепленная на пиноли станка, поднимается.
При работе на сверлильных станках сверловщик часто использует измерительный инструмент для контроля диаметров и глубины отверстий, а также других размеров обрабатываемых заготовок.
Размеры отверстий измеряют и проверяют различными контрольно-измерительными инструментами, которые выбирают в зависимости от требуемой точности измеряемого размера и характера производства. Наиболее часто сверловщик использует следующие измерительные инструменты: измерительную линейку, нутромер, угольники, штангенциркуль, калибры гладкие и резьбовые, штангенглубиномер. Рассмотрим некоторые из них.
Измерительная линейка представляет собой жесткую стальную ленту длиной от 150 до 1000 мм и более с нанесенными на нее делениями через 1 мм и используется для приближенных измерений габаритных размеров обрабатываемых заготовок, расстояний
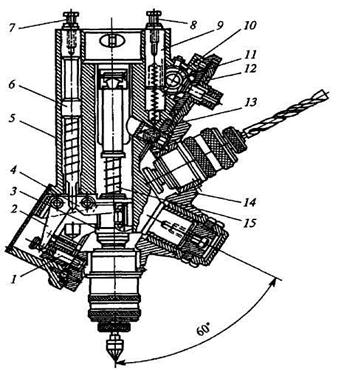
Рис. 6.15. Шестишпиндельная револьверная головка:
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 935; Нарушение авторских прав?; Мы поможем в написании вашей работы!