КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема 23. Основные неразрушающие методы дефектоскопии сварных соединений
|
|
|
|
Рис. 21.29. Сварные швы с непроварами (сталь, макроструктуры): а – однопроходный; б – двусторонний; в – многослойный.
Рис. 21.28. Непровар (сталь, макроструктуры): а – корня шва; б – корня и кромки шва; в – между слоями
Для предотвращения непроваров необходимо следить:
- за правильным введением электродов в разделке;
- за параметрами режимов сварки;
- за раскладкой валиков в разделке;
- за соблюдением техники и технологии сварки, обеспечивающих надежное проплавление нижней части разделки кромок.
Для предотвращения непроваров в начале и в конце сварного шва сварку следует начинать и заканчивать на вводных и выходных планках.
Для правильного возобнавления процесса сварки после перерыва необходимо обеспечить достаточное перекрытие прерванного шва последующим.
Непровар уменьшает сечение сварного шва и вызывает значительную концентрацию напряжений, что может приводить к образованию трещин в сварных конструкциях.
В ответственных конструкциях непровар, как правило, не допускается.
В неответственных сварных конструкциях в соответствии с НТД допускается, так называемый конструктивный непровар, который исправлению не подлежит.
Участок шва с непроваром, превышающим регламентируемую соответствующими документами величину, должен быть удален и повторно заварен.
Непровар на всю его глубину удаляют газовой резкой, электро- или плазменно-дуговой строжкой с последующей обработкой механическим способом (абразивным кругом, электро- или пневмозубилом, фрезами и др.),.
Дефектный участок заваривают любым рациональным способом сварки.
Несплавление
Несплавление - отсутствие металлической связи (взаимной литой зоны) между основным металлом сварного шва и свариваемым металлом или между отдельными валиками сварного шва.
Зона несплавления представляет собой зазор, заполненный затекшим шлаком или обусловленный наличием на его поверхности оксидных включений.
Несплавления, выходящие на поверхность сварного соединения (поверхностные несплавления), выявляются при внешнем осмотре (рис. 21.30).
Рис. 21.30. Грубое двухстороннее несплавление по кромкам.
Несплавления, не выходящие на поверхность сварного соединения, обнаруживаются неразрушающими методами контроля: ультразвуковым или радиографическим, магнитными методами (для сталей), а также методами разрушающего контроля – металлографическими и фрактографическими (на шлифах и изломах).
Начальной стадией несплавления являются глубокие подрезы по границе шва с одновременным утолщением металла шва, конечной стадией дефекта – отсутствие сплавления по периметру шва или между валиками.
При сварке зона несплавления образуется при повышенных скоростях сварки, если к моменту заполнения канавки металлом сварочной ванны жидкая пленка, покрывающая ее поверхность, успела закристаллизоваться, а запас теплоты, накопленный в сварочной ванне, недостаточен для повторного расплавления основного металла.
Одной из важнейших причин появления данного дефекта является плохое или вовсе отсутствие смачивания жидким металлом сварочной ванны твердых поверхностей основного металла.
Зона несплавления при электрошлаковой сварке образуется чаще, чем при дуговой сварке, что связано с большим разрывом по времени между образованием полости жидкой ванны и ее заполнением.
Для предупреждения образования зоны несплавления при сварке необходимо:
- снижение скорости сварки;
- увеличение коэффициента формы провара;
- применение мер, обеспечивающих уменьшение разрыва по времени между образованием и заполнением канавки (сварка на спуск наклонным электродом углом вперед, двумя и тремя дугами, с подогревом и др.).
- обеспечение хорошего смачивания жидким металлом сварочной ванны твердых поверхностей основного металла.
Зона несплавления устраняется электро- или плазменно-дуговой строжкой либо механическим способом: абразивным кругом, электро- или пневмозубилом и др., затем производится разделка зоны несплавления. Заварка дефектного участка выполняется любым рациональным способом.
Зона несплавления резко снижает конструктивную прочность сварного соединения. Данный дефект не допускается в любых сварных конструкциях.
Слипание
Слипание - основной дефект контактной стыковой сварки сопротивлением или оплавлением, трением, давлением, диффузионной и сварки взрывом.
Слипание – это вид контакта двух металлических поверхностей, при котором между свариваемыми элементами имеется механический контакт, но отсутствует переходной слой металла между соединяемыми поверхностями, имеющий кристаллическое строение.
Уверенно обнаружить слипание физическими методами неразрушающего контроля достаточно сложно. Необходимо применять методы разрушающего контроля – металлографические и фрактографические.
Слипание вызывается следующими причинами:
- грубыми отклонениями от режимов сварки (недостаточная мощность сварочной дуги и другие отклонения в технологическом процессе);
- наличием загрязнений и оксидных пленок на свариваемых поверхностях.
Для предупреждения образования слипания применяют так называемые параметрические методы контроля, при которых определяющие параметры процесса контактной сварки, такие как сварочный ток, напряжение, давление, длительность, скорость осадки и др., поддерживаются в определенных, заранее установленных границах.
Слипание резко снижает прочностные и пластические свойства сварного соединения. Данный дефект очень сложно исправляется.
Неметаллические включения
Неметаллические включения – это частицы шлаковых, оксидных, нитридных, карбидных и других включений, находящихся в металле сварного шва после окончания процесса сварки (рис. 21.31-21.33).
В цветных металлах неметаллические включения также встречаются в виде нитридов, карбидов, легкоплавких эвтектик и т.п.
В зависимости от формы различают несколько видов включений: пленочные, сферические (округлые), вытянутые, игольчатые и др.
Неметаллические включения разделяют на макро- и микроскопические.
Шлаковые включения, имеющие веретенообразную вытянутую форму, называются шлаковыми каналами.
Неметаллические включения могут располагаться в металле шва между ветвями дендритов и кристаллизационными слоями.
Неметаллические включения могут быть внутренними, не выходящими на поверхность, и наружными, выходящими на поверхность шва.
Неметаллические включения выявляются методами неразрушающего контроля - акустическими, радиационными и магнитными (для сталей) и разрушающего контроля – металлографическими, механическими, фрактографическими, рентгеноструктурными и химическими (при этом определяются их природа и свойства).
По происхождению неметаллические включения делятся на два вида:
- естественные (эндогенные) включения, образующиеся в результате химических реакций, протекающих в жидком металле;
- случайные (экзогенные) включения, возникшие в результате механического попадания частичек покрытия электродов, флюса или других материалов, соприкасающихся с жидким металлом шва, которые не успели всплыть на поверхность ванны.
Для сварки плавлением типичен первый вид неметаллических включений.
Эндогенными шлаковыми включениями являются частицы корунда Аl2O3, силикатного типа MnSiO2 и кварца SiО2, содержащиеся в покрытиях электродов или флюсах. Эти включения взаимодействуют с находящимися в металле шва оксидами (MnО, FeО, Fe2О3 и др.), образуя сложные легкоплавкие шлаковые включения.
Шлаковые включения может образовывать сера, переходящая в металл шва из покрытий и флюсов. В сварочной ванне при сварке стали сера образует сульфид железа FeS.
Еще одним источником шлаковых включений являются нитриды – химические соединения азота с различными металлами.
Количество и величина неметаллических включений в металле шва зависят от размеров частиц и их плотности, от плотности и вязкости жидкого металла. При этом, чем больше размер частиц, тем выше скорость их всплывания.
Вероятность образования неметаллических включений зависит от марки сварочных электродов. При сварке электродами с тонким покрытием вероятность образования неметаллических включений возрастает. При сварке электродами с толстым покрытием, дающим много шлака, расплавленный металл дольше находится в жидком состоянии, и неметаллическое включение успевает всплыть на его поверхность.
Шлаковые каналы могут образовываться при сварке под флюсом двусторонних швов на флюсовой подушке или при первом проходе двустороннего стыкового шва с обязательным зазором.
Для уменьшения количества неметаллических включений рекомендуется замедлять процесс кристаллизации сварочной ванны: вводить в нее (через покрытие, флюс или другим путем) вещества, понижающие температуру плавления неметаллических включений и способствующие образованию комплексных соединений, легко всплывающих из металла шва на его поверхность.
Рис.21.31. Шлаковые включения в сварном шве (сталь 17ГС):
а, б – в многопроходном шве (макроструктура);
в – включение округлой формы (излом), РЭМ, ´1000;
г – в корне однопроходного шва (макроструктура);
д – включения пленочной формы (микроструктура), ´100;
е - неметаллические включения, содержащие светло-серые пластинки сульфида титана, сложные оксиды железа, марганца, титана и др. ´500
Рис. 21.32. Шлаковые каналы (макроструктура): а – в корне шва; б – вдоль поверхности шва; в – перпендикулярно поверхности шва.
Рис. 21.33. Шлаковые каналы (сталь, макроструктуры):
а – после сварки с одной стороны (разрез поперек шва);
б – после сварки со второй стороны (разрез поперек шва);
в – после сварки с одной стороны (разрез вдоль шва а)
Для предупреждения образования неметаллических включений в наплавленном металле рекомендуется:
- удалять органические загрязнения и ржавчину с поверхности свариваемого металла;
- проводить промежуточную зачистку швов от шлака при многослойной сварке или наплавке;
- замедлять остывание наплавленного металла (применять толстый слой шлака, соответствующий режим сварки и т. п.);
- контролировать качество электродного покрытия или флюса.
Для предупреждения появления шлаковых каналов следует:
- уменьшать содержание водорода и азота в сварочной ванне путем снижения их содержания в атмосфере дуги;
- подавлять реакции замедленного образования водяного пара или оксида углерода путем раскисления металла сварочной ванны;
- замедлять кристаллизацию сварочной ванны.
Наличие неметаллических включений, обладающих повышенной хрупкостью, протяженного размера приводит к снижению ударной вязкости металла шва, а в швах высокопрочных сталей – к снижению прочностных характеристик. Снижается деформационная способность металла сварного шва как при холодной, так и при горячей деформации. Особенно резко понижается длительная прочность.
Крупные неметаллические включения могут вызвать нарушения герметичности аппаратуры, работающей в условиях высокого давления или вакуума, а также предназначенной для хранения и транспортировки жидких или газообразных продуктов.
Допустимость неметаллических включений определяется соответствующими требованиями технических условий.
Шлаковые каналы резко снижают конструктивную прочность сварных соединений, поэтому их наличие в сварных швах недопустимо.
Дефектные участки швов с неметаллическими включениями удаляют газовой или плазменно-дуговой резкой, а также любым механическим способом (абразивным кругом, электро- или пневмозубилом, фрезами и т. д.).
Заварка дефектного участка производится любым рациональным способом, после чего проводится контроль отремонтированного участка.
Металлические включения
Металлические включения – это частицы инородного металла, попавшие в металл сварного шва (рис. 21.34).
Металлические включения выявляются неразрушающими методами контроля и идентифицируются на изломах или микро- и макрошлифах. Они характерны для алюминиевых сплавов при аргонодуговой сварке вольфрамовым электродом.
Образуются при сварке в среде защитных газов вольфрамовым электродом в основном из-за несоответствия марки вольфрама или при чрезмерных сварочных токах для выбранного электрода, вызывающих образование капель вольфрама. Вольфрамовые включения, как правило, образуются в местах возбуждения и обрыва дуги, при этом вольфрам скапливается в вершине кратеров, способствуя образованию трещин.
Включения из других металлов обусловлены аналогичными причинами.
Рис.21.34. Металлические включения: частицы электродного металла в сварном шве(макроструктура).
Для предотвращения попадания металлических включений в металл шва необходимо соблюдать технологические режимы сварки.
Оборудование для аргонодуговой сварки должно иметь функции плавного нарастания и спада сварочного тока (заварки кратера).
Наличие значительного количества металлических включений в сварных швах крайне нежелательно. Их допустимость (размеры и количество) определяется в зависимости от условий эксплуатации сварных конструкций. Особенно опасны металлические включения в сварных швах аппаратуры, работающей под давлением или в вакууме, а также в емкостях для хранения и транспортировки жидких и газообразных веществ, так как между металлом шва и поверхностью металлического включения могут возникать несплошности, нарушающие герметичность изделий.
Металлические включения уменьшают рабочее сечение шва, служат концентраторами напряжений и могут приводить к образованию трещин.
Выявленные дефектные места с металлическими включениями, размеры которых превышают допустимые по техническим условиям, удаляют. Дефектные участки повторно заваривают и контролируют.
Флокены
Флокены - внутренние междендритные локальные участки в сварном шве с повышенным содержанием водорода, обусловливающие повышенную хрупкость разрушения в этих участках (рис. 21.35; 21.36).
Рис. 21.35. Флокены (сталь): а – единичный; б – скопление (изломы)

Рис. 21.36. Флокены с отпечатками дендритов в литой стали (излом)
В отличие от флокенов, наблюдаемых в литых и катаных сталях, флокены в сварных швах не являются несплошностями и не обнаруживаются металлографическими способами и неразрушающими методами контроля.
Они выявляются только на изломах сварных соединений в виде четко очерченных зон повышенной хрупкости серебристого цвета, отличающиеся от излома основного металла. Иногда в центральной части флокена расположены шлаковые включения или поры, являющиеся областями местной концентрации водорода и служащие очагами развития флокена. Такой дефект имеет название «рыбий глаз».
Флокены являются довольно опасными дефектами как в основном металле, так и в сварных соединениях.
Образование флокенов связано со снижением пластичности металла швов при наличии в нем повышенного содержания водорода, который, скапливаясь в дефектных участках кристаллической решетки и на стыках дендритов, развивает большое давление. Разрушению металла способствуют остаточные напряжения, возникающие в сварных конструкциях.
В сварных швах границы раздела металла с неметаллическими включениями также являются своеобразными линзами – барьерами на пути диффузии атомарного водорода, что и вызывает появление флокенов типа «рыбий глаз».
В сварных швах, выполненных на высоколегированных хромоникелевых и марганцовистых сталях, образования флокенов не наблюдается.
Образованию флокенов препятствует нагрев сварных соединений до 150 - 250 °С, способствующий более полному удалению водорода из металла шва. Тот же эффект достигается при длительном вылеживании стальных сварных конструкций.
Наличие в металле флокенов приводит к некоторому снижению пластических и прочностных свойств и ударной вязкости металла швов при статических испытаниях.
Дефектные места сварных соединений с флокенами исправлению и ремонту не подлежат.
Подрез
Подрез - углубление по линии сплавления сварного шва с основным металлом (рис. 21.37; 21.38).
Подрезы могут быть одно- или двусторонними, т.е. располагаться с одной или с двух сторон шва. При сварке угловых швов наклонным электродом или с оплавлением кромки наблюдается односторонний подрез с наплывом металла на горизонтально расположенную деталь.
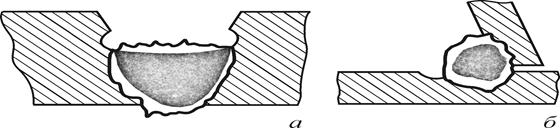
Рис. 21.37. Подрез зоны сплавления (схема): а - стыковое соединение; б - угловое соединение.
Подрезы, образовавшиеся в глубине многослойного шва, если они не были заварены при наложении последующих слоев, являются внутренними дефектами и, как правило, заполнены шлаком.
Наружные подрезы выявляются внешним осмотром, внутренние - двумя группами методов: неразрушающим – радиографическим, ультразвуковым, магнитным (для сталей) контролем и разрушающим металлографическим на шлифах.
Причинами возникновения подрезов могут быть:
- слишком высокие значения сварочного тока, напряжения на дуге и скорости сварки;
- неточное ведение электрода по оси соединения;
Рис. 21.38. Поперечное сечение шва с подрезом и продольной трещиной (сталь 17ГС, макроструктура)
- при сварке стыковых швов без разделки кромок - плохое смачивание и растекание жидкого металла сварочной ванны нерасплавленных кромок ОМ;
- при электрошлаковой сварке - соприкосновение свариваемых деталей с ползунами (подрезы появляются на поверхности деталей) при повышении напряжения, увеличении продолжительности остановки электрода в конечном положении и плохом охлаждении ползунов.
Подрез приводит к резкой концентрации напряжений в тех случаях, когда он расположен перпендикулярно к направлению главных напряжений, действующих на сварное соединение. Для конструкций, работающих при вибрационных нагрузках, подрез существенно снижает длительную прочность сварного соединения.
Для предупреждения образования подрезов необходимо точно вести электрод по оси сварного соединения; соблюдать режимы, технику и технологию сварки.
Если размеры наружного подреза превышают допускаемые технической документаций, его зачищают механическим способом для удаления шлаковых, окисных и других видов включений и загрязнений металлу шва. Дефектный участок с подрезами глубиной более 0,5 мм заваривают «ниточным» швом небольшого сечения. При превышении ширины шва отремонтированного участка производят его наружную шлифовку до требуемых размеров с обеспечением плавного перехода от сварного шва к ОМ.
Наплыв
Наплыв - металл шва, натекший на поверхность основного металла или ранее выполненного валика без сплавления с ним (рис. 21.39; 21.40).
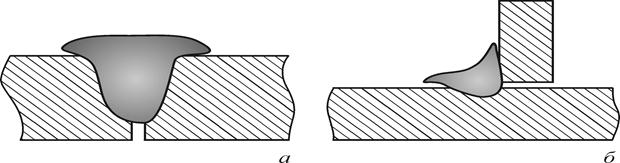
Рис. 21.39. Наплыв на сварном соединении (схемы): а – стыковом; б – угловом
Рис.21.40. Наплыв на сварном соединении: а – при сварке угловых швов (макроструктура); б – при наплавке (внешний вид)
Наплыв наблюдается преимущественно при сварке однослойных стыковых швов без разделки кромок; при сварке угловых швов наклонным электродом или с оплавлением кромки и при наплавке.
Наплывы выявляются внешним осмотром.
Наплывы образуются:
- при использовании для сварки некачественных электродов;
- при неправильном выборе режима сварки из-за большого сварочного тока и длинной дуге;
- при отклонении дуги от необходимого направления и несоблюдения техники сварки;
- при наличии на свариваемых кромках толстого слоя окалины и загрязнений;
- при неплотном поджатии ползунов в условиях электрошлаковой сварки и когда выемка в ползуне значительно превышает ширину шва.
Для предупреждения образования наплывов необходимо увеличить ширину шва, повысив напряжение дуги; уменьшить количество металла, образующего усиление металла шва, соблюдать технику и технологию сварки.
Наплывы устраняют механическим удалением избыточного металла. Дефектные участки с наплывами в незначительной части влияют на свойства сварных соединений.
Прожог
Прожог - сквозное отверстие в сварном шве, образовавшееся в результате вытекания части или всего объема металла сварочной ванны (рис.21.41).
Прожог имеет неправильную воронкообразную форму с оплавленной и окисленной поверхностью.
Рис.21.41. Прожог сварного шва (сталь, внешний вид): а – лицевая сторона; б – тыльная сторона
Прожоги явно выявляются при внешнем осмотре невооруженным глазом.
Прожоги возникают:
- при избыточной силе тока;
- при увеличенном зазоре между свариваемыми кромками;
- при изменении угла наклона электрода или изделия в процессе сварки;
- при неплотном прилегании флюсовой, флюсо-медной или стальной подкладки к свариваемым местам.
Для предупреждения образования прожогов необходимо:
- снижать величину сварочного тока;
- следить за углом наклона между электродом и свариваемым изделием;
- контролировать и соблюдать технологию сборки и сварки.
Места прожогов зачищают любым механическим способом и заваривают заново любым рациональным способом сварки.
Прожог – недопустимый дефект сварного соединения, резко снижающий прочностные свойства изделий.
Кратер
Кратер - углубление в конце сварного шва, образующееся после обрыва дуги (рис. 21.42). Углубление имеет неправильную воронкообразную форму и вытянуто вдоль оси шва. Стенки кратера имеют оплавленную и окисленную поверхность.
В области кратера, как правило, имеются сетки трещин, крупные поры и другие дефекты.
На участке кратера шов имеет уменьшенное сечение.
В кратере, как правило, обнаруживаются усадочные рыхлости, трещины.
Длина кратера зависит от режима сварки и составляет от нескольких единиц до десятков миллиметров.
Рис. 21.42. Кратерная трещина в сварном шве (внешний вид).
Кратер четко выявляется при внешнем осмотре.
Кратеры образуются из-за:
- резкого обрыва дуги в конце шва при недостатке жидкого металла, необходимого для заполнения канавки сварочной дугой;
- неправильного выполнения конечного участка шва без использования техники или функции «заварки кратера».
Образование кратера предупреждают:
- путем вывода конца шва на выводные планки;
- при механизированных способах сварки – путем остановки перемещения подающего механизма в конце шва и постепенного гашения дуги по мере заварки кратера;
при ручном способе сварки – плавным гашениием дуги на уже заваренном участке шва.
В ответственных конструкциях металл шва на участке кратера удаляют любым механическим способом. Затем дефектный участок заваривают любым рациональным способом сварки.
Кратер может служить источником продольных, поперечных или звездообразных трещин. Рыхлости и трещины в кратере могут служить очагами хрупкого разрушения сварных конструкций. В связи с этим наличие незаваренного кратера в ответственных конструкциях не допускается.
Перегрев металла
Перегрев металла это очаги повышенной хрупкости в металле шва или в зоне термического влияния, подвергшиеся перегреву в процессе сварки (рис. 21.43-21.45).
Перегрев наблюдается в стальных сварных соединениях и выявляется фрактографическими методами на их изломах.
Нафталинистый излом – однородная поверхность разрушения, характеризующаяся наличием крупных гладких плоских участков (фасеток) с характерным блеском, напоминающим блеск нафталина. Такой излом проходит по кристаллографическим плоскостям крупных зерен, образовавшихся при высокой температуре, и не имеет явных признаков макропластической деформации.
Камневидный излом – однородная поверхность разрушения, гладкая светло-серого цвета, чаще всего с металлическим блеском. Такой излом проходит по границам крупных зерен, образовавшихся при высокой температуре и имеющих грубую (камневидную) огранку.
Рис. 21.43. Нафталинистый излом: а – литая сталь, по всему сечению отливки; б – катаная сталь, грубые равноосные кристаллы.
Нафталинистый излом обусловлен наследованием продуктами распада текстуры крупных зерен аустенита после превращения g - a. Разрушение проходит по мелким зернам a-фазы, объединенным в отдельные текстурированные группы в пределах объемов, отвечающих крупному зерну исходной структуры аустенита.
Камневидный излом обусловлен выделением на границах зерен избыточных, ограниченно растворимых в g-фазе нитридов, сульфидов, фосфидов, карбидов, а также некоторых легирующих элементов.
Стали, имеющие нафталинистый излом, подвергают высокотемпературной нормализации (нагрев на 150–200 °С выше Ас 3) с последующим высоким отпуском.
Стали, имеющие камневидный излом, подвергают высокотемпературной гомогенизации при 1100–1200 °С.
В зонах металла сварного соединения с нафталинистым или камневидным изломом пластические характеристики и ударная вязкость понижены.

Рис. 21.44. Камневидный излом по всему сечению отливки (сталь).
Рис. 21.45. Камневидный излом: по всему сечению проката
(а) - мелкие камневидные зерна; (б)-крупные камневидные зерна.
Тема 22. ДЕФЕКТЫ КОНТАКТНОЙ СВАРКИ
Дефекты контактной сварки разделяют на поверхностные и внутренние.
К поверхностным дефектам относят:
- смещение центров сварных точек или сварного шва от оси разметки;
- глубокие вмятины;
- большой диаметр вмятины;
- потемнение поверхности;
- наружные трещины;
- наружный выплеск.
К внутренним дефектам относят:
а) непровар;
б) внутренний выплеск;
в) усадочные дефекты.
При контактной сварке может в некоторых случаях образоваться и сквозной дефект – прожог.
Таблица 22.1. Общие сведения о дефектах контактной сварки приведены в таблице
| Дефект | Причины образования дефекта | Особенности дефекта |
| Смещение центров сварных точек или сварного шва от оси разметки | - Нарушение технологии; - Неисправность оборудования; - Низкая квалификация сварщика. | Может сопровождаться разрывами нахлестки. |
| Неправильная форма отпечатка | - износ электродов; - неправильная заточка электродов; - несоосность электродов. | Может сопровождаться наружным выплеском. |
| Глубокие вмятины | - большой ток; - большая длительность импульса; - малая рабочая поверхность электродов. | Сопровождается выплеском и образованием дефектов усадочного происхождения (рыхлоты, трещины) |
| Большой диаметр вмятины | - большое сварочное усилие; - большая рабочая поверхность электродов. | Приводит к уменьшению диаметра ядра. |
| Потемнение поверхности отпечатков(«цвета побежалости») | - малое время проковки. | Не является значительным дефектом в сталях, но приводит к массопереносу и снижению коррозионной стойкости в алюминиевых сплавах. |
| Наружные трещины | - малое сварочное и ковочное усилие; - некачественная подготовка поверхности; - загрязнение поверхности электрода. | Часто сопровождается подплавлением поверхности точки. Опасный дефект при действии переменных нагрузок. |
Окончание таблицы 22.1.
| Наружный выплеск: - начальный; - конечный. | -большой ток; малая длительность импульса; малое сварочное усилие; перекос электродов; некачественная подготовка поверхности. | Иногда сопровождается образованием сквозного отверстия в верхнем листе. Имеет место при сварке плоскими электродами. Снижает коррозионную стойкость сварной точки. |
| Непровар: - полный; - частичный. | - малый сварочный ток; - малая длительность импульса; - большое сварочное усилие; - большой размер рабочей поверхности электрода; - малый шаг между точками; - большая толщина плакировки; - большие зазоры между деталями; - раннее включение ковочного усилия. | Наиболее опасный и трудно выявляемый. Особенно опасен дефект в виде полного непровара. Признак непровара – малый диаметр отпечатка. Фиксируется путем ручной отгибки кромки при сварке пластичного металла. |
| Внутренний выплеск: - начальный; - конечный. | - большой ток; - большая длительность импульса; - малое сварочное и ковочное усилие; - большие сборочные зазоры; - плохая подготовка поверхности; - малая нахлестка. | Признак выплеска – большая глубина отпечатка. Приводит к загрязнению частицами металла внутренней полости при сварке оболочковых конструкций. |
| Усадочные дефекты (рыхлоты, трещины) | - малое сварочное усилие; - большой ток; - большая длительность импульса; - плохая подготовка поверхности; - запаздывание включения ковочного усилия. | Как правило, возникают у сплавов, имеющих большой температурный интервал кристаллизации. Опасны при динамических нагрузках. |
| Прожог точки | - малое усилие сжатия или его отсутствия; - раннее включение тока; - большие зазоры; - плохая подготовка поверхности; - загрязнение электрода. | Сквозное отверстие диаметром больше диаметра электрода. |
Все методы контроля качества сварных соединений разделяются на неразрушающие и разрушающие.
Основные методы неразрушающей дефектоскопии сварных соединений, приведены в таблице 23.1.
Таблица 23.1. Основные методы неразрушающей дефектоскопии сварных соединений
| Дефекты | Методы неразрушающего контроля |
| Наружные | Визуальный и визуально-измерительный. Капиллярный, магнитный, вихретоковый. |
| Внутренние | Акустический (ультразвуковой), магнитный, радиационный (рентгенографический) |
| Сквозные | Капиллярный, течеискательный. |
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 3359; Нарушение авторских прав?; Мы поможем в написании вашей работы!