КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматические линии из типового оборудования
|
|
|
|
Отверстий в блоке автомобильного двигателя
В позиции 1 производится загрузка заготовок; на станке 2 растачиваются гнезда под впускные и выпускные клапаны; на станках 3 и 4 поочередно зенкеруются фаски и площадки под седла клапанов; на станках 5-8 сверлятся, зенкеруются и развертываются отверстия под втулки клапанов, а также нарезается коническая резьба в отверстиях под маслопровод и под пробки; на позиции 9 снимаются блоки цилиндров.
Автоматическая линия для обработки цилиндрических зубчатых колес показана на
рис. 15.18. Линия состоит из восьми автоматизированных станков, преимущественно общего назначения, и бункерного загрузочного устройства. На линии могут обрабатываться зубчатые колеса десяти типоразмеров. Общая годовая программа 120 тыс.
шт. Переналадка линии при переходе на другой типоразмер зубчатого колеса при трех наладчиках занимает 4,5 ч. В позициях I и II производится черновая и чистовая обработка отверстия зенкерами и наружное обтачивание заготовки, в позиции1 III - окончательная обработка отверстия прошивкой, в позиции IV- подрезка торцов и снятие фасок, в позиции V- черновая и чистовая обработка зубьев фрезой, в позиции VI - зубозакругление, в позиции VII - окончательная обработка зубьев шевером.
Межстаночные транспортные устройства этой линии находятся на уровне загрузки и расположены продольно вне рабочей зоны. Заготовки перемещаются по транспортеру на определенный шаг. Впереди каждого станка имеется перегружатель, который перемещается поперечно. Он снимает обработанную на данном станке деталь и перемещает ее на линию транспортера. После того как общий транспортер передвинется на один шаг, тот же перегружатель снимает подошедшую с предыдущего станка, заготовку и устанавливает ее на последующий станок.
|
|
|
Автоматические линии из типового оборудования создаются на базе поточных линии путем оснащения их механизмами автоматической загрузки и выгрузки деталей (автооператорами), механизмами межстаночной транспортировки (транспортерами, подъемниками, накопителями деталей), системой управления и т. д. Наиболее просто решается задача создания таких линий, если конструкция станков позволяет использовать их как индивидуально, так и для компоновки автоматических линий. В этих случаях автоматические линии могут создаваться в короткие сроки. Если конструкция станка не предусматривает встраивания его в автоматическую линию, приходится станки
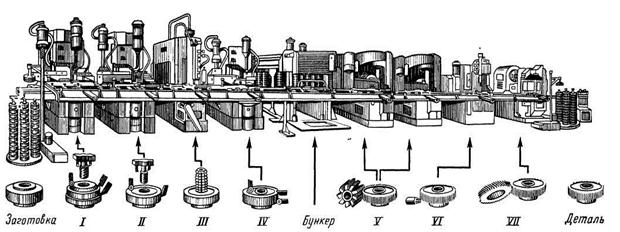
Рис. 15.18. Автоматическая линия для обработки цилиндрических зубчатых колес
модернизировать, что увеличивает объем работ, однако затраты при этом намного ниже, чем при проектировании всей линии заново.
Все элементы транспортно-загрузочных систем выполняют по возможности одинаковой конструкции, что сокращает сроки проектирования и снижает стоимость автоматизации. В ряде случаев транспортные системы автоматических линий из универсальных автоматов и полуавтоматов предусматривают принудительное перемещение заготовок между станками Этот вариант применяется в тех случаях, когда перемещение заготовок под действием собственного веса может привести к потере ориентации, застреванию и т. д., а также тогда, когда поток заготовок необходимо принудительно распределять между различными станками в так называемых групповых автоматических линиях.
Характерной особенностью линий из типового оборудования является сохранение основного оборудования и технологических процессов такими же, как и в поточной линии. Стоимость линии повышается, производительность линии остается примерно на прежнем уровне, отличаясь на 20 % в большую или меньшую сторону. Число обслуживающих рабочих уменьшается, часто рабочие-операторы вообще отсутствуют, их заменяют наладчики, которые выполняют более квалифицированную работу, чем операторы, и поэтому являются более высокооплачиваемыми. Таким образом, экономическая эффективность автоматизации поточных линий достигается путем увеличения производительности и сокращения фонда заработной платы производственных рабочих.
|
|
|
Повышения производительности линии можно достичь путем сокращения холостых ходов и совмещения их между собой. Оператор, который производит вручную загрузку - выгрузку, выполняет все операции последовательно, а при автоматической загрузке часть операций может производиться параллельно и с большей скоростью. Величины других холостых ходов также могут быть уменьшены. Однако появление новых механизмов в линии приводит к тому, чго интенсивность отказов повышается за счет двух факторов:
1) новые механизмы сами отказывают в работе, а из-за их отказа вынужден простаивать весь станок;
2) замена оператора механизмами приводит к более частым отказам в работе уже существующих механизмов, так как они были приспособлены для работы с ручным управлением, кроме того, рабочий находился постоянно около станка и оперативно устранял неисправности.
Например, рабочий не станет устанавливать на оправку бракованную заготовку, или предотвратит заклинивание суппорта упавшей деталью. Автооператор не обладает подобной «квалификацией» и будет надевать бракованную заготовку до тех пор, пока не сработает блокировка, следовательно, поток отказов при выполнении тех же операций увеличивается. Увеличение потока отказов ненадежной работы оборудования может привести к снижению производительности по сравнению с ожидаемым уровнем, к увеличению числа обслуживающих рабочих-наладчиков.
Для повышения эффективности заводы часто отказываются от подобных автоматических линий и создают так называемые автоматизированные линии, в которых часть операций совершается механизмами, а часть - вручную, операторами. В настоящее время можно выделить три направления в создании автоматических линий из универсального оборудования.
|
|
|
1) автоматические линии, создаваемые станкостроительными заводами на базе серийно выпускаемых ими станков;
2) автоматические линии, создаваемые самими заводами-потребителями;
3) автоматизированные линии.
Первый тип линий применяется в основном для обработки деталей типа валов. Второй тип линий наиболее распространен в подшипниковой промышленности в силу простоты транспортировки изделий, стабильности выпускаемой продукции, возможности широкого обмена опытом между отдельными заводами, массовости выпуска и т. д. Третий тип линий применяется во всех отраслях производства. Примером автоматических линий из универсальных автоматов и полуавтоматов, создаваемых станкостроительными заводами, являются автоматические линии типа МРЛ, которые выпускаются московским станкостроительным заводом и предназначены для фрезерно-центровальной и токарной обработки валов с цилиндрическими, коническими и
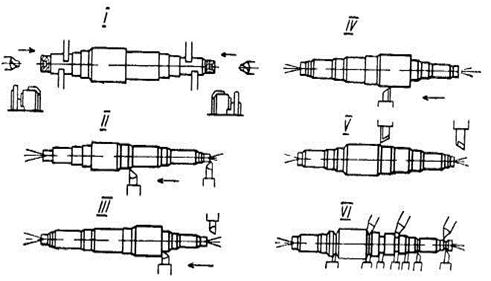
Рис. 15.19. Типовой технологический процесс обработки ступенчатою вала
Ι - фрезерование и центрование, ΙΙ и III - черновое обтачивание, 1V и V - чистовое обтачивание, VI - прорезание канавок и снятие фасок
фасонными шейками. Обычно линия состоит из 6-7 станков. На первом из них (фрезерно-центровальном) фрезеруются торцы и сверлятся центровые отверстия. На последующих станках - гидрокопировальных (типа 1712, 1722 и т. д.) производится токарная обработка. На последнем станке линии производится как правило, прорезка канавок и снятие фасок. Типовой технологический процесс приведен на рис. 15.19.
На рис. 15.20 показан общий вид автоматической линии МРЛ-58, состоящей из семи станков (Ι-VII), объединенных единым шаговым транспортером. Задел заготовок создается в загрузочном устройстве 1 цепного типа, что исключает необходимость постоянного присутствия оператора. Под загрузочным устройством смонтирован привод 2 траспортера 4, который перемещает все обрабатываемые детали на один шаг. После окончания обработки на всех станках и отвода инструментов призмы шагового транспортера движутся вверх, при этом снимаются детали с призм промежуточных
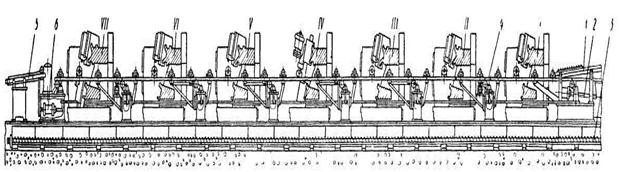
Рис. 15.20. Автоматическая линия МРЛ-58
позиций и подхватываются детали, освобождающиеся на рабочих позициях. Далее происходит ход транспортера вперед и вниз. Детали с рабочих позиций остаются на промежуточных призмах, детали с промежуточных призм попадают в рабочую позицию очередного станка. С последнего станка готовые детали попадают на разгрузочное устройство 5 также цепного типа, под которым смонтирован привод подъема 6 штанг шагового транспортера 4. Стружка из зоны линии убирается шнековым транспортером 3.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1701; Нарушение авторских прав?; Мы поможем в написании вашей работы!