КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Трубопроводной запорной арматуры
|
|
|
|
РЕМОНТ КОРПУСОВ ЗАДВИЖЕК ФОНТАННОЙ И
Наиболее характерными повреждениями корпусов фонтанной и трубопроводной запорной арматуры является износ уплотнительных поверхностей корпуса, сопрягаемых с клином.
Для восстановления уплотнительных поверхностей обычно применяют наплавку или способ дополнительных ремонтных деталей. Перед наплавкой восстанавливаемые поверхности подвергают предварительной механической обработке на токарном или расточном станках для удаления дефектного слоя и придания правильной геометрической формы. После наплавки производят механическую обработку наплавленного слоя. Более прогрессивным способом ремонта является приклеивание на восстанавливаемые уплотнительные поверхности дополнительных ремонтных колец (рис. 11.12).
Изношенные уплотнительные поверхности предварительно подрезают на станке и со стороны уплотнительных поверхностей растачивают отверстия на глубину 3-4 мм для установки приклеиваемых стальных колец. Сопряжение приклеиваемых колец с отверстием в корпусе осуществляется по посадке с зазором. Рабочие торцы колец, контактирующие с клином, перед установкой в корпус шлифуют. Склеиваемые поверхности корпуса и колец обезжиривают ацетоном, а затем на них наносят эпоксидный клей и устанавливают кольца в корпус. Клин с корпусом собирают сразу же после установки колец до отверждения клеевого слоя, что позволяет осуществить самоустановку колец и тем самым обеспечить их плотное прилегание к поверхности клина без дополнительной притирки. После установки клина проводится отверждение клеевого слоя.
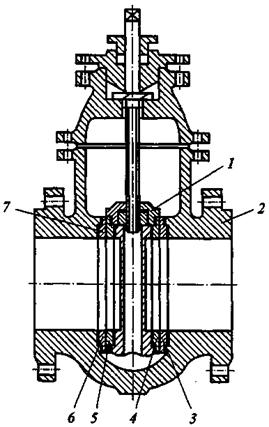
Рис. 11.12. Ремонт корпуса и клина задвижки способом дополнительных ремонтных деталей с применением клеевого соединения:
1 - клин; 2 - корпус; 3, 4, 5, 7 - кольцо уплотнительное; 6 - клеевой слой
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 346; Нарушение авторских прав?; Мы поможем в написании вашей работы!