КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Номенклатура обрабатываемых деталей
|
|
|
|
Концепция проектирования технических систем.
Введение.
Общие указания.
Теория технических систем
Иванов Е.И.
Приазовский Государственный Технический Университет
Учебное методическое пособие для студентов заочной формы обучения
Специальностей: 6.090202-“Технология машиностроения”
6.090203-“Металлорежущие станки и системы”
6.090204-“Инструментальное производство”
6.090218-“Металлургическое оборудование”
Рекомендовано Советом
механико-машиностроительного факультета
г. Мариуполь.
2002 г.
УД К 621.9.114
Теория технических систем. Учебное пособие для студентов заочной формы обучения
специальностей: 6.090202-“Технология машиностроения”
6.090203-“Металлорежущие станки и системы”
6.090204-“Инструментальное производство”
6.090218-“Металлургическое оборудование”
-Мариуполь.ПГТУ,2002
Основной формой обучения студентов-заочников является самостоятельная работа над учебным материалом в соответствии с программой и методическими указаниями. Кроме того,студенты слушают краткий курс лекций по наиболее сложным разделам данной дисциплины,получают устные и письменные консультации. При изучении курса рекомендуется вести конспект с отметками на полях вопросов для консультации с преподавателем. Базой для изучения настоящего курса являются следующие дисциплины:
Важнейшей тенденцией развития современного машиностроения является постепенный переход от применения набора технологических машин к использованию автоматических машинных систем. В массовом производстве уже получили широкое распространение автоматические линии из агрегатных станков и станков-автоматов. В мелкосерийном же производстве переход к станочным системам стал возможен лишь в последние годы, благодаря развитию средств вычислительной техники и появлению класса управляющих ЭВМ. Автоматическая станочная система, в которой объединены станки с ЧПУ, транспортно-складские устройства и управление от ЭВМ. Обладает высокой гибкостью. Необходимой для обработки широкой номенклатуры деталей при частой их сменяемости. Использование автоматических станочных систем существенно повышает производительность труда в мелкосерийном производстве (в 3-5 раз по сравнению с производительностью при использовании универсальных станков), качество продукции и сокращает затраты труда. Принципы автоматизации переналадки станков на новую деталь стали распространяться и на крупносерийное производство путем автоматической замены комплектов режущего инструмента и оснастки, что также снижает затраты ручного труда и повышает производительность.
Теория технических систем определяет, что структура объекта однозначно определяет его функционирование, однако одна и таже функция может быть реализована различными структурами.
Это обстоятельство указывает на необходимость формирования такой структуры системы, которая обеспечила бы высокую степень адаптации путем приспособления структуры системы к изменяющимся условиям.
Необходимым условием создания технической системы является повышение эффективности производства, которое можно оценить по выражению:

где М - параметр производительности;Q- параметр качества обработки;K- суммарные затраты на обработку.
Параметр производительности характеризуется отношением времен (рис. 1.1):

где - штучное время;
- штучное время; -потери времени на обработку;
-потери времени на обработку; -среднее значение машинного времени.
-среднее значение машинного времени.
На рис. 1.1 представлены значение составляющих времени при обработке на автоматическом оборудовании и, в частности, на автоматической станочной системе.
Параметр  может быть определён на основе сравнения требуемого и фактического качества по отдельным критериям – размерам, форме, массе, качеству обработанной поверхности и т.п. При этом для каждого критерия вводят весовой коэффициент
может быть определён на основе сравнения требуемого и фактического качества по отдельным критериям – размерам, форме, массе, качеству обработанной поверхности и т.п. При этом для каждого критерия вводят весовой коэффициент
 :
:
 ,
,
где j – число принятых критериев оценки качества.
Суммарные затраты состоят из капитальных затрат  , временных затрат
, временных затрат  и затрат
и затрат  , отнесённых к изготовляемой детали:
, отнесённых к изготовляемой детали:
 ,
,
 ,
,
где  - капитальные затраты, отнесённые к одному году амортизации. Вследствие высокой производительности автоматического оборудования и растущего морального износа число лет n необходимо снижать.
- капитальные затраты, отнесённые к одному году амортизации. Вследствие высокой производительности автоматического оборудования и растущего морального износа число лет n необходимо снижать.
Общие соображения об оценке экономической эффективности средств производства приводят к предпосылкам:
1)- конкретный ассортимент (номенклатуру) обрабатываемых деталей необходимо рассматривать в соответствии с требуемым количеством их выпуска;
2)- следует использовать высокоэффективную технологию обработки, обеспечивающую минимум основного времени и среднего машинного времени;
3)- необходимо применять рациональную конструкцию станочного, которое реализует продуктивную технологию при высоком уровне автоматизации; при этом снижаются капитальные затраты и уменьшается основное и вспомогательное время и соответствующие ему затраты;
4)- манипуляторы, транспорт и накопители должны соответствовать структуре всей системы, что сокращает капитальные затраты и подготовительно-заключительное время;
5)- необходимы высокая технологическая надежность и организация профилактического обслуживания, что обеспечивает должное качество обработки и увеличивает время технического использования системы;
6)- должен осуществляться системный подход к выбору вспомогательного оборудования и дополнительных устройств, что снижает капитальные затраты и сводит к минимуму ручное обслуживание;
7)- необходимы надежное управление и соответствующее математическое обеспечение, позволяющее иметь наивысшую загрузку станочного оборудования, автоматизированную смену заготовок и инструмента, автоматизированный контроль обрабатываемых деталей, а также контроль процесса обработки, состояния станка, инструментов и приспособлений, развитую систему диагностики.
Задачу обработки деталей следует рассматривать на основе конкретного технологического процесса и соответствующего ему технологического оборудования для изготовления деталей заданной формы и размеров. Каждая конкретная задача характеризуется номенклатурой (ассортиментом) деталей, подлежащих обработке.
Изучение номенклатуры деталей машиностроения свидетельствует о её относительном постоянстве. На рис. 1.2 приведена общая структура и условная классификация деталей – тел вращения, призматических, плоских, фигурных и профильных.
Следует иметь в виду связь между автоматизацией изготовления, соответствующим оборудованием и самими деталями. Прямое влияние на выбор технологического процесса, инструментов, на параметры и технические характеристики оборудования оказывают сведения об обрабатываемых деталях. При этом каждая деталь характеризуется набором технических величин (материал, геометрия), определяющих технические требования, и некоторым набором организационно-экономических показателей (выпуск в год, число деталей в партии, допустимые затраты на изготовление), определяющих экономические и организационные требования.
Рабочий чертеж и техническая документация содержат сведения о размерах детали (максимальные наружный диаметр и длина); заготовке(пруток, поковка, отливка, сварная заготовка); массе заготовки и детали; материале(марка, твердость, обрабатываемость); требования к качеству(допуски на размеры, вид и взаимное расположение поверхностей); элементарных обрабатываемых поверхностях(цилиндр, конус, фаска, резьба, канавка, отверстие и т.д.); числе и характере зажимов; наборе режущих инструментов при точении, сверлении, фрезеровании; масштабе производства (штук и партий в год, штук в партии); времени обработки (основное и операционное время); допустимой стоимости изготовления. В зависимости от требуемого качества обработки формулируют общие исходные и устанавливают соответствующие ограничения.
При обработке элементарных поверхностей можно использовать различные режущие инструменты и разные технологические методы обработки. К тому же последние реализуются соответствующим
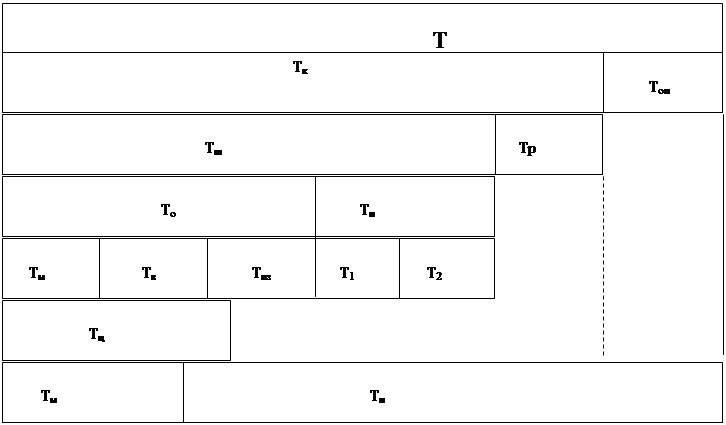
Рис. 1.1. Распределение времени для станков-автоматов и станочных систем:
Т – текущее (календарное) время; Тк – штучно-калькуляционное время; Топ – организационные простои; Тш – штучное время; Тр – потери на плановый ремонт; То – операционное время; Тп – потери времени; Тм – основное (машинное) время; Тв – вспомогательное время; Т1 – цикловые потери; Т2 – внецикловые потери; Тц – время цикла; Тпз–подготовительно-заключительное время; Тн – непродуктивное время (различные потери).
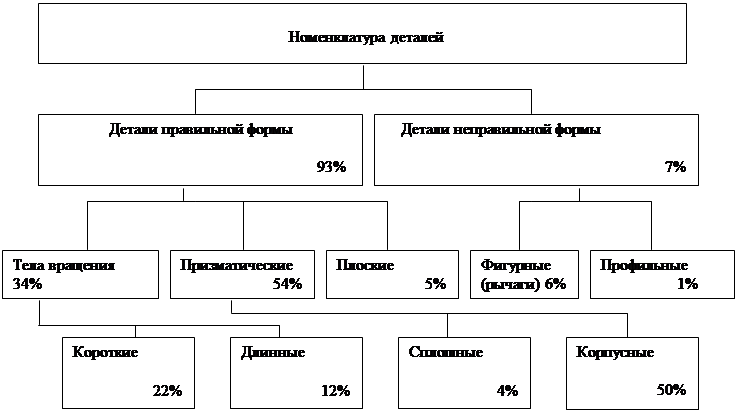
Рис. 1.2. Структура обрабатываемых деталей


 Изыскание метода Средства автоматизации
Изыскание метода Средства автоматизации
 Исследование конструкции Система управления
Исследование конструкции Система управления
Производственная задача
| |||
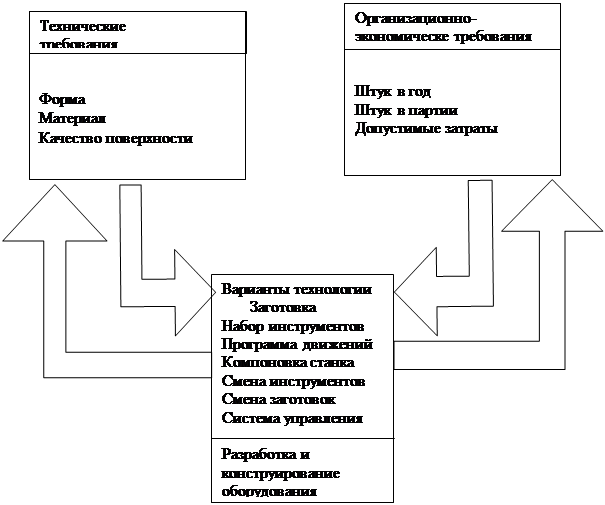 |
Рис. 1.3. Связь производственной задачи с конструированием оборудования.
набором движений станка. В связи с этим выбор метода обработки должен соответствовать тем станкам и подъемно-транспортным устройствам, которые реально можно использовать.
Анализ рабочих чертежей деталей является основой для разработки технического задания на проектирование станков. При этом главное значение имеют габаритные размеры, материал(чугунная отливка или стальная сварная конструкция), припуски и их пределы, масса заготовок, обрабатываемость материала, требуемое качество обработанных деталей (допуски на размеры, форму, качество поверхности, элементарные поверхности исходной формы заготовки и конечной формы детали),число переустановок, число обрабатываемых сторон; требуемый набор инструментов для полной обработки деталей, для одной операции, для обработки всего ассортимента деталей; выпуск деталей в год, число партий в год и деталей в партии; время обработки детали и операционное время; допустимая стоимость обработки.
Разработка технического задания на проектирование автоматической станочной системы требует большого числа данных об обрабатываемых деталях. Сведения о размерах, виде заготовки, припусках, массе, материале, требования к качеству обработки указываются в технической документации. При выборе и анализе элементарных поверхностей необходимо принимать во внимание их взаимное расположение. Структура учитывает элементарные поверхности заготовки и детали, а также принятые технологические методы обработки, и разрабатываются с учетом всех необходимых переходов и реально используемых инструментов. Она определяет, в конечном счете, компоновку станков и всей системы, необходимую для получения заданного набора деталей.
Изготовление исходной заготовки обычно не рассматривают, хотя это во многом определяет эффективность обработки, расход материала и общие затраты. Следует стремиться к тому, чтобы форма исходной заготовки приближалась к конечной форме изделия. В этом случае сокращается число переходов, облегчается автоматизация вспомогательных операций, снижается общая стоимость изготовления, хотя стоимость самой заготовки, как правило, несколько возрастает.
Рассмотрение общего ассортимента обрабатываемых деталей позволяет представить общую структуру требуемого набора станков и сформулировать требования к отдельным станкам-универсальным, с ЧПУ и многооперационным, которые должны быть рассчитаны на использование у разных потребителей. Набор отдельных станков должен быть ориентирован на обработку широкой номенклатуры деталей, что часто связано с ручной переналадкой станков и их оснастки. При автоматизации переналадки,как это имеет место в много операционных станках, затрачиваемое на неё время и общее время обслуживания уменьшаются. Оператор, однако, и здесь выполняет ряд вспомогательных операций - смену деталей, контроль готовых изделий, наблюдение за ходом рабочего процесса и износом режущего инструмента. Более высокая степень автоматизации, охватывающая складирование и транспортирование деталей, контроль обработанных деталей, наблюдение за процессом и состоянием инструмента, а также прочие вспомогательные операции, безусловно, требуют ориентации на конкретный ассортимент деталей данного производства.
При проектировании автоматической станочной системы следует задавать конкретную номенклатуру деталей, необходимых для данного производства. Окончательное разделение деталей на группы для создания оптимального набора станочных систем требует предварительной проработки целесообразных вариантов самих систем.
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 3113; Нарушение авторских прав?; Мы поможем в написании вашей работы!