КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Припуски на диаметр при абразивном и алмазном хонинговании
|
|
|
|
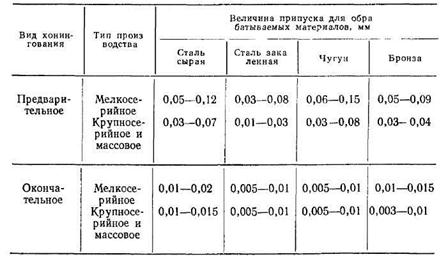
Примечание: Припуск на операцию отделочного хонингования при абразивном и алмазном хонинговании деталей из чугуна я стали берут в пределах 0,005 - 0,01 мм на диаметр, а при хонянговании деталей нз цветных енлавов до 0,01 - 0,02 мм на диаметр
В условиях крупносерийного и массового производства следует более тщательно учитывать все факторы, определяющие величину общего припуска под хонингование. Для этого необходим точностной анализ операций, предшествующих хонингованию, по данным замеров партии в количестве 100-200 обработанных деталей. Рекомендации по выбору припуска на диаметр при абразивном и алмазном хонинговании различных материалов даны в табл. 6.1, а достигаемая точность и качество обработки в зависимости от технологического назначения операций - в табл. 6.2.Результаты обработки отверстий на хонинговальном станке в значительной степени зависят от принятой схемы хонингования. Она определяется особенностями конструкции
Таблица 6.2
|
|
|
Дата добавления: 2014-01-04; Просмотров: 953; Нарушение авторских прав?; Мы поможем в написании вашей работы!