КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Трещины повторного нагрева
|
|
|
|
Трещины повторного нагрева представляют собой межкристаллитное разрушение (в стали и других металлах) в зоне перегрева при повторном термическом воздействии на металл.
Трещины повторного нагрева (рис. 21.19) могут быть внутренними и поверхностными. Поверхностные обычно окрашены в цвета побежалости, так как покрыты тонкой пленкой оксидов, внутренние имеют светло-серый цвет без металлического блеска.
В зависимости от температуры образования различают трещины, зарождающиеся в так называемой низкотемпературной зоне, т.е. при нагреве до 200-300 °С и в высоко-температурной зоне, т.е. при нагреве от 300 °С до температур, близких к температуре солидуса, а также подваликовые разрывы, которые часто проявляются в виде микротрещин при наплавке низколегированных сталей аустенитными электродами.
Трещины повторного нагрева, выходящие наружу, выявляются визуально при внешнем осмотре, люминесцентым методом и методом красок, металлографическими методами.
Внутренние трещины выявляются двумя группами методов:
- неразрушающими – ультразвуковым, радиографическим, магнитным (для сталей);
- разрушающим – металлографическим и фрактографическим на шлифах или изломах.
Трещины повторного нагрева образуются при повышении уровня термических напряжений вследствие слишком высокой скорости нагрева сварных конструкций при термической обработке.
Рис. 21.19. Трещины повторного нагрева (микроструктуры): а – в зоне термического влияния; б – в зоне сплавления; в - в околошовной зоне. ´100.
Возникновению трещин повторного нагрева способствуют:
- крупнозернистая структура и перегрев зоны термического влияния;
- увеличение суммарного содержания вредных легкоплавких примесей;
- для стали – увеличение содержания ванадия и хрома в их составе до 2 %.
Для предупреждения появления трещин повторного нагрева при сварке проводят:
- нагрев сварных конструкций (особенно первых проходов) в интервале температур 200-300 °С при замедленной скорости;
- отпуск после остывания промежуточных слоев шва до 150-300 °С;
при наплавке проводят:
- операции нормализации наплавленных изделий;
- меры, предотвращающие появление подваликовых трещин путем нормализации зоны перегрева, например, с помощью двухслойной наплавки: первый слой наплавляют при пониженной тепловой мощности, а второй – при повышенной, чтобы зона нормализации была как можно шире.
Для исправления трещин повторного нагрева проводят:
- засверловку их концов для ограничения дальнейшего развития трещин;
- одно- или двустороннюю разделку трещины любым механическим способом (газовой- или плазменно-дуговой резкой, абразивным кругом, электро- или пневмозубилом, а также -заварку дефектного участка с применением способа сварки и сварочных материалов, которые обеспечивают отсутствие дефектов в сварном соединении.
Трещины повторного нагрева могут служить причиной усталостного, хрупкого или коррозионного разрушения детали или конструкции в условиях эксплуатации.
Пористость сварных соединений
Поры - несплошности в металле или в зоне взаимной кристаллизации (зоне сплавления) в сварном шве, заполненные газом и имеющие округлую, продолговатую или более сложные формы (рис. 21.20-21.24).
|
Наблюдаются поры единичные, скопления, цепочки, трубчатой формы. Поры могут быть внутренними или выходить на поверхность шва. Трубчатые поры, выходящие на поверхность шва, называются свищами.
Поры располагаются между кристаллитами по оси шва или по его сечению, реже – у границы сплавления.
Поры, выходящие на поверхность, выявляются при внешнем осмотре. Поры, не выходящие на поверхность, обнаруживаются методами неразрушающего контроля, при разрушении шва – выявляются на изломе или при исследовании макро- или микроструктуры.
Поры представляют собой не успевшие выделиться до затвердевания металла газовые пузыри. Основными причинами образования пор при сварке являются:
-повышенное содержание вредных газов, примесей и элементов (водорода, азота, углекислого газа, серы - для сталей), водорода (для алюминиевых, титановых и магниевых сплавов), азота, кислорода, водорода (для никелевых и медных сплавов);
- загрязненность кромок свариваемого металла органическими веществами;
- использование влажного флюса или отсыревших электродов;
- использование при сварке электродов с нарушенной сплошностью покрытия;
- увеличенная скорость или завышенная длина дуги;
- лучайные факторы (колебания напряжения в сети и т.п.);
- наличие влаги в присадочных материалах (присадочная проволока, электроды, флюсы).
Образование пор может быть вызвано дефектами проката основного металла, например, концентрацией влаги в расслоениях свариваемого металла, выходящих на свариваемые кромки.
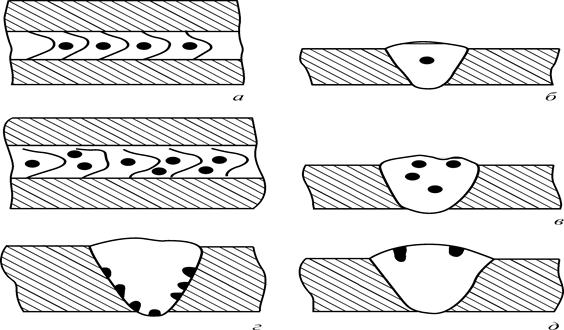
Рис. 21.20. Поры в сварном шве (схемы): а – цепочка; б – единичные; в, г – скопления; д – свищи.
Рис. 21.21. Поры в сварном шве:
а – выходящие на поверхность (внешний вид); б – не выходящие на поверхность (макроструктура); в – свищи (макроструктура)
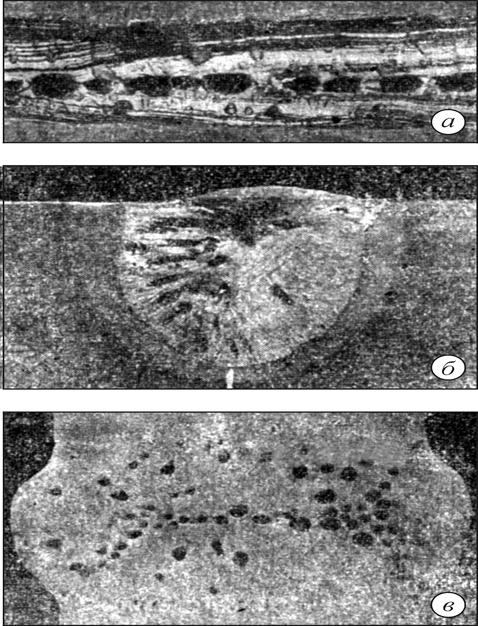
Рис. 21.22. Поры в металле шва (макроструктуры): а – поры, выходящие на поверхность шва, внешний вид; б – поры, не выходящие на поверхность шва, макроструктура; в – групповое расположение пор при электрошлаковой сварке.
Основными способами предупреждения образования пор являются:
- уменьшение содержания водорода, азота, оксида углерода (для сталей), водорода (для алюминиевых, титановых и магниевых сплавов), водорода и кислорода (для медных и никелевых сплавов) в сварочной ванне путем снижения их содержания в атмосфере дуги;
- удаление ржавчины и органических загрязнений с кромок свариваемого металла и поверхности электродов;
- тщательная прокалка покрытия флюсов и электродов;
- зачистка кромок свариваемого металла и проволоки от частиц оксидной пленки для предотвращения ее попадания в зону сварки;
- осушка защитных газов;
- связывание водорода в газовой фазе в химические соединения, нерастворимые в жидком металле, например НF;
- удаление водорода и азота из сварочной ванны до начала кристаллизации;
- подавление реакции образования водяного пара или оксида углерода путем раскисления сварочной ванны с помощью присадки в нее элементов, обладающих большим сродством к кислороду, чем водород или углерод.
Рис. 21.23. Единичные поры в металле шва, макроструктура. ´100 (данные Ф.А. Хромченко).
Поры, размеры которых превышают допустимые по техническим условиям, удаляют газовой или плазменно-дуговой резкой, а также любым механическим способом.
Дефектные участки повторно заваривают и контролируют.
Рис. 21.24. Трещины в металле шва, инициированные порами (алюминиевый сплав, микроструктура) ´500.
Усадочные раковины
Усадочная раковина - несплошность в металле, образовавшаяся вследствие усадки во время затвердевания металла сварного шва и имеющая поверхность, характерную для свободной кристаллизации металла (рис. 21.25;21.26).
Различают открытую усадочную раковину - полость неправильной формы, сообщающуюся с атмосферой и закрытую усадочную раковину – полость, находящуюся внутри сварного шва. Поверхность открытой усадочной раковины – темная, окисленная, закрытой – светлая, неокисленная.
Открытая усадочная раковина выявляется при внешнем осмотре, закрытая – методами неразрушающего контроля (просвечивание), при разрушении шва она выявляется в изломе либо при исследовании макро- или микроструктуры.

Рис. 21.25. Схематическое изображение усадочных раковин
Рис. 21.26. Усадочные раковины (сталь, внешний вид).
Усадочная раковина в конце валика сварного шва, не заваренная во время выполнения последующих проходов, называется кратером. Кратер может являться источником продольных, поперечных или звездообразных трещин.
Усадочные раковины уменьшают сечение сварного шва, и, являясь концентратором напряжений, могут приводить к образованию трещин.
Усадочные раковины возникают вследствие недостаточного количества жидкого металла к концу затвердевания сварного шва из-за усадки жидкого металла. Образованию усадочных раковин способствуют:
- повышенное содержание газов в жидком металле;
- широкий температурный интервал кристаллизации металла;
- режимы сварки на больших скоростях (форсированные режимы при сварке двумя дугами под слоем флюса).
Для предупреждения появления усадочных раковин:
- замедляют скорость кристаллизации сварочной ванны путем снижения скорости сварки;
- увеличивают количество присадочного материала, подаваемого в сварочную ванну.
Усадочная раковина в сварном шве снижает механические свойства сварного соединения пропорционально площади поверхности разрушения, занятой этим дефектом.
Усадочные раковины, размеры которых превышают допустимые по НТД, удаляют указанными ранее способами. Дефектные участки повторно заваривают и контролируют.
Непровар
Непровар это несплошность в виде местного несплавления основного металла в сварном соединении по всей длине шва или на его отдельном участке (рис. 21.27-21.29). Может представлять собой как зазор между двумя кромками свариваемого металла, так и тонкую прослойку оксидов, а в некоторых случаях – грубую шлаковую прослойку между основным и наплавленным металлом.
В зависимости от расположения и характера различают непровары:
- по толщине основного металла;
- по кромке с основным металлом;
- корня шва (при сварке стыковых швов);
- вершины угла (при сварке угловых швов и стыковых швов с разделкой кромок);
- между отдельными валиками при многопроходной сварке.
|
Рис. 21.27. Непровар (схемы): а, в – корня шва; б – кромки г – между слоями шва.
Поверхностные непровары выявляются внешним осмотром. Непровары, не выходящие на поверхность (внутренние), выявляются двумя группами методов: неразрушающими – радиографическим, ультразвуковым, магнитным (для сталей) и разрушающими – металлографическими или фрактографическими.
Причинами образования непроваров могут быть:
- плохая зачистка кромок свариваемых деталей от окалины, ржавчины, краски, шлака, масла и других загрязнений;
- блуждание или отклонение дуги под влиянием магнитных полей, особенно при сварке на постоянном токе;
- чрезмерная скорость сварки, при которой свариваемые кромки не успевают расплавиться;
- значительное смещение электрода в сторону одной из свариваемых кромок, при этом расплавленный металл натекает на вторую нерасплавленную кромку, прикрывая непровар;
- неудовлетворительное качество основного металла, сварочной проволоки, электродов, флюсов и т. д.;
- плохая работа сварочного оборудования: колебания силы сварочного тока и напряжения дуги в процессе сварки;
- недостаточный угол скоса вертикальных кромок или нарушение угла наклона изделия, большая величина их притупления;
- маленький зазор между кромками свариваемых деталей;
- большое сечение электрода или присадочной проволоки, укладываемой в разделку шва, что затрудняет расплавление основного металла.
Кроме того, непровары образуются:
- вследствие неполного расплавления кромок или поверхности ранее выполненных валиков сварного шва;
- по толщине основного металла вследствие неправильного выбора режима сварки или его нарушения, а также недостаточно точного направления конца электрода по отношению к месту сопряжения кромок;
- из-за малого сварочного тока;
- в начале и конце шва вследствие неустановившегося теплового процесса;
- по длине шва вследствие неправильного возобновления процесса сварки после его перерыва (наличие зазора между окончанием предыдущего и началом последующего шва);
- в корне шва вследствие нарушения режима сварки, обусловливающего изменения положения шва в разделке, наклона изделия, формы шва из-за уменьшения скорости сварки, недостаточно точного направления электрода, а также неправильной последовательности наложения валиков шва при многослойной сварке.
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 4147; Нарушение авторских прав?; Мы поможем в написании вашей работы!