КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Конструктивные элементы станков с ЧПУ
|
|
|
|
Механические базовые узлы станков с ЧПУ изготовляют с повышенной точностью,
жесткостью, виброустойчивостью, надежностью, так как станки с ЧПУ, будучи дорогостоящим автоматизированным оборудованием, должны работать более двух смен в сутки.
Станины. Станины станков с ЧПУ являются основными базовыми элементами, поскольку на них размещают направляющие станков Встречаются следующие разновидности этих деталей:
1) чугунные станины, оснащенные стальными закаленными и шлифованными направляющими (как роликовыми направляющими качения, так и гидростатическимд);
2) сварные станины и стойки, имеющие закаленные направляющие, чаще всего прямоугольной формы, специаль ная технология сварки и термообработки обеспечивает сохранение первоначаль ной точности на длительное время;
3) станины токарных станков с ЧПУ, имеющие вертикальное или наклонное расположение плоскости направляющих для обеспечения схода стружки.
Направляющие. Различают направ ляющие скольжения, качения и комбинировавшие В станках с ЧПУ наибольшее распространение получили направляющие качения и комбинированные. В таких направляющих используют стальные закаленные приворачиваемые массивные планки, по которым перемещаются предварительно нагруженные роликовые опоры (направляющие качения с циркулирующими роликами).
Роликовые опоры (их иногда называют танкетками) монтируют на станине 11 с помощью различных регулирующих устройств (рис 13.1) Опора 1 закреплена на клине 2, который может смещаться в продольном направлении с помощью двух винтов 15 Вторая опора 6, расположенная с другой стороны станины, может перемещаться с помощью винта 8, связанного с клиновой опорой 5. Клинья 2 и 5 опираются на клиновые опоры 3 и 7, которые с боковых сторон ограничены планками 14 и 9 и опираются на штифты 10, 13 со сферической головкой. Между опорами размещена прокладка 4.
После окончательной выверки узла в сборе (регулирования положения всех опор) полости 12 заливают жидкой быстротвердеющей пластмассой Когда она затвердеет, путем перемещения клиньев 2 и 5 создается предварительный натяг, обеспечивающий жесткость узла.
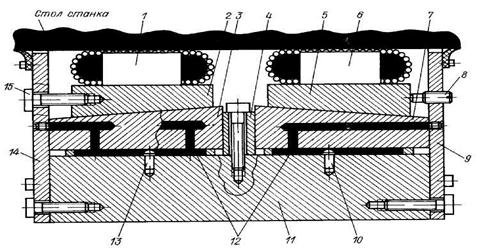
Рис. 13.1. Схема установки роликовых опор на станине
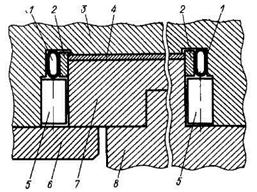
К недостаткам направляющих качения можно отнести некоторое удорожание конструкции, а также пониженную демпфирующую способность в направлении перемещений. Для устранения последнего недостатка в станках используют комбинированные направляющие. При обработке деталей перемещающиеся элементы станков в ряде случаев необходимо закреплять. Это осуществляется различными зажимными устройствами. Достаточно оригинальным является трубчатый зажим (рис 13.2), используемый в станке 2623ПМФ4 Под действием давления масла трубки 1 деформируются и через планки 2 создают натяг, фиксирующий исполнительный орган станка 3 относительно направляющих 7. Трубчатый зажим обеспечивает быстродействие, жесткость фиксации, надежность, исключает задиры. В станках с ЧПУ находят достаточно широкое применение направляющие других типов: гидростатические, аэростатические_и др.
 Главный привод. К главному приводу станков с ЧПУ предъявляют требования повышенной мощности и бесступенчатого регулирования скорости при управлении от УЧПУ Используют различные типы главного привода с асинхронным электродвигателем, с регулируемым электродвигателем постоянного тока, с электродвигателем, применяемым совместно с гидроусилителями.
Главный привод. К главному приводу станков с ЧПУ предъявляют требования повышенной мощности и бесступенчатого регулирования скорости при управлении от УЧПУ Используют различные типы главного привода с асинхронным электродвигателем, с регулируемым электродвигателем постоянного тока, с электродвигателем, применяемым совместно с гидроусилителями.
Шпиндель. К шпинделю станка с ЧПУ предъявляют требования повышенной жесткости и высокой точности вращения Особое значение в шпиндельных узлах станков уделяется теплоотводу, который осуществляется обычно специальной системой смазки и охлаждения.
Привод подач. Привод подач для станков с ЧПУ должен удовлетворять следующим требованиям: 1) иметь расширенный диапазон регулируемых подач - от 1 до 10 000 мм/мин, 2) обладать повышенной жесткостью
Рис. 13.2. Комбинированные нап- кинематических цепей и плавностью хода,
равляющие (качения-скольжения): особенно при медленных перемещениях, 3) иметь
1 – трубки; 2 – планки; 3 - подвижный повышенную долговечность и возможность
стол; 4 - направляющая скольжения дистанционного управления от УЧПУ.
стола; 5 – роликовая опора; 6 – прижимная Типы приводов подач, используемых в станках
планка; 7 - накладная направляющая ЧПУ: привод от асинхронного двигателя
станины; 8 – станина через коробку подач (механический) с
переключением от электромагнитных муфт;
привод от электродвигателя постоянного тока с преобразователями для регулирования частоты вращения в широких пределах, например c тиристорным регулировалием; электрический привод с использованием низкооборотного двигателя постоянного тока (1000 об/мин) на высокоэнергетических постоянных магнитах; этот привод в металлорежущих станках с ЧПУ часто соединяют непосредственно с ходовым винтом
станка без промежуточного редуктора; гидропривод - от гидроцилиндров или гидродвигателей, при этом гидродвигатель обычно устанавливают на конечное звено привода (чащевсего это пара винт-гайка качения). Передача винт - гайка качения в приводах подач станков с ЧПУ нашла широкое применение благодаря тому, что посравнению с винтовымипарами скольжения у них более высокий КПД, хотя коэффициенты трения покоя и движения почти одинаковы, а силы трения не зависят отскорости движения. При выборе зазора в паре образуется беззазорная передача с достаточновысокой осевой жесткостью. У передач свинтами класса 0 накопленная ошибка составляет 3 мкм на 300 мм и 7 мкм на 1000 мм, а класса 1 -10 мкм на 300 мм и 20 мкм на 1000 мм.
В станках с ЧПУ звеном привода подачи могут быть также передачи с автоматическим регулированием натяга. Это позволяет при быстрых перемещениях (до 20 м/мин) избежать нагрев за счет уменьшения натяга, а при рабочих перемещениях обеспечить высокую жесткость путем увеличения натяга. Используются также конструкции передач с самоустанавливающейся гайкой.
В целях осуществления адаптивного управления разработаны приводы подач, снабженные датчиками осевой составляющей силы резания. Кроме шариковых пар в приводах подач тяжелых станков с ЧПУ применяют и гидростатические передачи винт — гайка.
Присоединительные размеры. В настоящее время основные и присоединительные размеры для большинства типов станков с ЧПУ определены стандартами. Например, фланцевые концы шпинделей токарных, револьверных и других станков с ЧПУ, а также размеры столов и Т-образных пазов столов расточных и координатно-расточных, фрезерных и других станков с ЧПУ соответствуют стандартам на металлорежущие станки общего назначения.
Датчики обратной связи. В настоящее время все станки с ЧПУ являются замкнутыми системами управления (с обратной связью) и имеют датчики обратной связи. В станках с ЧПУ нашли применение датчики самых различных конструкций: магнитные, фотоэлектрические, индукционные, электрические, оптические, ультразвуковые и др. Из них постепенно выделяются предпочтительные типы. Кроме того, в целях унификации систем управления предполагается переход на единую конструкцию многоотсчетного устройства.
Датчики обратной связи делят на линейные и круговые. Предпочтительными являются: из линейных - линейный индуктосин (0,01 мм) и оптическая шкала (0,001 мм), из круговых - круговой индуктосин (0,01 мм) и вращающийся трансформатор, или резольвер (0,01 мм). В последнее время интенсивно ведутся работы по созданию лазерных датчиков (0,001 мм) на основе интерферометра, которые будут применять для точных станков с ЧПУ.
Линейный индуктосин (рис. 13.3, а) состоит из линейки 1, жестко закрепляемой на неподвижной части станка, и движка (слайдера) 11, перемещаемого вместе с подвижной частью станка. Основой линейки индуктосина является несущая деталь 1, изготовляемая из алюминия или изоляционного материала. Эту деталь покрывают слоем изоляционного материала 2, на который наносят медную обмотку 3 (меандр с шагом 2 мм). Сверху медную обмотку покрывают слоем лака 4. Слайдер 11оснащен экраном 5, представляющим собой медную полоску. На слайдере выполняют две печатные обмотки С1-СЗ и С2-С4, сдвинутые относительно друг друга на 1/4 шага, или на 90° по фазе (рис. 13.3,б).
Слайдер является статором, и его обмотки питаются переменным напряжением с частотой 4000 Гц. Линейка индуктосина является ротором, и с ее обмоток снимается сигнал U a в виде синусоидального напряжения (рис. 13.3, в). Магнитное поле слайдера перемещается с начала до конца и возвращается к началу, чтобы снова идти до конца. Сдвиг по фазе напряжения, индуцированного на линейках, зависит от положения обмоток линеек относительно обмоток слайдера. Смещение слайдера периодически приводит к изменению сдвига фаз от максимума до минимума, что обеспечивает соответствующий электрический сигнал-импульс в системе преобразователя сдвига фаз в импульсы (в код). Сумма импульсов, подсчитанная счетчиком, за любой промежуток времени дает перемещение исполнительного органа станка.
Оптическая шкала - это линейная оптическая измерительная система, имеющая существенное преимущество перед индуктосинами. Она нечувствительна к загрязнению и требует менее точного регулирования расстояния между головкой считывания и линейкой. Работа системы основана на считывании отраженного луча фотодиодами преобразователя.
Вращающийся трансформатор (резольвер) - это микромашина переменного тока, служащая для преобразования угла поворота ротора в синусоидальное напряжение.
Статор вращающегося трансформатора (рис. 13.3, г) имеет две однофазные обмотки С 1- С 2 и С З- С 4, сдвинутые на 90° относительно диффузора. Ротор также имеет две обмотки, включенные последовательно (на рисунке для упрощения показана одна обмотка Р 1- Р 2). Магнитопровод изготовляют из листов электрической стали или пермоллоя. На роторе и статоре равномерно расположены пазы, в которых размещены взаимно перпендикулярные обмотки. Первичными обмотками вращающегося трансформатора (ВТ) чаще всего являются обмотки статора, а вторичными - обмотки ротора, который связан с перемещающимся элементом При повороте ротора, который собственно и является первичным датчиком, с него снимается синусоидальное напряжение.
Токосъем с обмоток ротора происходит с помощью контактных колец и щеток. Статорные обмотки ВТ питаются переменным напряжением с частотой 400, 1000, 2000 или 4000 Гц. Закон изменения напряжения питания может быть синусоидальным или прямоугольным. При подключении обмоток статора к сети переменного тока образуется
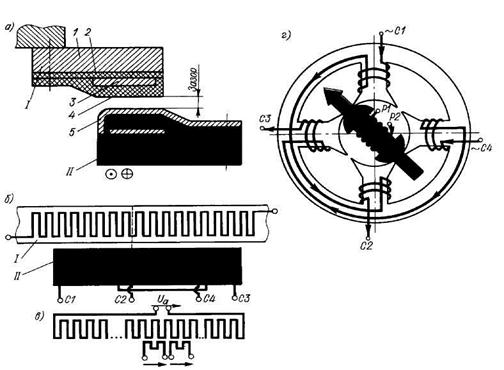
Рис. 13.3. Датчики обратной связи:
а - в - линейный индуктосин; г - вращающийся трансформатор
вращающееся магнитное поле. Стрелка на рис. 13.3, г показывает результирующий магнитный поток, проходящий через ротор в данный момент времени. Магнитное поле вращается со скоростью, соответствующей частоте питания обмоток статора. Вращающееся магнитное поле индуцирует в обмотке ротора переменное напряжение, амплитуда которого почти постоянная.
Индуцированное в обмотке ротора напряжение является выходным сигналом, фаза которого сдвинута относительно синусоидального входного сигнала статора. Этот сдвиг фазы зависит от положения ротора. Если ротор расположен вертикально, то в нем будет индуцироваться положительное максимальное напряжение, тогда и его синусоидальная обмотка будет иметь положительное максимальное возбуждение. В этом случае фазы выходного и входного сигналов совпадают. Таким образом, при повороте вала ротора механический угол вращения преобразуется в электрический, т. е. в сдвиг фаз.
Широкое применение находят многополюсные ВТ. Принцип действия десятиполюсного ВТ такой же, как и двухполюсного. Различие этих двух ВТ состоит в электрическом сдвиге фаз относительно механического угла вращения.
Электрический шаговый двигатель. Такой двигатель широко используют в приводе подач металлорежущих станков с ЧПУ. Он представляет собой синхронную машину с
сосредоточенными обмотками и реактивным ротором.
Шаговые двигатели для приводов металлорежущих станков (ШД-4, ШД-5) строят по трехфазной схеме. Принцип работы такого двигателя следующий. Статор 1(рис. 13.4, а) имеет три пары полюсов и обмоток ( Ι–ΙΙΙ ). Ротор 2 также разделен на три секции, но каждая из них смещена по окружности относительно смежной на 1/3 межполюсного расстояния. Таким образом, когда полюса первой секции ротора совмещены с полюсами статора, полюса второйсекции смещены относительно полюсов статора на 1/3, а полюса

Рис. 13.4. Шаговый двигатель:
а - устройство; б, в - схема действия
третьей секции - на 2/3 межполюсного расстояния.
Если в обмотки первой фазы (Ι) статора подан постоянный ток, а в других обмотках тока нет, то ротор двигателя установится в такое положение, что его полюс будет находиться напротив полюса статора. Если затем выключить ток в первой фазе и одновременно включить ток во второй фазе, ротор повернется на 1/3 шага (рис. 13.4,б). При последовательной подаче тока в обмотки Ι,ΙΙ,ΙΙΙ ротор будет вращаться по часовой стрелке (рис. 13.4, в). Если включить фазы в обратном порядке ( Ι,ΙΙ,ΙΙ ), ротор будет вращаться в обратную сторону.
Угол поворота ротора может составлять соответственно 1,5° или 3°, максимальная частота импульсов в двигателе ШД-4 с шестиконтактным включением 800 Гц. Такой двигатель обеспечивает скорость подачи (при цене импульса 0,01 мм) до 1200 мм/мин. В настоящее время разработаны и серийно выпускаются шаговые двигатели с большой частотой импульсов тока, они обеспечивают скорости подач до 5- 10 м/мин.
Электрогидравлический шаговый привод. Ввиду того, что выпускаемые шаговые электродвигатели обладают небольшой мощностью, усиление крутящего момента обеспечивают гидравлические усилители. Крутящий момент увеличивается за счет использования энергии масляного потока от гидростанции. В станках с ЧПУ используют гидроусилители момента с шаговым электродвигателем и малоинерционным высокомо-
ментным гидроприводом.
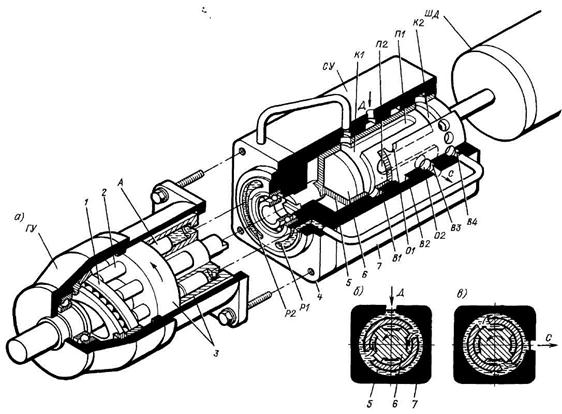
Рис. 13.5. Гидроусилитель крутящего момента
Гидроусилитель (ГУ) представляет собой аксиально-поршневой -гидромотор со следящим управлением (рис. 13.5, а). Он обеспечивает увеличение крутящего момента, развиваемого шаговым двигателем. В роторе 3 гидромотора расположены поршни 2, которые могут перемещаться в осевом направлении. Под давлением масла, поступающего в двигатель через полукольцевой паз Р 1 распределителя 4, поршни 2 упираются в кольцо 1 упорного шарикоподшипника. Кольцо расположено наклонно, и поршни, сколь-
зя по наклонной плоскости, образованной подшипником, заставляют ротор поворачиваться в направлении, показанном на рисунке стрелкой. Когда поршень займет положение А, приток масла к нему прекращается, так как отверстие ротора попадает на перемычку распределителя. При дальнейшем повороте масло из-под поршня через полукольцевой паз Р 2 распределителя поступает на слив. Таким образом, каждый поршень за половину оборота ротора совершает рабочий ход, а за другую половину — обратный (холостой) ход.
Для изменения направления вращения ротора масло под давлением подают в паз Р 2, а из паза Р 1 направляют на слив. Управление потоком масла обеспечивает следящее устройство (СУ), управляемое шаговым двигателем (ШД). Вал этого двигателя соединен с плунжером 6 следящего устройства. На плунжере имеются кольцевые канавки K 1 и К 2 и продольные пазы П 1 и П 2. Плунжер вставлен во втулку 5, соединенную с валом гидроусилителя. Втулка 5 заключена в корпус 7, имеющий кольцевые канавки В 1, В 2, В З, В 4. К кольцевой канавке В 2 по каналу Д подводится масло под давлением; канавки В З служат для отвода масла на слив (канал С); канавки В 1 и В 4 соединены каналами с полостями распределителя 4. В положении, показанном на рис. 13.5, а, плунжер 6 перекрывает доступ масла к гидроусилителю, и он не работает.
Но достаточно повернуть плунжер на очень небольшой угол (рис. 13.5,6), чтобы масло от гидронасоса по каналу Д, кольцевой канавке корпуса следящего устройства и отверстию 0 1 втулки 5 попало в паз П 1 плунжера и далее через канавки K l, B 1 и распределитель 4 в ротор гидроусилителя, поворачивая его в том же направлении, что и плунжер. Масло на слив удаляется из гидроусилителя через кольцевую канавку В 4, паз П 2 плунжера, отверстие 0 2 втулки 5, канавку В З и канал С (рис. 13.5, в). Если вращать плунжер с помощью шагового двигателя непрерывно, то одновременно («догоняя» его) будет вращаться и ротор гидроусилителя, а вместе с ним и ходовой винт привода подач. Останавливаясь, плунжер перекроет отверстия втулки, движение потоков масла прекратится, и ротор гидроусилителя немедленно остановится. Для реверсирования гидроусилителя достаточно переключить направление вращения вала шагового двигателя: направление потоков масла в следящем устройстве изменится на противоположное.
 Следящий электропривод. Основной особенностью электродвигателей, применяемых в следящих приводах, является широкий и плавный диапазон регулиро-
Следящий электропривод. Основной особенностью электродвигателей, применяемых в следящих приводах, является широкий и плавный диапазон регулиро-
вания скоростей с изменением направления вращения Наибольшее распространение для этих целей получили электродвигатели постоянного тока, обладающие наряду с плавностью регулирования скоростей в широком диапазоне и достаточно высоким КПД.
Регулируемый электропривод постоянного тока для механизмов главного движения станков с ЧПУ обеспечивает возможность выбора скорости резания с любым знаменателем ряда, коррекцию скорости во время резания с применением адаптивных устройств, упрощение управления изменением скорости.
В ряде новых моделей станков в механизмах главного движения установлен привод с тиристорными преобразователями.
Сейчас разработаны серии следяще-регулируемых тиристорных электроприводов и для механизмов подач станков с ЧПУ.
Рис. 13.6. Схема смены инструмента Помимо быстродействующих
при соосности его и шпинделя электроприводов постоянного тока в станках
с ЧПУ применяют и регулируемые
электроприводы переменного тока.
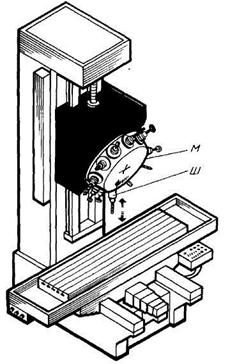
 Устройства автоматической смены инструмента. Автоматическая смена инструмента — одна из главных особенностей многоцелевых и многоинструментальных станков с ЧПУ. В общем случае для автоматизации смены инструмента используют систему устройств и механизмов, состоящую из двух основных элементов: магазина, служащего для создания запаса инструментов, достаточного для обработки одной или нескольких заготовок; устройства автоматической смены инструмента (АСИ), передающего инструмент из магазина в шпиндель станка и обратно.
Устройства автоматической смены инструмента. Автоматическая смена инструмента — одна из главных особенностей многоцелевых и многоинструментальных станков с ЧПУ. В общем случае для автоматизации смены инструмента используют систему устройств и механизмов, состоящую из двух основных элементов: магазина, служащего для создания запаса инструментов, достаточного для обработки одной или нескольких заготовок; устройства автоматической смены инструмента (АСИ), передающего инструмент из магазина в шпиндель станка и обратно.
При соосном расположении инструментов в гнезде магазина и шпинделе станка для их смены достаточно повернуть магазин до совмещения гнезда магазина с осью шпинделя, а затем, перемещая шпиндель вдоль оси, вытолкнуть инструмент из магазина и закрепить в шпинделе. Отработавший инструмент возвращают в шпиндель в обратном порядке. Способ привлекает своей простотой, так как не требуеттранспортирующих механизмов.
Схема действия таких устройств понятна из рис. 13.6.В устройстве на 12 инструментов магазин М выполнен в виде массивного барабана с наклоннойосью поворота. Ось инструментального гнезданаходящегося в момент смены инструмента внижнем положении, совмещается с осью
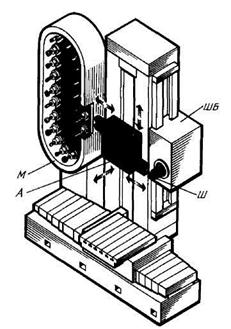
Рис. 13.7. Схемы смены инстру ментов шпинделяШ. При движении пиноли вниз
при параллельном расположении шпиндельзахватывает инструмент за
инструментов в магазине и шпинделе оправку и перемещаетего к заготовке.
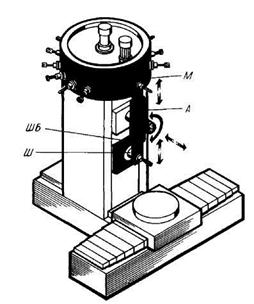
 Оправка в шпинделе зажимаетсяавтоматически. При ходе пиноли в верхнееположение инструментальная оправка синструментом автоматически отсоединяется отшпинделя и остается в гнезде магазина. При крайнем верхнем положении шпинделя магазин поворачивается, происходит поиск следующего заданного программой инструмента. Угол поворота определяется номером гнезда, в котором находится нужный инструмент. После использования инструмент возвращается в то же гнездо. Поиск инструмента происходит при остановленном шпинделе (в его верхнем положении). Время на поворот магазина не совмещается с машинным временем. В некоторых станках магазин (револьверная головка) перемещается вместе сошпинделем при его рабочей подаче. Рассмотренный способ имеет существенны недостатки: 1) пиноль шпинделя совершает
Оправка в шпинделе зажимаетсяавтоматически. При ходе пиноли в верхнееположение инструментальная оправка синструментом автоматически отсоединяется отшпинделя и остается в гнезде магазина. При крайнем верхнем положении шпинделя магазин поворачивается, происходит поиск следующего заданного программой инструмента. Угол поворота определяется номером гнезда, в котором находится нужный инструмент. После использования инструмент возвращается в то же гнездо. Поиск инструмента происходит при остановленном шпинделе (в его верхнем положении). Время на поворот магазина не совмещается с машинным временем. В некоторых станках магазин (револьверная головка) перемещается вместе сошпинделем при его рабочей подаче. Рассмотренный способ имеет существенны недостатки: 1) пиноль шпинделя совершает
длительные вспомогательные ходы, необходимые для подачи инструмента в рабочую зону; из-за увеличенного вылета жесткость шпиндельного узла недостаточна для точной обработки
чугунных и стальных заготовок; 2) максимальная
емкость магазина при допустимых габаритных размерах ограничена необходимостью размещения
Рис. 13.8. Схема смены инструментов
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2832; Нарушение авторских прав?; Мы поможем в написании вашей работы!