КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Металлоконструкций
|
|
|
|
МАТЕРИАЛА ДЕТАЛЕЙ МАШИН И ЭЛЕМЕНТОВ
МЕТОДЫ И ТЕХНИЧЕСКИЕ СРЕДСТВА ДЕФЕКТОСКОПИИ
Испытательных средах
Максимально допустимые протечки (в см3/мин) в затворе при различных
Минимальная продолжительность испытаний на герметичность затвора
| Номинальный размер D н, мм | Минимальная продолжительность испытаний, с | ||
| Уплотнение «металл по металлу» | Неметаллическое уплотнение | ||
| Dн ≤ 50 65 ≤ Dн ≤ 200 250 ≤ Dн ≤ 400 Dн ≤ 500 | |||
Испытание арматуры на герметичность затвора проводится в соответствии с табл. 7.6 и требованиями ГОСТ 9544.
Испытания на герметичность затвора проводятся после закрытия запорного органа способом, предусмотренным в технических условиях на конкретный вид арматуры.
Минимальная продолжительность испытания на герметичность затвора приведена в табл. 7.7.
Максимально допустимые значения протечек в затворе по классам герметичности указаны в табл. 7.8.
Для определения технического состояния корпуса и сварных швов задвижки применяются акустико-эмиссионный (АЭ), ультразвуковой (УЗК) и другие методы неразрушающего контроля.
Испытание на работоспособность арматуры осуществляется включением электропривода на определенное число циклов «открыто – закрыто». Подвижные детали должны перемещаться без рывков, заеданий и заклинивания. Проверяется ручное управление задвижкой вращением штурвала в обе стороны. В закрытом состоянии задвижка подвергается перепаду давления, которое устанавливается согласно инструкции по эксплуатации завода-изготовителя. Также проверяются плавный ход движения затвора задвижки, работа электропривода с дистанционным и местным управлением, путевые выключатели на отключение электродвигателя при достижении запорным органом арматуры крайних положений, настраиваются моментные выключатели - на отключение электродвигателя при достижении электроприводом арматуры предельного значения крутящего момента при заедании запорного органа или подвижных частей арматуры. При этом контролируются время действия и сила тока электропривода, которые должны находиться в пределах номинальных значений.
При нормальной работе запорно-регулирующего органа крутящий момент М кр не должен отклоняться от номинального более чем на 10 %.
Таблица 7.8
| Испытательная среда | Класc герметичности | |||
| А | В | С | D | |
| Вода Воздух | Нет видимых протечек Истечение отсутствует | 0,0006 Dн 0,018 Dн | 0,0018 Dн 0,18 Dн | 0,006 Dн 1,8 Dн |
Дефектоскопия - это область знаний, охватывающая теорию, методы и технические средства определения дефектов в материале контролируемых объектов, в частности в материале деталей машин и элементов металлоконструкций.
Дефектоскопия является составной частью диагностики технического состояния оборудования и его составных частей. Работы, связанные с выявлением дефектов в материале элементов оборудования, совмещаются с ремонтами и техническим обслуживанием или выполняются самостоятельно в период технического осмотра. Для выявления скрытых дефектов в конструкционных материалах используются различные методы неразрушающего контроля (дефектоскопии).
Известно, что дефекты в металле являются причиной изменения его физических характеристик: плотности, электропроводности, магнитной проницаемости, упругих и других свойств. Исследование этих характеристик и обнаружение с их помощью дефектов составляет физическую сущность методов неразрушающего контроля. Эти методы основаны на использовании проникающих излучений рентгеновских и гамма-лучей, магнитных и электромагнитных полей, колебаний, оптических спектров, явлений капиллярности и других.
Согласно ГОСТ 18353 методы неразрушающего контроля классифицируют по видам: акустические, магнитные, оптические, проникающими веществами, радиационные, радиоволновые, тепловые, электрические, электромагнитные. Каждый вид представляет собой условную группу методов, объединенных общностью физических характеристик.
Выбор вида дефектоскопии зависит от материала, конструкции и размеров деталей, характера выявляемых дефектов и условий дефектоскопии (в мастерских или на машине). Основными качественными показателями методов дефектоскопии являются чувствительность, разрешающая способность, достоверность результатов. Чувствительность - наименьшие размеры выявляемых дефектов; разрешающая способность - наименьшее расстояние между двумя соседними минимальными выявляемыми дефектами, измеряется в единицах длины или числом линий на 1 мм (мм-1). Достоверность результатов - вероятность пропуска дефектов или браковки годных деталей.
Акустические методы основаны на регистрации параметров упругих колебаний, возбужденных в исследуемом объекте. Эти методы широко применяются для контроля толщины деталей, сплошности (трещин, пористости, раковин и т.п.) и физико-механических свойств (зернистости, межкристаллитной коррозии, глубины закаленного слоя и др.) материала. Контроль выполняется на основании анализа характера распространения звуковых волн в материале детали (амплитуды, фазы, скорости, угла преломления, резонансных явлений). Метод пригоден для деталей, материал которых способен упруго сопротивляться деформациям сдвига (металлы, фарфор, оргстекло, некоторые пластмассы).
В зависимости от частоты акустические волны подразделяют на инфракрасные - с частотой до 20 Гц, звуковые (от 20 до 2x104 Гц), ультразвуковые (от 2·104 до 109 Гц) и гиперзвуковые (свыше 109 Гц). Ультразвуковые дефектоскопы работают с частотой ультразвуковых колебаний (УЗК) от 0,5 до 10 МГц.
Упругие волны характеризуются следующими параметрами: длиной, частотой, скоростью распространения, амплитудой волны, акустическим давлением, смещением, скоростью и ускорением частиц среды, энергией волны.
Для обнаружения различных дефектов применяют различные схемы прозвучивания. В зависимости от назначения, метода диагностирования, объекта и дефектов применяют различные пьезоэлектрические преобразователи (датчики излучения и приема ультразвуковых волн). Пьезоэлектрические датчики различаются формой, направленностью ультразвуковой волны.
Для наглядности и большей информативности результатов звукового анализа дефектов в материале применяют методы ультразвуковой интроскопии, основанные на преобразовании поля акустических сигналов в оптическое изображение на экране дисплея (интегральные методы получения изображений, сканирование фокусирующими преобразователями, стробоскопические эффекты, методы вычислительной томографии, топографические методы и др.).
Акустические методы подразделяют на активные, основанные на излучении и приеме волн (теневой, резонансный, эхо - импульсный, велосимметрический методы), и пассивные, основанные на приеме колебаний волн исследуемого объекта (акустической эмиссии, виброшумодиагностические методы).
На ремонтных предприятиях нефтегазовой отрасли широко применяют ультразвуковую дефектоскопию. Сущность ее заключается в способности ультразвуковых колебаний приникать вглубь материала контролируемого изделия и отражаться от дефектов, являющихся нарушением сплошности материала.
Ультразвуковыми колебаниями принято называть упругие механические колебания с частотой более 20 кГц. Для излучения и приема ультразвуковых колебаний обычно используют пьезоэлектрические преобразователи-пластинки, изготовленные из монокристаллов кварца, сульфата лития и других материалов.
При внесении пьезоэлемента в электрическое поле в нем возникают упругие деформации, величина и направление которых зависят от параметров электрического поля. Указанный процесс является строго обратимым, т.е. если на пьезоэлемент действует переменное напряжение, изменяющееся по определенному закону, то и возникающее электрическое напряжение подчиняется этому же закону. Подобное явление называется пьезоэлектрическим эффектом.
Ультразвуковые колебания распространяются в виде узких направленных пучков. Они могут отражаться, преломляться и фокусироваться. При падении на границу раздела двух фаз, обладающих различным акустическим сопротивлением, в том числе нарушенной сплошности материала (трещин, раковин, расслоений и др.), часть ультразвуковых колебаний отражается, причем угол падения равен углу отражения, а остальная часть УЗК проходит во вторую среду, преломляясь в ней. Направленность УЗК и способность их отражаться от границы раздела двух сред используются для выявления в материалах трещин, расслоений, пор, газовых и шлаковых включений и измерения толщины деталей.
Ультразвуковая дефектоскопия осуществляется тремя основными методами: теневым, резонансным и эхо - методом.
Теневой метод основан на появлении за дефектом «звуковой тени» при прохождении ультразвука через деталь, помещенную между излучателем колебаний и приемным устройством. На рис. 7.8 изображена схема дефектоскопа, работающего по принципу теневого метода. Высокочастотные электрические колебания, вырабатываемые генератором 1, подаются на пьезоэлектрический преобразователь 2, в котором преобразуются в механические колебания ультразвуковой частоты. При плотном соприкосновении преобразователя 2 с поверхностью контролируемой детали 3 колебания (волны) 4 распространяются вглубь материала детали, достигают при отсутствии дефекта приемного пьезоэлектрического преобразователя 5 и регистрируются прибором 7.
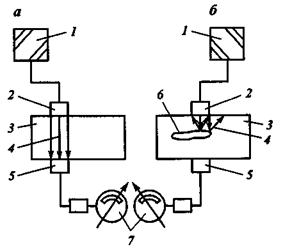
Рис. 7.8. Схема ультразвукового дефектоскопа, работающего по теневому методу:
а - без дефекта; б - с дефектом; 1 - генератор; 2 - преобразователь пьезоэлектрический; 3 - контролируемая деталь; 4 - ультразвуковые колебания; 5 - преобразователь приемный пьезоэлектрический; 6 - дефект, 7 - прибор регистрирующий
Если на пути ультразвуковых колебаний встречается дефект 6, то они отражаются от него и не попадают на приемный преобразователь 5, т.е. за дефектом образуется «звуковая тень». При этом на регистрирующем приборе 7 отсутствуют показания, что свидетельствует о наличии дефекта.
Применяются также временной теневой и зеркально-теневой методы.
Временной теневой метод основан на запаздывании импульса, вызванного огибанием дефекта.
Зеркально-теневой метод основан на ослаблении сигнала, отраженного от противоположной поверхности изделия (донный эффект).
Резонансный метод основан на возникновении стоячих волн в материале контролируемой детали при совпадении частоты колебаний источника.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 433; Нарушение авторских прав?; Мы поможем в написании вашей работы!