КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматические линии из специального оборудования
|
|
|
|
Автоматические линии из специального оборудования проектируются для обработки
определенных деталей, при этом заново прорабатываются технологический процесс, конструкция технологического оборудования, транспортирующих устройств, систем управления и т. д. В большинстве случаев такие линии являются уникальными. Так как технологический процесс обработки проектируется, как правило, специально для данной линии, то линия может обеспечить высокую производительность. Недостатками линий из уникального оборудования являются высокая стоимость и длительные сроки проектирования и освоения, поэтому линии из уникального оборудования эффективны лишь для отраслей производства с массовым выпуском стабильной во времени продукции, например, подшипников.
Отличительной чертой большинства автоматических линий из специального оборудования является охват не только процессов механической обработки, но и сборки, контроля, смазки и упаковки, а нередко - и операции получения заготовок. Часто в таких линиях применяют новые прогрессивные технологические процессы, еще не опробированные в производстве. Это определяет высокие потенциальные возможности производительности, но фактическая производительность, особенно в первые годы эксплуатации, значительно меньше цикловой из-за низкой надежности оборудования в работе, так как часто новые конструктивные и технологические решения нуждаются в длительной доводке.
Комплексные автоматические линии из специального оборудования являются основой для создания более сложных автоматических систем машин - автоматических цехов и заводов. Цехи и заводы-автоматы, которые находят широкое применение, например, в пищевой и химической промышленности, начинают создаваться и в машиностроении, прежде всего в подшипниковой промышленности.
Весь технологический процесс по изготовлению, контролю и упаковке подшипников полностью автоматизирован. При создании автоматического цеха был внедрен ряд новых технологических процессов: термическая обработка холодом, бесцентровое шлифование отверстий, желобов и беговых дорожек, новая технология сборки и др. Автоматический цех имеет 635 единиц оборудования (310 наименований). Общая площадь цеха составляет около 3000 м2.
Применение нового технологического процесса сборки шарикоподшипников, внедрение бесцентрового шлифования всех поверхностей и тонкого шлифования беговых дорожек, максимальное соблюдение принципа единства баз, обработка холодом и ряд других новшеств в технологии изготовления и контроля позволили получить подшипники выше запроектированной точности (92-94% выпуска всех подшипников выше нормальной).
Однако длительная эксплуатация цеха показала, что экономические показатели его работы невысоки. Технологические процессы, примененные в цехе, базируются в основном на старых, известных методах обработки, поэтому автоматическое оборудование, несмотря на высокое техническое совершенство, по производительности находится приблизительно на том же уровне, что и оборудование обычных поточных линий. Следовательно, кроме улучшения качества выпускаемых подшипников, источником экономической эффективности линий является лишь сокращение количества рабочих-операторов. Однако оригинальность конструкции большинства автоматов обусловливает невысокую надежность механизмов и устройств линии, что вызывает необходимость иметь значительное количество наладчиков и уменьшает фактическую экономию фонда заработной платы.
Высокая эффективность автоматических линий и цехов из специального оборудования может быть обеспечена только в том случае, когда новые конструкции машин будут базироваться на новых, прогрессивных технологических процессах, что позволит не только сократить количество обслуживающих рабочих, но и повысить выпуск продукции. По таким принципам спроектирован второй автоматический цех (АЦ-2) по производству карданных подшипников.
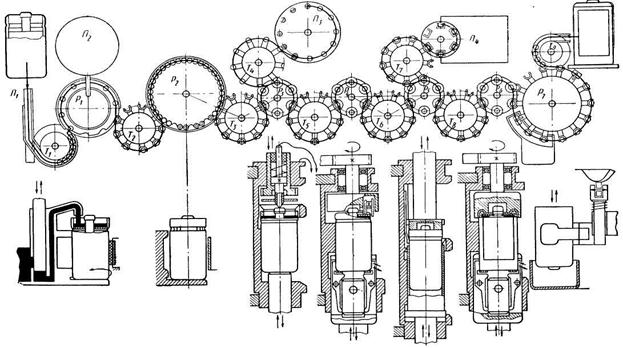
Рис. 15.21. Роторная автоматическая линия сборки химических источников тока
К числу линий из специального оборудования относится большинство автоматических роторных линий. Роторные машины имеют систему инструментов, расположенных по окружности, заготовки обрабатываются при непрерывном вращении ротора. Детали передаются от одной машины к другой транспортными роторами. Так, на Елецком элементном заводе некоторые сборочные операции переведены на роторные машины и линии. Планировка одной из таких линий показана на рис. 15.21. Элементы питателем П 1 подаются к транспортному ротору Т 1 который передает их в ротор заливки битума Р 1. Ротор десятипозиционный безблочный, вращается с частотой 9 об/мин. Емкость резервуара 2,3 л. Уровень битума, подаваемого из питателя П 2, поддерживается поплавковым датчиком. Подогреватель битума - погружной подвижный с электрическим герметичным обогревом, дозатор битума в элемент - плунжерный, с отсечкой дозируемого объема. Копир ротора имеет стрелку, реагирующую на изменение хода технологического процесса (в пустую позицию битум не подается).
Залитый битумом элемент транспортным ротором Т 2 передается на ротор остывания битума Р 2 который имеет 37 позиций. Каждый элемент, поступивший на ротор остывания, совершает на нем 2 2/3 оборота, после чего поступает в следующий транспортный ротор Т 3, а из него в ротор вставки шайбы и контроля напряжения Р 3, который имеет 6 позиций и вращается с частотой 15 об/мин. Блок работает следующим образом. При совмещении захватных органов транспортного ротора Т 4 с блок-инструментом шайба накалывается штырем и передается из захватного органа в блок, одновременно замеряются электрические характеристики элемента. Затем происходит осадка шайбы через центрирующую воронку в полюс и на уголок элемента. Дальнейшим ходом верхнего ползуна, имеющего два боковых выступа, элемент опускается на русло выдачи и транспортным ротором Т 5 подается на ротор закатки цинкового полюса Р 4, который имеет шесть позиций и вращается с частотой 15 об/мин.
При совмещении захватных органов транспортного ротора с блоком инструмента нижний ползун блока с зажимными собачками идет вверх и принимает в свое гнездо изделие. Хвостовики собачек заходят на неподвижно установленный в центре ползуна стержень и верхними губками зажимают изделие. При дальнейшем ходе ползуна изделие подводится под вращающуюся роликовую закатку, закрепленную в шпинделе блока.
Закатанный цинковый полюс транспортным ротором Т 6 передается на ротор вставки элемента в футляр Р 5. Элемент, поданный транспортным ротором Т 7 в верхний приемник блока, ходом верхнего ползуна опускается в центрирующее кольцо, в котором удерживается пластинчатый окружной футляр, подается в нижний приемник и ходом нижнего ползуна вводится в центрирующее кольцо. Дальнейшим ходом верхнего ползуна элемент вставляется в футляр и с помощью боковых выступов ползуна вместе с футляром опускается на русло выдачи. Футляр ротором Т 8 передается в ротор закатки футляра Р 6. Оформленный элемент поступает на ротор парафинирования. Перед парафинированием изделие поворачивается на 180° и с помощью копира, действующего на подвижную часть зажимного органа, погружается в ванну.
От одного рабочего ротора к другому элементы передаются механизмами клещевых захватов однотипных транспортных роторов. Готовые элементы выдаются восьмипозиционным ротором Т 9. Детали оформления (шайбы и футляры) вводятся в процесс роторами-питателями П 3 и П 4 через соответствующие транспортные роторы.
Роторы смонтированы в станине, состоящей из верхней и нижней плит, связанных между собой цилиндрическими стальными стойками. Нижняя плита закреплена на сварной тумбе, в которой расположен электродвигатель привода движения роторов. Привод движения роторов осуществляется посредством червячного редуктора. Валы всех рабочих и транспортных роторов связаны между собой цилиндрическими зубчатыми колесами. Для регулировки взаимного углового расположения рабочие и транспортные роторы связаны между собой цилиндрическими зубчатыми колесами. Колеса выполнены в виде двух взаимнорегулируемых венцов, устанавливаемых в заданное угловое положение относительно роторов посредством двух упорных винтов.
Поступательное движение верхних и нижних ползунов блоков линии осуществляется посредством пространственных кулачковых механизмов.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1437; Нарушение авторских прав?; Мы поможем в написании вашей работы!