КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Балансировка деталей
|
|
|
|
КОМПЛЕКТОВАНИЕ ДЕТАЛЕЙ ОБОРУДОВАНИЯ
На складе комплектации согласно ведомости и схеме сборки комплектуются сборочные единицы из деталей; причем недостающее число деталей взамен забракованных пополняется со склада запасных частей. Необходимость комплектования деталей при ремонте машин вызывается наличием различных по точности групп деталей, поступающих на сборку: годных без ремонта с допустимыми износами, отремонтированных и новых, изготовленных на ремонтном предприятии или полученных в качестве запасных частей. Процесс комплектования зависит от метода сборки. В зависимости от степени специализации ремонтного предприятия, технической оснащенности и квалификации производственного персонала применяются различные методы сборки сборочных единиц, агрегатов и машин.
При сборке по методу полной взаимозаменяемости любая деталь или сборочная единица могут быть использованы для сборки без дополнительной обработки или пригонки. Сборка заключается только в соединении деталей и сборочных единиц; при этом обеспечиваются заданные зазоры и натяги.
Использование различных по точности групп деталей при сборке по методу полной взаимозаменяемости иногда приводит к появлению увеличенных зазоров и натягов в сопряжениях, не соответствующих техническим условиям на сборку. Поэтому наряду с методом полной взаимозаменяемости широко используются и другие методы сборки: сборка с пригонкой деталей, сборка с подбором деталей (неполная взаимозаменяемость), сборка с применением компенсаторов, селективная сборка.
Детали комплектуемой сборочной единицы складывают в ящики и после приемки контролером ОТК направляют по требованию на линию сборки.
При вращении многих деталей и сборочных единиц (коленчатых валов, маховиков, шкивов, дисков, карданных валов, барабанов и т.д.) из-за наличия неуравновешенных масс возникают центробежные силы. Неуравновешенность деталей и сборочных единиц возникает из-за неточности их изготовления (даже в пределах допуска), неточной сборки (несоосность и др.), неравномерного изнашивания поверхностей и т.д. Неуравновешенность очень вредна, так как возникают вибрации, резко возрастают нагрузки на детали и машину в целом, что в итоге приводит к ускорению изнашивания подшипниковых узлов и разрушению многих деталей.
Только из-за неуравновешенности отремонтированных коленчатых валов ресурс двигателей сокращается на 10-12 %. Поэтому уравновешивание вращающихся деталей и сборочных единиц - один из важных резервов повышения надежности отремонтированных машин. Различают статическую и динамическую неуравновешенность и соответственно статическую и динамическую балансировку.
Статическая балансировка. Статическая неуравновешенность возникает из-за смещения центра тяжести относительно оси вращения и проявляется в статическом состоянии. В этом случае дисбаланс D измеряется статическим моментом (в Н·м):
где G - сила тяжести неуравновешенной массы, Н; г - расстояние центра тяжести неуравновешенной массы от оси вращения, м; Р - сила тяжести детали, Н; ρ - смещение центра тяжести детали от оси вращения, м.
Статическая неуравновешенность обычно свойственна деталям типа дисков, т.е. таким деталям, у которых диаметр превышает длину. К таким деталям относятся рабочие колеса центробежных насосов, компрессоров, турбин и т.д.
При вращении неуравновешенной массы возникает постоянная по величине и переменная по направлению центробежная сила инерции F (рис. 8.11, а), которая определяется по формуле
F=mω2 r, (8.1)
где F - сила инерции, Н; т - неуравновешенная масса, Н·м2/см; ω = π·n/ 30 - угловая скорость, рад/с; п - частота вращения, об/мин; r - расстояние центра тяжести неуравновешенной массы от оси вращения, м.
Из формулы (8.1) видно, что центробежная сила наиболее опасна при больших оборотах, так как ее величина пропорциональна квадрату скорости. Эта сила создает дополнительные циклические нагрузки на подшипники, максимальная величина которых (рис. 8.11, б)
Если подобную неуравновешенную деталь свободно установить на опорах, то сила тяжести G неуравновешенной массы, создавая крутящий момент М = Gr, повернет деталь, и неуравновешенная часть займет нижнее положение. Для уравновешивания детали необходимо на ее противоположной стороне закрепить груз массой m1 так, чтобы создаваемый им крутящий момент был равен по величине и противоположен по направлению моменту, создаваемому неуравновешенной массой т (рис. 8.11, в).
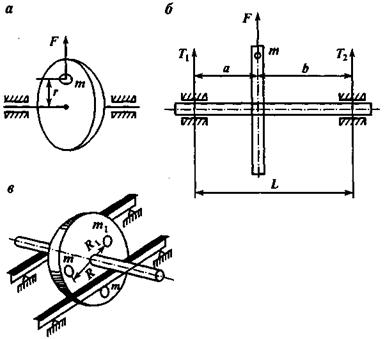 |
Рис. 8.11. Схема статической балансировки детали:
а - схема статической неуравновешенности детали; б - схема действия сил при статической неуравновешенности детали; в - схема балансировки детали при статической неуравновешенности
Для устранения статической неуравновешенности применяют различные методы статической балансировки. При статической балансировке определяют опытным путем наиболее легкую и тяжелую части детали; уменьшая массу тяжелой части за счет снятия металла или утяжеляя легкую путем установки дополнительных грузов, достигают необходимого уравновешивания. Лишний металл снимают сверлением, фрезерованием, эксцентричным точением и шлифованием. Дополнительные корректирующие грузы устанавливают при помощи сварки, наплавки или резьбовых и болтовых соединений.
На рис. 8.12 показано приспособление для статической балансировки. Деталь дисковой формы с отверстием под вал устанавливают на хорошо подогнанную по отверстию, закаленную и шлифованную оправку. Деталь помещают на балансировочные параллели (см. рис. 8.11, в) и, когда она займет неподвижное положение равновесия, наинизшую ее точку маркируют. Затем поворотом на некоторый угол деталь выводят из этого положения, отпускают и наблюдают, возвращается ли деталь в первоначальное положение. Возвращение детали в первоначальное положение показывает, что она статически неуравновешенна. В этом случае справедливо неравенство

где Р - сила тяжести балансируемой детали, Н; k - коэффициент трения качения между шейкой вала и параллелями; G - сила тяжести неуравновешенной массы, Н; r - расстояние от оси вращения до центра тяжести неуравновешенной массы, м.
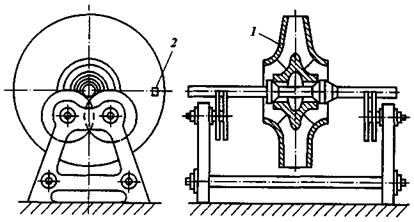 |
 Рис. 8.12. Схема статической балансировки на дисках:
Рис. 8.12. Схема статической балансировки на дисках:
1 - балансируемая деталь; 2 - пробный корректирующий груз
Если деталь, находящаяся на параллелях, останавливается в любом положении, в котором ее останавливают после поворота, то она полностью уравновешена или величина ее неуравновешенности недостаточна для преодоления момента трения качения между оправкой и параллелями, т.е.
Pk > Gr,
Точность статической балансировки невысока, что для точных быстроходных машин и механизмов недопустимо. Для тихоходных машин такая точность балансировки достаточна. Неточность статической балансировки обусловлена трением качения в результате деформации металла в местах контакта вала и ножевой части параллелей, что создает момент сопротивления качению.
Статическая балансировка является далеко не универсальным методом уравновешивания деталей - форма и соотношение размеров деталей являются главным критерием при оценке применения этого метода. Так, если длина детали по сравнению с ее диаметром значительна (рис. 8.13), то компенсация неуравновешенной массы т подвешенным с противоположной стороны грузом т 1 обеспечивая равновесие детали в статическом состоянии, при вращении детали приводит к возникновению двух равных и противоположно направленных центробежных сил, которые стремятся вырвать деталь из подшипников.
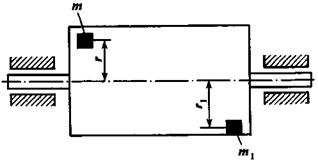
Рис. 8.13. Схема динамической неуравновешенности детали
Следовательно, статическая балансировка успешно может быть применена лишь для деталей дисковой формы, у которых диаметр d значительно больше высоты h (табл. 8.4).
Динамическая балансировка. Динамическая неуравновешенность обычно присуща деталям и узлам, у которых длина больше диаметра. Процесс определения величины и направления неуравновешенных центробежных сил и их устранение называется динамической балансировкой.
Динамическая балансировка деталей и сборочных единиц осуществляется на балансировочных станках различной конструкции.
На рис. 8.14 приведена схема балансировки детали с динамической неуравновешенностью. Вал находится в статическом равновесии. На противоположных концах вала расположены две неуравновешенные массы: m 1, находящаяся на расстоянии, а от левого подшипника, и m 2, находящаяся на расстоянии b от правого подшипника. При вращении вала возникают центробежные силы F и Q, которые не совпадают по направлению, в результате чего создается момент центробежных сил, являющийся причиной дополнительных нагрузок и вибраций.
Таблица 8.4
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 3412; Нарушение авторских прав?; Мы поможем в написании вашей работы!