КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Переналаживаемые автоматические линии
|
|
|
|
До недавнего времени автоматические линии создавались только для условий массового производства стабильной продукции. Поэтому подавляющее большинство действующих автоматических линий является специальными, т. е. могут производить обработку, сборку, контроль только одного изделия
Тенденции в развитии техники последних лет настоятельно требуют создания переналаживаемых автоматических линий не только для условий серийного производства, но, в первую очередь, для массового производства с частой заменой выпускаемой продукции. В промышленности многих стран накоплен определенный опыт создания линий из агрегатных станков, на которых возможна обработка нескольких наименований сходных деталей, что делает эффективным их применение даже при относительно малом выпуске деталей.
 В некоторых автоматических линиях при переналадке дополнительные режущие инструменты устанавливаются в специально предусмотренные шпиндели или же вручную включаются имеющиеся дополнительные силовые головки. Кроме того, при переналадке требуется переставить упоры управления, сменить положение силовых головок, переставить кондукторные втулки и др. Наличие в станках сменных насадок с раздвижными шпинделями, регулируемых по высоте кронштейнов, межкондукторных сменных плит также позволяет переналаживать автоматические линии на производство однотипных изделий. При переналадке производится смена упоров, меняется величина и место ходов, перестановка инструментальных блоков. Переналадка агрегатных станков в значительной степени облегчается путем применения быстросменяемых приспособлений, кондукторов, насадок, упоров управления и т. д. Недостатком ручной переналадки, помимо длительности и трудоемкости, является необходимость окончания обработки всей партии деталей одного типа, а после переналадки — заполнение линии деталями другого типа. При этом происходят потери времени, которые тем больше, чем больше число позиций и длительность рабочего цикла линии.
В некоторых автоматических линиях при переналадке дополнительные режущие инструменты устанавливаются в специально предусмотренные шпиндели или же вручную включаются имеющиеся дополнительные силовые головки. Кроме того, при переналадке требуется переставить упоры управления, сменить положение силовых головок, переставить кондукторные втулки и др. Наличие в станках сменных насадок с раздвижными шпинделями, регулируемых по высоте кронштейнов, межкондукторных сменных плит также позволяет переналаживать автоматические линии на производство однотипных изделий. При переналадке производится смена упоров, меняется величина и место ходов, перестановка инструментальных блоков. Переналадка агрегатных станков в значительной степени облегчается путем применения быстросменяемых приспособлений, кондукторов, насадок, упоров управления и т. д. Недостатком ручной переналадки, помимо длительности и трудоемкости, является необходимость окончания обработки всей партии деталей одного типа, а после переналадки — заполнение линии деталями другого типа. При этом происходят потери времени, которые тем больше, чем больше число позиций и длительность рабочего цикла линии.
При эксплуатации линий в условиях массового производства со сменяющимися объектами переход на обработку новых изделий требует, как правило, не только переналадки, но и перекомпоновки линий. Практика
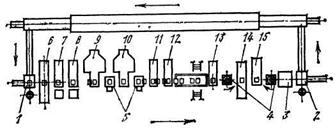
Рис. 15.21. Схема автоматической переналаживаемой линии для обработки корпусов редукторов: 1,2 - загрузочная и разгрузочная позиции; 3 - опрокидыватель; 4 - поворотные столы; 5 - контрольные позиции; 6 - двусторонний расточный станок; 7, 8 - односторонние расточные станки; 9, 10 - многошпиндельные сверлильные станки со сменными головками; 11, 12, 13 - расточные станки для финишной обработки; 14, 15 - расточные станки
с наклонными головками
показала, что линии из агрегатных станков в определенных пределах могут быть перекомпонованы без особых затруднений с затратами значительно меньшими, чем при изготовлении новой линии. Переделке или замене подлежат, как правило, лишь специальные узлы (шпиндельные коробки и приспособления). Для добавления новых технологических операций и соответствующего оборудования в новых конструкциях крупных автоматических линий предусматриваются места для встройки дополнительных силовых юловок и даже станков.
Переналаживаемые автоматические линии групповой обработки предназначены для изготовления двух-десяти, а иногда и более заранее известных, аналогичных по конструкции, служебному назначению и технологии обработки, близких по размерам деталей в условиях крупносерийного и массового производства.
Эти линии используют при необходимости одновременного выпуска нескольких модификаций деталей, узлов или машин. Обработка различных заготовок может вестись как параллельно, так и последовательно после осуществления автоматической ил ручной переналадки.
Автоматические линии групповой обработки переналаживают, как правило, не чаще 4 раз в месяц, они обеспечивают общую годовую производительность от 30 000 до 250 000 изделий. Возможность переналадки линий расширяется за счет использования
высокопроизводительных специальных станков с ЧПУ следующие варианты известны.
конструктивных компоновок переналаживаемых автоматических линий для крупносерийного и массового производства. Переналаживаемые автоматические линии с гибким транспортным; потоком. В этом случае для каждого типоразмера на линии предусматривают определенные рабочие позиции, сходные по технологическому процессу и по набору режущего инструмента. Каждая деталь имеет свой транспортный маршрут.
Переналаживаемые автоматические линии с последовательной обработкой заготовок различных типоразмеров. Основное технологическое и транспортное оборудование, так же как и система управления, переналаживаемые. Все заготовки имеют сходный технологический процесс при одинаковом числе рабочих позиций. Время переналадки сравнительно велико, вследствие чего обработка ведется крупными партиями.
Переналаживаемые автоматические линии с фиксированным транспортным потоком деталей. В этом случае транспортные устройства для всей группы обрабатываемых деталей не подлежат переналадке (в основном это линии с обработкой на приспособлениях-спутниках). Переналадка станков реализуется быстро в автоматическом или
полуавтоматическом режиме. Затраты на оснастку также сравнительно невелики, но
число типоразмеров в группе обрабатываемых деталей, как правило, не может превышать двух - четырех. Переналаживаемые линии получили широкое распространение для групповой обработки блоков цилиндров двигателей внутреннего сгорания, идентичных поконфигурации и технологическому процессу изготовления и отличающихся только размерами, числом цилиндров и крепежных отверстий.
Линия для обработки четырехтипов корпусов редукторов(рис. 5.21).Производительность ее -100 00 корпусов в год при переналадке содного типоразмера на другой раз внеделю в течение 4 ч. Линия состоитиз10 агрегатных станков, связанных
общим транспортом. Обработка и транспортирование производятся на спутниках четырех размеров. Станки 9 и 10 имеют силовой стол с делительным поворотным устройством, на котором смонтированы четыре шпиндельные коробки, каждая из которых соответствует определенному размеру редуктора. При переналадке на обработку другого изделия силовой стол поворачивается на соответствующий угол.
Литература
Ачеркан Н. С. и др. Металлорежущие станки. Том 1. М.: Изд.– во «Машиностроение», 1965, стр. 764.
Верейна Л. И., Усов Б. А. Конструкция и наладка токарно-затыловочных станков: Учебник для сред ПТУ.– 2-е изд., перераб. и доп.– М.: Высш. Шк., 1985.–191 с., ил – (Профтехобразование).
Верейна Л. И. Обработка на строгальных и долбежных станках. Справочник. Библиотека технолога.–М.: Машиностроение,2002.–304 с.: ил.
Выбор варианта структуры гибкой автоматической линии при проектировании: Методич. рек./ Сост. Земляной В. В., Наумов Б.В. (ЭНИМС), Тусупбеков М.Р., Байгалиева Ш.Х. (КазПТИ),-М.: ЭНИМС, 1988,-54 с.: ил.
Гжиров Р. И., Серебреницкий П. П. Программирование обработки на станках с ЧПУ: Справочник.-Л.: Машиностроение. Ленингр. отд-ние, 1990.-588 с.: ил.
Камышный Н. И. и Стародубов В. С. Конструкция и наладка токарных автоматов и полуавтоматов. Учебник для средних проф.-техн. училищ. М., 2Высшая школа», 1975. 392 с. с ил.
Машиностроение. Энциклопедия. Металлорежущие станки и деревообрабатывающее оборудование. Т. ΙV-7 / Б. И. Черпаков идр.; Под ред. Б. И. Черпакова. 1999.- 863 с., ил.
Металлорежущие станки. Тепинкичиев В. К. и др. М., Изд-во «Машиностроение», 1972, стр.464. Табл. 15, ил. 315, библ. 45 назв.
Металлорежушие станки. Учеб. Пособие для втузов Н. С. Колев и др. – 2-е изд., перераб. и доп.–М.: Машиностроение, 1980.–500 с., ил.
Металлорежущие станки. Учебник для машиностроительных втузов / Под ред. В. Э. Пуша.–М.: Машиностроение, 1985.–256 с., ил.
Нормализованные узлы и детали агрегатных станков и автоматических линий.: ЭНИМС, М.: НИИМАШ, 1972.-387 с., ил.
Тусупбеков М.Р., Масщанов К.Ж. Наладка токарно-револьверных автоматов. Метод. указ. к выполнению семестрового задания.-Алма-Ата: КазПТИ им. В. И. Ленина, 1985, 57 с., ил.
Чернов Н. Н. Металлорежущие станки.: Учебник для техникумов по специальности «Обработка металлов резанием». –4-е изд., перераб. и доп. – М.: Машиностроение, 1983. – 416 с., ил.
Черпаков Б. И. Металлорежушие станки: Учебник для нач. проф. Образования / Б. И. Черпаков, Т. А. Альперович.– М.: Иэдательский центр «Академия», 2003. – 368 с.
Шаумян Г.А. Комплексная автоматизацияпроизводственных процессов. М.: Машиностроение, 1973, 600 с., ил.
Шашков Е.В., Смирнов В.К. Устроиство фрезерно-расточных станков: Учеб. Для сред. ПТУ.-М.: Высш. Шк. 1980.-191 с., ил.
Оглавление
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2073; Нарушение авторских прав?; Мы поможем в написании вашей работы!