КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Печи для нагрева блюмов и слябов
|
|
|
|
Общая характеристика
Блюмы и слябы, полученные на обжимных станах, перед дальнейшей прокаткой на рельсобалочных, сортовых, листовых и других станах нагревают до температуры прокатки почти исключительно в нагревательных проходных печах различного типа. Наряду с тепловым и температурным режимом определяющее значение для работы этих печей имеет метод транспортирования металла через печь. Толкательные печи для нагрева прямоугольной заготовки получили широкое распространение. В таких печах лежащие на поду и соприкасающиеся друг с другом заготовки задаются и перемещаются в печи при помощи специального механизма-толкателя. Выдача металла из печи может быть торцовой и боковой. При торцовой выдаче функции выталкивателя выполняет толкатель: задавая очередную заготовку в печь, он перемещает все заготовки и выталкивает ближайшую к окну выдачи заготовку. При боковой выдаче применяют специальный выталкиватель. Преимуществом толкательных печей является то, что проталкивание — наиболее простой и дешевый метод транспортирования металла через печь. Основные недостатки данного метода заключаются в следующем:
1) при перемещении заготовки трутся друг о друга и о подину, что ухудшает качество поверхности металла; 2) при движении заготовок образовавшаяся окалина осыпается
и создается возможность дополнительного окисления;
3) осыпающаяся окалина попадает на под печи, реагирует с материалом пода, в результате чего на подине образуются бугры, препятствующие нормальному проталкиванию металла, и возникает проблема удаления окалины;
4) печь не может быть без специальных мер освобождена от металла в случае остановки стана, ремонтов или с целью проведения работы по удалению окалины; 5) современные печи выполняют весьма широкими (до 12 м), что крайне затрудняет операцию удаления окалины (осуществляемую фактически вручную);
6) в толкательных печах без взгорбливания возможно проталкивание не более чем 200—250 квадратных заготовок, что ограничивает размеры и производительность печей.
Все эти недостатки толкательных печей в условиях непрерывно возрастающей производительности станов и увеличения длины заготовок до 14 м и более привели к необходимости создания печей с механизированным подом, свободных от большинства из этих недостатков (печи с роликовым подом и с шагающими балками). Печи с роликовым подом представляют собой весьма совершенную и перспективную конструкцию проходных печей с механизированным подом. Они удачно компонуются в линиях поточного производства, поскольку роликовый под может быть продолжением цехового рольганга. Печи с роликовым подом широко применяют при термической обработке металла. Использование таких печей для высокотемпературного нагрева перед прокаткой несколько сдерживается недостаточной стойкостью роликов (особенно при необходимом увеличении ширины печей) и большими потерями тепла с охлаждающей водой. Печи с шагающими балками также весьма перспективны. Они свободны от недостатков, присущих толкательным печам. В толка- тельных печах металл в лучшем случае может нагреваться с двух сторон, тогда как в печах с шагающими балками нагрев металла происходит как минимум с трех сторон. Кроме того, в печах с шагающими балками легко менять режим нагрева, что является большим преимуществом в случае частой смены сортамента нагреваемого металла. Однако печи с шагающими балками сравнительно дороги: капитальные затраты на их сооружение на 55—60% выше, чем для толкательной печи аналогичной производительности. Сравнивая их с роликовыми печами, надо отметить, что масса оборудования печей с шагающими балками на 1 м² площади пода на 40% больше, чем роликовых печей. Затворы, применяемые на этих печах, не обеспечивают полной герметизации и в печь снизу попадает воздух.
Важным вопросом является выбор типа и числа печей в соответствии с сортаментом металла и производительностью стана. Размеры и производительность толкательной печи в значительной степени определяются предельным числом заготовок (200— 250 шт.), которые проталкиваются без взгорбливания. Минимальный цикл выдачи металла из печей, обслуживающих мелкосортные станы, составляет 8—10 с, для заготовки размерами 80х80 мм, длиной 12 м в соответствии с этим циклом выдачи производительность печи составит 3600/10*0,08*0,08*12*7800=216 т/ч. Однако по условиям проталкивания печь не может обеспечить такую производительность. Если принять, что будет проталкиваться 250 заготовок, то длина печи составит 250 х 0,08 = 20 м. Активная площадь пода при этом будет равна 20. 12 = 240 м². При достижимом напряжении активного пода 550 кг/(м².ч)производительность печи будет 0,55.240 = 130 т/ч. Таким образом, поскольку активная длина толкательной печи зависит от числа заготовок, которое всегда приблизительно одинаково, и от ширины заготовки, постольку производительность толка- тельной печи линейно зависит от геометрического размера заготовки. В печах с шагающим подом дело выглядит иначе. Эти печи не имеют ограничения по длине, связанного с числом нагреваемых заготовок, но минимальный цикл выдачи в них равен 15—20 с.
Поэтому производительность таких печей при неизменном цикле выдачи зависит лишь от массы нагреваемой заготовки, т. е. зависит квадратично от ее геометрического размера. Сравнительные данные по производительности толкательных печей и печей с шагающими балками приведены н рис. 155, из которого видно, если используют заготовки размерами до 80х80 мм, то более производительны толкательные печи, а если заготовки крупнее, то выше
 Рис. 155. Зависимость производительности (Р, т/ч) нагревательных печей от размера (К.,мм) заготовки:
Рис. 155. Зависимость производительности (Р, т/ч) нагревательных печей от размера (К.,мм) заготовки:
1 — толкательная печь; 2 — печь с шагающим подом
производительность печей с шагающим подом.
Тепловой и температурный режимы. Тепловой и температурный режимы проходных нагревательных печей неизменны во времени. Однако температура по длине печи может быть неизменна, но может и значительно меняться.
Режим работы печей, при котором температура в рабочем пространстве практически неизменна, называется камерным. Если температура по длине печи переменна, то такой режим называется методическим. В 1 части книги отмечалось, что при нагреве в металле возникают температурные напряжения, которые не должны превышать максимально допустимых. Температурные напряжения пропорциональны перепаду между температурами поверхности и центра металла. Чем выше температура в печи, в которую попадает холодный металл, тем быстрее растет температура поверхности металла. Если нагревается тело, массивное в тепловом отношении, то резкое повышение температуры поверхности может вызвать возникновение чрезмерного температурного перепада. Поэтому массивный металл нагревают сравнительно медленно, постепенно (Методически), до тех пор, пока он не при. обретет необходимых пластических свойств, т. е. до -5О0° С. Этим и вызвано использование методического температурного режима работы печей (рис. 156). В 1 зоне (методической) происходит постепенный нагрев металла; во II зоне (сварочной) — нагрев металла до тех пор, пока его поверхность не достигнет конечной температуры нагрева; в III зоне (томильной) при неизменной температуре поверхности осуществляется выравнивание температуры по толщине металла. Следует одновременно с этим заметить, что температура печи в месте загрузки металла очень сильно влияет на производительность печи. Вызвано это тем, что чем выше разница температур между печью и металлом, тем больше тепла он поглощает и тем быстрее нагревается. Поэтому нередко в существующих печах, стремясь увеличить производительность, принимают различные меры для повышения температуры в зоне посадки металла выше 850—900° С. для нагрева металла, который по своим размерам и свойствам ближе к тонкому телу, чем к массивному (например, слябы), созданы печи, работающие по режиму, занимающему промежуточное положение между камерным и методическим (см. рис. 156). Чтобы обеспечить общий подъем температурного уровня, в печи выполняют две сварочных зоны, в каждой из которых происходит сжигание топлива. Назначение IIIзоны при этом сохраняется. При нагреве металла тонкого в тепловом отношении используют камерный режим, при котором поддерживается практически одинаковая температура по всему рабочему пространству.
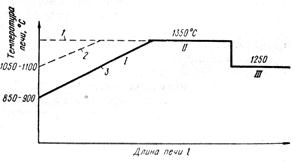
Рис. 156. температурные режимы нагревательных печей:
1 — камерный; 2 — промежуточный; З — методический
О т о п л е н и е п е ч е й. Обеспечение того или иного температурного режима работы печи достигается соответствующим расположением горелочных устройств и дымоотводящих каналов. Для обеспечения камерного режима необходимо горелки (форсунки) и дымоотборные каналы равномерно распределить по длине рабочего пространства. Методический режим нагрева металла происходит в тех случаях, когда при встречном движении металла и дымовых газов горелочные устройства располагают на одном конце рабочего пространства в зоне интенсивного нагрева металла, а дымоотборные каналы на другом, где металл загружается в печь. При этом дымовые газы будут постепенно остывать, отдавая тепло Металлу, температура которого будет постепенно повышаться. Метод отопления и тип горелочных устройств должны быть выбраны таким образом, чтобы достигались такая калориметрическая температура, при которой в печи будет поддерживаться необходимая рабочая температура. В методических печах эта минимально необходимая калориметрическая температура составляет 1800° С, а в проходных печах с роликовым и шагающим подом она равна 20000 С. Как известно, калориметрическая температура горения топлива
tк=
зависит от четырех основных факторов:
1) теплоты сгорания топлива;
2) количества тепла С2, вносимого подогретым воздухом;
3) количества тепла С, вносимого. сжигаемым топливом;
4) количества дымовых газов о, образующегося от сжигания единицы топлива (м³/м³;м³/кг).
Выбор теплоты сгорания топлива зависит от тех возможностей, которыми располагает данное предприятие. Мазут стараются применять лишь в том случае, если нет газа. Подогрев воздуха и газа связан с установкой на печи рекуператоров. Если необходимо подогреть воздух до 4000 С и выше, то обычно применяют керамические рекуператоры, если до 30— 350° С, то используют различные металлические рекуператоры. Подогрев газа всегда осуществляется в металлических сварных рекуператорах, характеризуемых абсолютной герметичностью. Количество образующихся дымовых газов зависит не только от вида топлива, но и от коэффициента избытка воздуха, величина которого зависит от конструкции применяемого горелочного устройства. Таким образом, комбинируя эти факторы с подбором наиболее экономичного варианта, разрабатывают метод отопления печей. Необходимо заметить, что подогрев воздуха за счет тепла отходящих дымовых газов экономически целесообразен всегда, в том числе и в тех случаях, когда печь отапливается топливом с высокой теплотой сгорания, при которой необходимое значение ,. будет достигнуто и без подогрева воздуха и газа. При этом будет развиваться калориметрическая температура, превышающая минимально необходимую. Однако требуемую рабочую температуру в печи можно поддерживать регулированием расхода топлива. Кроме величины коэффициента избытка воздуха, выбор горелочных устройств приходится выполнять, учитывая следующие теплотехнические и эксплуатационные соображения:
1) какой характер должно иметь горение топлива (растянутый или концентрированный);
2) какое давление газа можно использовать без излишних затрат на его создание;
3) возможны ли существенные колебания величины теплоты сгорания топлива; 4) как расположить горелки в печи, чтобы достигался наиболее эффективный нагрев металла.
Для иллюстрации рассмотрим несколько примеров. 1. В методических печах при отоплении их топливом с высокой теплотой сгорания (природным газом) для создания по длине печи более равномерного теплового потока на металл целесообразно иметь растянутый факел. Растянутый факел можно получить, используя горелку, дающую плохое смешение топлива с воздухом. Такой конструкцией будет двухпроводная горелка (труба в трубе2), которая и является оптимальной для указанных условий. 2. При отоплении роликовых печей горелки устанавливают на боковых стенах, и поскольку эти печи не широкие, возникает необходимость использовать такие горелки, которые обеспечивают концентрированное горение и создают короткий факел, не касающийся противоположной стены. В этом случае целесообразно применить инжекционные горелки, которые дают очень хорошее смешение и удовлетворяют вышеуказанным требованиям. Инжекционные горелки требуют достаточно высокого давления газа 15 000—20 000 Н/м2 (—.-1500—2000 мм вод. ст.), которое нужно дополнительно создавать. Поэтому в ряде случаев при подобных требованиях целесообразно применять горелки с улучшенным смещением (турбулентные), дающие короткий факел и не требующие высокого давления газа. В тех случаях, когда возможны существенные колебания теплоты сгорания топлива, следует применять горелки типа труба в трубе>, у которых при этих колебаниях не будет существенно изменяться тепловая мощность. Применение в подобной ситуации инжекционных горелок приведет к снижению не только тепловой мощности печи в целом, но и ее производительности.
Целесообразное расположение горелок в печи с точки зрения создания наивысшего теплового потока на металл имеет первостепенное значение. Причем наивысший тепловой поток следует получать без увеличения угара металла, т.е. не направляя факел на металл. Рассматривая вопрос о теплоотдаче на металл, следует отметить, что возможны два крайних случая. Первый, когда пламя сжигаемого топлива (природного газа, мазута) имеет высокую степень черноты и излучает по всему спектру. В этом случае наибольший тепловой поток на металл достигается при оптимальном соотношении излучательной способности пламени и кладки (см. гл. 1, ч. У). Второй случай наблюдается, когда при совершенном смешении топлива с воздухом происходит полное сжигание газообразного топлива и продукты сгорания состоят из СО, Н20 и азота. При этом продукты сгорания будут излучать тепловую энергию лишь в тех спектральных диапазонах, которые соответствуют полосам излучения СО2 и Н20. Если учесть, что металл имеет интегральную степень черноты около 0,8 и поглощает тепловую энергию по всему спектру, то станет ясно, что в этих условиях целесообразно максимально развивать излучение кладки, характеризуемой также полным спектромизлучения. Поэтому чтобы нагреть кладку (обычно свод печи) до значительной температуры, можно применить два метода: либо направить горелки на свод печи, либо применить сводовое отопление, используя плоскопламенные или радиационные горелки. Второй метод совершеннее и эффективнее; поэтому он получает все большее распространение особенно в широких печах (с шириной до 10—12 м), где арочный, или чаще подвесной свод является решающим компонентом в общем теплообмене. В настоящее время сводовыми горелками оборудуют нагревательные печи различного типа: методические с шагающим подом, с роликовым подом, с кольцевым подом, причем применение отопления такого вида дает весьма существенный эффект, значительно повышая интенсивность и равномерность нагрева металла. Сводовое отопление применяют как при создании новых печей, так и при реконструкции существующих. В частности, при реконструкции методических печей с целью повышения их производительности сводовые горелки устанавливают в своде методической части печи. Установка горелок в своде томильной зоны способствует ускоренному прогреву металла по толщине. Опыт эксплуатации печей со сводовым отоплением показывает (по литературным данным), что производительность печей со сводовым отоплением на 20—40% выше, а стоимость нагрева вдвое меньше, чем у печей с обычным отоплением. Резкое снижение стоимости нагрева связано со значительным (до 40—45%) уменьшением удельного расхода тепла. Правда, капитальные затраты на строительство печей со сводовым отоплением выше из-за увеличения числа горелок и другого оборудования. Сводовое отопление в сочетании с механизированным подом (с шагающими балками, с роликами) — наиболее перспективное направление в развитии нагревательными печей прокатного производства.
Ф у т е р о в к а п е че й. Наиболее ответственной частью футеровки проходных нагревательных печей являются участки монолитного пода, футеровка элементов шагающего пода, т. е. все элементы футеровки, подвергающиеся воздействию окалины при достаточно высокой температуре (1200—1250° С), при которой окалина может активно взаимодействовать с огнеупорными материалами. В силу этого верхние слои таких участков футеровки печи обычно выполняют из хромомагнезита, магнезитохромита и талькового кирпича — материалов, не взаимодействующих с окалиной. Есть положительный опыт выполнения монолитного вода из электроплавленого корунда (93% А1203): к кладке пристает сравнительно небольшое количество окалины, а образующиеся бугры ее легко счищаются. Подину обычно выполняют трехслойной:
1) из хромомагнезита (или другого окалиностойкого материала);
2) шамота класса Б; 3) диатомитового кирпича.
В печах с нижним обогревом под нижнего обогрева также делают трехслойным (хромомагнезит шамот, диатомит). Своды печей выполняют арочными и подвесными. В качестве огнеупорного материала чаще всего используют шамот класса А и каолиновый кирпич. Стены печей выкладывают в низкотемпературных зонах двухслойными (шамот класса Б и диатомит), в высокотемпературных зонах трехслойными (шамот класса А или каолии, шамот класса Б, диатомит).
Толкательные методические печи. Методические толкательные печи до самого последнего времени удовлетворяли требованиям по производительности и удельному расходу тепла. В последнее время наметилась прогрессивная тенденция к увеличению длины заготовки, и как следствие, к увеличению ширины нагревательных печей. Уширение толкательных методических печей значительно усложняет их эксплуатацию, особенно удаление окалины с пода печи. Поэтому, несмотря на то, что в прокатных цехах в настоящее время основным типом нагревательных печей являются толкательные методические печи, перспективы их дальнейшего распространения весьма ограничены. Расширяется применение более совершенных печей с шагающими балками, которые могут работать так же, как и толкательные печи, в режиме методического нагрева.
Тепловой и кемпературный режим методических печей неизменны во времени. Вместе с тем температура в методических печах значительно меняется по длине печи. Характер изменения температуры по длине печи определяет число и назначение ее зон. Металл поступает в зону наиболее низких температур и, продвигаясь навстречу дымовым газам, температура которых все повышается, постепенно (методически) нагревается. Методические печи по числу зон нагрева металла могут быть двух, трех- и многозонными (рис. 157) с односторонним и с двусторонним нагревом металла. Рассмотрим назначение зон на примере трехзонной печи. Методическая зона — первая (по ходу металла), с изменяющейся по длине температурой. В этой воне металл постепенно подогревается до поступления в зону высоких температур (сварочную). Как было отмечено, во избежание возникновения чрезмерных термических напряжений часто необходим медленный нагрев металла в интервале температур от О до 550° С. Вместе с тем методическая зона представляет собой противоточный теплообменник. Находящиеся в состоянии теплообмена дымовые газы и металл двигаются навстречу друг другу. Металл нагревается дымовыми газами, т. е. утилизирует тепло дымовых газов, отходящих из зоны высоких температур. Общее падение температуры дымовых газов в методической зоне весьма значительно. Обычно в зоне высоких температур методических печей температура газов держится на уровне 1300—1400° С, в конце же методической зоны она находится в пределах 850—1100° С. Методическая зона значительно увеличивает коэффициент использования топлива. Зона высоких температур или сварочная — вторая по ходу металла, В этой зоне осуществляется быстрый нагрев поверхности заготовки до конечной температуры. Температура нагрева металла в методических печах обычно составляет 1 150—125О С для интенсивного нагрева поверхности металла до этих температур в сварочной зоне необходимо обеспечивать температуру на 150-250° С выше, т. е. температура газов в сварочной зоне должна быть
1300-14000 С. Томильная зона (зона выдержки) — третья по ходу металла. Она служит для выравнивания температуры по сечению металла. В сварочной зоне до высоких температур нагревается только поверхность металла. В результате создается большой перепад температур по сечению металла, недопустимый по технологическим требованиям. Температуру в томильной зоне поддерживают всего на 30—50° С выше необходимой температуры нагрева металла. Поэтому температура поверхности металла в томильной зоне не меняется, а происходит
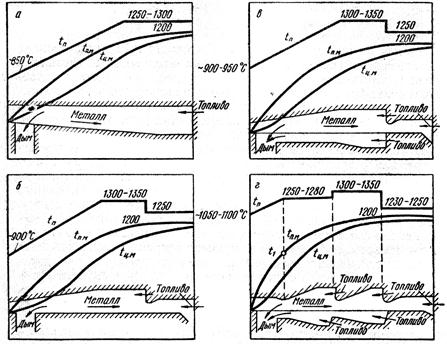 Рис. 157. температурный режим и профиль методических толкательных печей а — двухзонная печь с монолитным подом; б — трехзонная печь с монолитмын подом в — то же, с нижним обогревом; а — многозонная печь с нижним обогревом
Рис. 157. температурный режим и профиль методических толкательных печей а — двухзонная печь с монолитным подом; б — трехзонная печь с монолитмын подом в — то же, с нижним обогревом; а — многозонная печь с нижним обогревом
только выравнивание температуры по толщине заготовки. Подобный трехступенчатьий режим нагрева необходим в тех случаях, когда нагревают заготовки, в которых может возникнуть значительный перепад температур по толщине (более 200° С на 1 м толщины металла). Такие печи (с тремя зонами> называют трехзонными методическими печами (рис. 157, 6, в).
В ряде случаев при нагреве тонких заготовок нет необходимости делать выдержку для выравнивания температур по сечению, так как возникший в сварочной зоне перепад температур небольшой. Томильную зону при этом не предусматривают и применяют двухзонные печи — с методической и сварочной зонами (рис. 157, а). В других случаях при нагреве металла перед прокаткой на листовых и сортовых станах выполняют четырех- и пятизонные методические печи для повышения общего температурного уровня печи и получения большей производительности. В этом случае делают две или три сварочные зоны, в каждой из которых устанавливают горелки. Это позволяет повышать температуру в конце (по ходу газов) методической зоны, уменьшить ее длину а увеличить общую длину зоны высоких температур, в результате чего достигается более форсированный нагрев металла. В зависимости от толщины заготовки в методических печах можно применить односторонний ли двусторонний нагрев заготовок. При толщине заготовок до 100 мм двусторонний нагрев не рационален, так как для таких заготовок интенсивный (ускоренный) нагрев поверхности заготовки в сварочной зоне приведет к удлинению выдержки в томильной камере. Причем увеличение длительности выдержки будет больше, чем выигрыш во времени нагрева в сварочной зоне, достигнутый за счет применения нижнего обогрева. При одностороннем нагреве заготовки движутся по монолитному поду (рис. 157, а, 6). для обеспечения двустороннего обогрева на всю длину сварочной и методической зон делают специальную камеру со своим собственным отоплением.
При нижнем обогреве вдоль печи прокладывают специальные глиссажные (водоохлаждаемые) трубы, по которым движется металл. При охлаждающем действии глиссажных труб в нижнюю часть сварочной зоны печи необходимо подавать больше тепла, чем в верхнюю. Глиссажные трубы выполняют только в методической и сварочной зонах. В томильной зоне глиссажных труб нет, так как в местах соприкосновения заготовки с водоохлаждаемыми трубами металл прогревается хуже, и на его поверхности образуются темные пятна. Поэтому в трехзонных печах с нижним обогревом томильная зона предназначена не только для выравнивания температуры по толщине металла, но м для ликвидации темных пятен на нижней поверхности заготовки, что было бы невозможно при наличии глиссажных труб в томильной зоне.
В двухзонных печах с нижним обогревом часть сварочной зоны выполняют без нижнего обогрева для ликвидации темных пятен от охлаждающего действия глиссажных труб. В настоящее время предпринимаются попытки использования двустороннего нагрева и в пределах томильной зоны. для этого используют мощные глиссажные шины особой конструкции, в которых отсутствует возможность охлаждения металла снизу. Конструкция таких шин рассмотрена ниже. Выбор конструкции методической печи и графика нагрева зависит от толщины заготовки, пластичности металла в холодном состоянии и теплофизических свойств нагреваемого металла. Ограничение скорости нагрева холодного металла в интервале температур от О до 50000С распространяется в основном на качественные и высоколегированные стали. Этим сталям свойственны относительно низкие коэффициенты теплопроводности и температуропроводности, в результате чего чрезмерная скорость нагрева (слишком быстрое увеличение величины dt/dτ)может привести к недопустимому перепаду температур по толщине заготовки (dt/dy). Скорость повышения температуры металла в начале его нагрева в первую очередь зависит от того, какова температура в начале методической зоны, при которой проводится посад холодного металла. Выбор этой температуры, а следовательно, температурного режима печи и ее конструкции во многом зависит от того, какая начальная температура печи допустима для той или иной марки стали. Существует большое число весьма ходовых марок стали (углеродистые, низколегированные, рельсовые и др.), для которых эта температура неограниченна, Однако для ряда других марок стали должны быть введены достаточно строгие ограничения, вплоть до того, что некоторые стали (например, ШХ-15 и др.) можно помещать в печь, температура которой не превышает 600—650° С, Ограничения подобного рода достаточно четко определены и приведены в соответствующей справочной литературе.
Большое значение для работы методических печей имеет способ выдачи металла из печи. Различают торцовую и боковую выдачи металла. При торцовой выдаче необходим один толкатель, который выполняет и роль выталкивателя. Для печей с боковой выдачей устанавливают не только толкатель, но и выталкиватель, поэтому такие печи при размещении в цехе требуют больших площадей. Однако с точки зрения тепловой работы печи с боковой выдачей имеют преимущества. При торцовой выдаче через окно выдачи, расположенное ниже уровня пода печи, происходит интенсивный подсос холодного воздуха. Явление подсоса усиливается инжектирующим действием горелок, расположенных в торце томильной зоны. Подсосанный в печь холодный воздух вызывает излишний расход топлива и способствует интенсивному зарастанию подины печи образовавшейся окалиной.
Методические нагревательные печи по сравнению с камерными обеспечивают более высокий к. п. д. и более высокий к. и. т. в рабочем пространстве, что объясняется наличием методической зоны. Если в камерной печи при температуре в рабочем пространстве —--1400° Си нагреве металла до 1200° С температура уходящих продуктов сгорания составляет 1350—1400° С, то в методической печи при тех же условиях эта температура составит 850-.--950° С. Поэтому к. п. д. методических печей может достигать 40—45%. Основными статьями расходной части теплового баланса методических печей являются,%:
Тепло, затрачиваемое на нагрев металла.30—45
Потери тепла с уходящими газами 45—50
То же, с охлаждающей водой 10—15
Конструкцию методических печей выбирают в зависимости от типа стана и вида топлива. Тип стана определяет производительность печей, толщину применяемой заготовки, температуру нагрева металла и его сортамент. От вида используемого топлива зависит конструкция торелочных устройств и применение рекуператоров. В табл. 36 приведены данные, которые позволяют ориентироваться в выборе конструкции методических печей. -
Как было отмечено, при горизонтальном воде квадратные заготовки без взгорбливания проталкиваются через печь, если их общее число не превышает 200. Для увеличения числа заготовок и, как следствие, для увеличения производительности печи под печи делают наклонным на 6—8°. При этом угле наклона число заготовок, находящихся в печи, можно увеличить до 240—250. Увеличение угла наклона недопустимо во избежание самопроизвольного сползания заготовок. Для достижения требующейся рабочей температуры в печи,необходимо, как уже отмечалось, чтобы калориметрическая температура горения составляла 1800° С и более. Подобная калориметрическая температура может быть достигнута при использовании:
1) высококалорийного топлива газа с теплотой сгорания выше
12 570 кДж/м8 или мазута. В этом случае утилизация тепла отходящих дымовых газов преследует только одну цель — повыситьэкономичность работы печи (снизить расход топлива), а для повышения калориметрической температуры подогрев воздуха и газа в данном случае необязательны;
2) холодного газа, характеризуемого средней теплотой сгорания,
равной 8400 кДж/м3, с подогревом воздуха до 450—500° С
и применением горелок любой конструкции — как с предварительным,
так и с внешним смешением;
3) газа с низкой теплотой сгорания, т. е. = 5000+ +5800 кДж/кг,вплоть до чистого доменного газа с подогревом воздуха до 500—550°. С и газа до 250—300° С, а также обязательно с применением инжекционных горелок, обеспечивающих хорошее смешение топлива с воздухом при наиболее низкой величине п =1,02/1,03.
Таким образом, основными конструктивными особенностями
толкательных методических печей являются:
а) наклонный или прямой под;
б) торцовая или боковая выдача;
в) число зон отопления;
г) конструкция горелок;
д)установка или отсутствие рекуператоров.
Рассмотрим одну из печей для мелкосортных станов (рис. 158),
созданную под руководством Б. Р. Именитова. Это трехвонная
печь с нижним обогревом и наклонным подом. В ее конструкции
наиболее гармонично и рационально воплощены все доступные
возможности для максимального увеличения калориметрической
температуры горения. В свое время это было необходимо, так как
до начала широкой разработки месторождений природного газа
на некоторых отечественных заводах ощущалась острая нехватка
коксового газа и нужна была конструкция методической печи,
работающей на газообразном топливе с низкой теплотой сгорания.
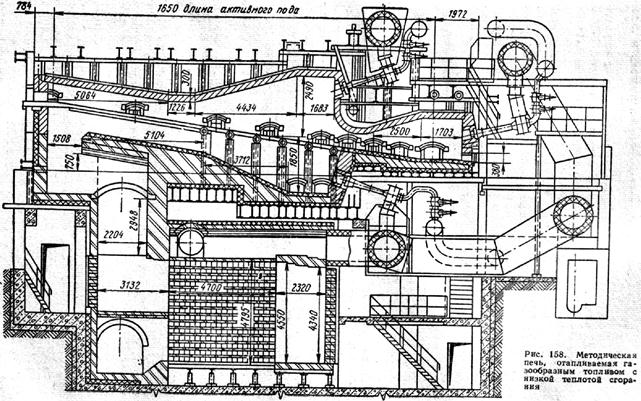
В этих печах применение инжекционных горелок на подогретом
до 550° С воздухе позволяет наиболее рационально использовать
химическое тепло топлива. Воздух для горения засасывается из
атмосферы через расположенный под печью керамический рекуператор
из шамотных блоков и систему воздухопроводов. Аэродинамическое
сопротивление воздушного пути преодолевается за счет
геометрического напора подогретого воздуха, движущегося вверх
через рекуператор и воздухопроводы, а также в результате инжектирующего
действия горелок. Поэтому утечки воздуха практически
нет, а управление тепловым режимом можно автоматизировать.
Подобные печи обеспечивают удельную производительность
550 кг/(м².ч) при удельном расходе тепла 2095 кДж/кг. В подобных
печах газообразное топливо подогревают до 250—300° С в металлических трубчатых рекуператорах, устанавливаемых в дымовом борове последовательно за воздушным рекуператором. Однако дальнейшее распространение этих печей ограничено, так как при теплоте сгорания доменного газа 3770 кДж/м², tв=550°С и tг=300°С калориметрическая температура горения равна примерно 1700° С, что является самым нижнимвозможнымпределом. Повысить температуру подогрева воздуха свыше 550° С нельзя, так как возможно самовоспламенение смеси в корпусе горелки. Осуществить устойчивый подогрев газа выше 300° С также трудно, поскольку температура дымовых газов за керамическим рекуператором не превышает 550—600° С. Кроме того, на заводах наметилась тенденция к уменьшению теплоты сгорания доменного газа. При использовании трехзонных методических толкательных печей на среднесортных и крупносортных станах под печи выполняют прямым, с торцовой подачей и выдачей металла. При этом так же, как в печи, изображенной на рис. 158, сохраняется три зоны отопления при увеличении общей тепловой мощности печи в соответствии с ее производительностью. У всех методических трехзонных печей весьма схожие характеристики по напряженности активного пода и удельному расходу
тепла. Лишь для печей с монолитным подом и с нижним обогревом эти -показатели изменяются (табл. 37). Существенное увеличение производительности кр упносортньтх и особенно листовых станов требует, естественно, увеличения производительности пролета нагревательных печей. Решать эту задачу можно двумя способами: либо увеличить число печей при прежней интенсивности нагрева, либо поднять интенсивность нагрева и, значительно увеличив производительность отдельного печного агрегата, применить меньшее число агрегатов при общем увеличении производительности всего пролета. Следует предпочесть второй способ, так как при нем снижаются затраты на строительство печей. Однако, чтобы поднять интенсивность нагрева, необходимо повысить температуру в низкотемпературной зоне печи, что возможно для тех заготовок, скорость нагрева которых практически неограничена. Именно в таких случаях и применяют многозонные печи (рис. 157 и 159), где методическая зона по существу, отсутствует, а температурный режим печи приближается к камерному. В этих печах первая по ходу металла весьма короткая зона не
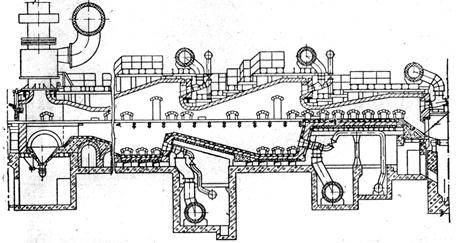 Рис.159. Многозонная методическая нагревательная печь
Рис.159. Многозонная методическая нагревательная печь
может уже называться методической, так как не выполняет функции медленного, постепенного нагрева заготовки. Ее правильнее называть начальной зоной печи. Как показали исследования изменения температуры слябов в действующих печах, металл в этой зоне многозонной печи нагревается всего до 350—400° С, тогда как в трехзонных методических печах к концу методической зоны металл достигает 750—800° С. Это говорит о том, что начальная зона многозонных печей имеет подчиненное значение и не играет практически самостоятельной теплотехнической роли. Повышение интенсивности нагрева, достигаемое в многозонных печах, позволяет увеличить напряжение пода печей до 600—650 кгс/(м2.ч), а производительность отдельных печей к листовым станам (слябы длиной до 12м) довести до 200—250 т/ч. При создании методических печей важно правильно в соответствии с назначением каждой зоны отопления распределить топливо по зонам. Ниже приведены данные по обычно применяемому распределению топлива по зонам методических печей. Определив из теплового баланса печи общий расход топлива и распределив его по зонам, выбирают, исходя из конструктивных соображений, число горелок на каждую зону, а затем тепловую производительность и размеры каждой горелки (форсунки).
В методических печах с нижним обогревом на каждый ряд движущихся в печи заготовок устанавливают по две-три продольные глиссажные трубы. для предохранения труб от истирающего воздействия движущегося металла к ним приваривают металлические прутки. Продольные глиссажные трубы в значительной части методической зоны опираются на продольные огнеупорные столбики. В высокотемпературной зоне продольные глиссажные трубы опираются на поперечные водоохлаждаемые трубы, расположенные на расстоянии 1—1,5 м одна от другой. Концы поперечных труб выведены за пределы печи и прикреплены к вертикальным стойкам каркаса. В. середине поперечные глиссажные трубы опираются на вертикальную опору, выполненную из пары водоохлаждаемых труб, футерованных снаружи огнеупорным кирпичом. Чтобы снизить охлаждающее действие глиссажных труб, предусматривают тепловую изоляцию, в качестве которой применяют специальные огнеупорные блоки. Блоки нанизывают на трубу и прикрепляют специальными металлическими штырями (рис. 160). Однако стойкость тепловой изоляции глиссажньтх труб все еще недостаточна.
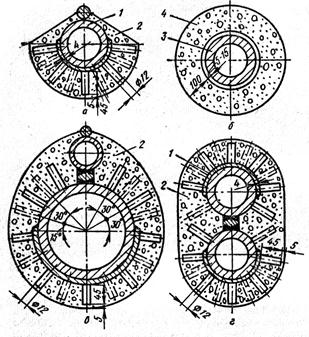 Рис. 160. Изоляция подовых труб:
Рис. 160. Изоляция подовых труб:
а — продольной трубы; б — стяжка поперечной трубы; в — продольной трубы и опорного змеевика; г— двойной поперечной трубы: 1—. термоблок; 2— набивка из жароупорного бетона; 3— стояк поперечной трубы; 4 — фасонный кирпич
Потери тепла с охлаждающей водой при использовании набивной изоляции между шипами по сравнению с потерями при неизолированной трубе снижаются в 2—3 раза, а при навесной изоляции из сегментов или блоков их удается снизить в 4,6—б,3 раза. Промышленная проверка срока службы блочной изоляции показала, что для печей, отапливаемых газом, где температура под 3 металлом не превышает 1375° С, применимы набивные и сборные шамотные блоки, срок службы. которых в указанных условиях
составляет от 9 мес. (в области повышенных температур) до 2 лет
(в области пониженных температур). В печах, отапливаемых мазу- том, где температура под металлом достигает 1500° С, хорошие результаты показали набивные блоки, изготовленные из магнезитовой (магнезитохромитовой) массы, срок службы которых составляет более 9 мес. Обычно глиссажные трубы в гомильной зоне отсутствуют, и металл прогревается по сечению, находясь на монолитном огнеупорном поду. Одновременно с прогревом по сечению удаляются темные пятна на нижней поверхности металла, возникшие от охлаждающего действия глиссажных труб в методической и сварочной зонах. Как отмечалось выше, в настоящее время разработаны глиссажные шины особой конструкции, позволяющие и в томильной зоне создать двусторонний подвод тепла к поверхности металла. Подобные шины представлены на рис. 161. Наличие в конструкции керамического бруса предотвращает охлаждающее действие воды на нагреваемый металл.
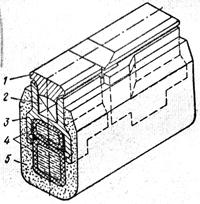 Рис.161. Глиссажные шины для обеспечения двустороннего нагрева в томильной зоне: 1— металлические направляющие, по которым скользит металл; 2— керамический брус; 3 — металлический корпус для установки керамического бруса и металлических направляющих; 4 — водоохлаждаемые трубы; 5 — тепловая изоляция
Рис.161. Глиссажные шины для обеспечения двустороннего нагрева в томильной зоне: 1— металлические направляющие, по которым скользит металл; 2— керамический брус; 3 — металлический корпус для установки керамического бруса и металлических направляющих; 4 — водоохлаждаемые трубы; 5 — тепловая изоляция
Угар металла и удаление окалины. В нагревательных печах, работающих с открытым пламенем, неизбежно происходит угар (окисление) металла. Количество металла, пере шёдшего в окалину, зависит от основных факторов: состава атмосферы, температуры и времени пребывания металла в печи. Чем больше содержится окисляющих газов (О2, SO2, СО2, Н2O) в атмосфере печи, чем выше температура и больше время пребывания заготовок в печи, тем больше угар металла (обычно составляющий 1,5—2%), который не только вызывает экономические потери, но и серьезно усложняет эксплуатацию печей. В большинстве современных методических печей есть участки, имеющие монолитный под, с материалом которого и взаимодействует окалина, образуя бугры и препятствуя нормальному проталкиванию заготовок. Поэтому необходимо стремиться и к уменьшению угара и к тому, чтобы конструкция печи была приспособлена к надежной работе при неизбежном угаре металла.
В первой части книги было отмечено, что интенсивное увеличение окисления металла начинается с температуры поверхности металла 850—900° С. Поэтому температурный режим печи следует выбирать таким образом, чтобы время нагрева металла с 850— 900° До температуры прокатки (≈1200° С) было как можно короче. Заготовки должны сравнительно медленно, без возникновения существенного перепада температур по сечению, нагреваться до 850_9000 С в зоне предварительного нагрева печи, в которой
максимальная температура достигает 10000 С. Затем они попадают в зону ускоренного нагрева с температурой 1350°С, где как можно быстрее должны нагреваться до температуры прокатки. для обеспечения скачка температуры прi
переходе из зоны предварительного нагрева в зону ускоренного нагрева между зонами необходимо выполнять достаточно глубокий пережим свода, чтобы тепло из высокотемпературной зоны вследствие лучистого тепло- обмена не уходило в зону низкотемпературную. Целесообразно для ускорения нагрева в высокотемпературной зоне применять специальные меры для интенсификации металла без чрезмерного повышения температуры зоны. Такими методами являются практически всестороннего нагрева металла, как например, в печах с шагающими балками, снабженными нижним обогревом. Из сказанного о назначении зон ясно, что скорость перемещения металла в пределах зон предварительного и ускоренного нагревов может быть неодинаковой. Поэтому необходимо предусмотреть возможность перемещения металла с разной скоростью, например использование шагающего пода, разделенного на две части. Удаление окалины и шлака с пода толкательных методических печей — трудоемкая и тяжелая операция, зачастую выполняемая вручную через боковые окна при помощи длинного лома, кувалды и скребка с длинной ручкой.. Подину чистят как по ходу печи, так и в период ремонтов. Для очистки по ходу печи через печь пропускают специальный фигурный сляб (рис. 162). В других случаях работают длительное время с наращиванием шлака на монолитном поду. В период ремонта перед чисткой пода печь вручную или при помощи специального приспособления (см. рис. 163) освобождают от металла. для чистки пользуются всевозможным инструментом — от ломов до отбойных молотков. В печах с нижним обогревом окалину из нижних зон периодически удаляют через боковые окна.
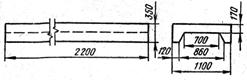 Рис.162. Фигурный сляб для очистки подины от окалины
Рис.162. Фигурный сляб для очистки подины от окалины
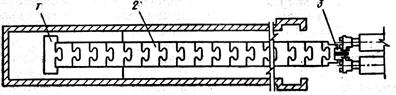 Рис.163. Приспособление для освобождения толкательной печи от металла: 1- плита-башмак; 2- плита-вставка; 3- скоба
Рис.163. Приспособление для освобождения толкательной печи от металла: 1- плита-башмак; 2- плита-вставка; 3- скоба
Печи с шагающим подом.. Строительство печей с шагающим подом обходится на 15% дороже, чем пятизонных печей аналогичной производительности, однако печи с шагающим подом все шире применяют для нагрева металла перед сортовыми, толстолистовыми и другими станами.
В настоящее время такие печи эксплуатируются в Японии, США, ФРГ и других странах. Несколько печей этого типа с успехом 1 г работают и в СССР. Преимущества этих печей перед печами толкательного типа, обусловленные методом транспортирования металла через печь, могут быть разделены на две группы:
1)эксплуатационные;
2) связанные с возможностью обеспечения значительно более высокой интенсивности нагрева металла.
Эксплуатационные преимущества состоят в ликвидации проблемы уборки окалины из печи; возможности легко удалять металл из печи в случае остановок стана и ремонтов; возможности гибкого регулирования скорости перемещения металла через печь, что очень важно при частом изменении сортамента металла; уменьшении на 30% повреждений поверхности нагреваемых заготовок; значительном (до 0,3—0,5%) снижении угара металла за счет повышения скорости нагрева и отсутствии осыпания окалины.
Наряду с этими эксплуатационными преимуществами применение шагающего пода Позволяет обеспечить практически всесторонний нагрев металла. Это особенно сказывается при нагреве квадратных заготовок, прокатываемых на сортовых станах, и позволяет значительно увеличить интенсивность нагрева металла, В печах с шагающим подом поверхность нагрева квадратных заготовок увеличивается вдвое по сравнению с толкательными печами с нижним обогревом. Так, например, на одной из отечественных печей, обслуживающей мелкосортный стан и нагревающей заготовку 80х80 мм, продолжительность нагрева, отнесенная к толщине заготовки (в сантиметрах), составила 3—4 мин/см, тогда как в толкательных печах эта величина лежит в пределах 6—8 мин/см. Эти цифры соответствуют напряжению активного пода 1200—1500 и 800—1000 кгс/(м².ч).
Тепловой и температурный режимы печей с шагающим подом Неизменны во времени, так как это проходные печи постоянногодействия. Говоря о температурном режиме, следует заметить, что печи подобного типа могут работать как по камерному режиму, так и с переменной температурой по длине печи. Как уже отмечалось, температурный режим печей зависит от характера их Отопления, а также от распределения горелок и дымоотводов. В печах с шагающим подом применяют самое разнообразное расположение горелок:
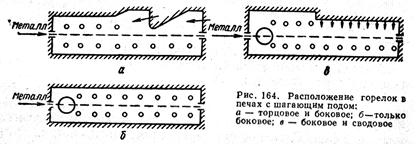
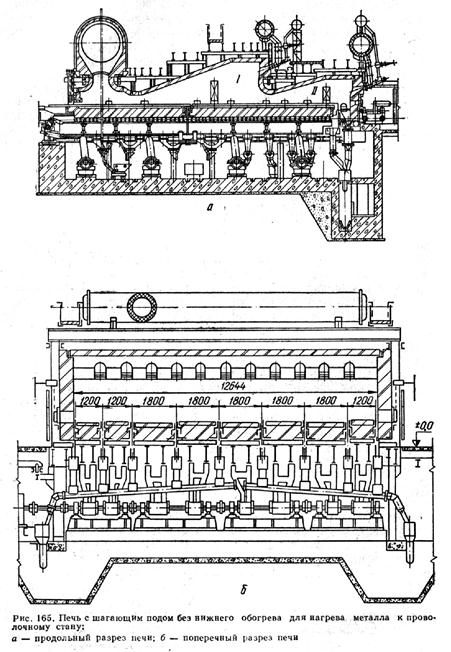
торцовое, боковое и сводовое (рис. 164). Наиболее часто пользуются комбинированным расположением горелок: торцовым боковым или боковым и сводовым. При боковом отоплении ширина печи ограничивается 11—12 м. При большей ширине печи возможно возникновение Неравномерности нагрева по длине заготовки (сляба). При сводовом отоплении заготовки греются достаточно равномерно, поэтому целесообразен такой метод отопления, когда нижнийобогрев оборудован боковыми горелками, а в зонах верхнего обогрева использованы сводовые горелки, Продукты сгорания топлива отводят на стороне загрузки металла, и печи с шагающим подом работают обычно с переменной Температурой по длине. В отличие от методических толкательных печей в печах с шагающим подом нагрев металла происходит во всех зонах, но интенсивность его в разных зонах может быть различной. Так, например, печь, нагревающая заготовки размером 80х80 мм для прокатки на проволочном стане (рис. 165) работает при следующем температурном графике:
Начало зоны предварительного нагрева (место загрузки металла)- 740-900 С
Первая по ходу металла зона нагрева- 1000-1150 С
Вторая по ходу металла зона нагрева- 1220-1300 С
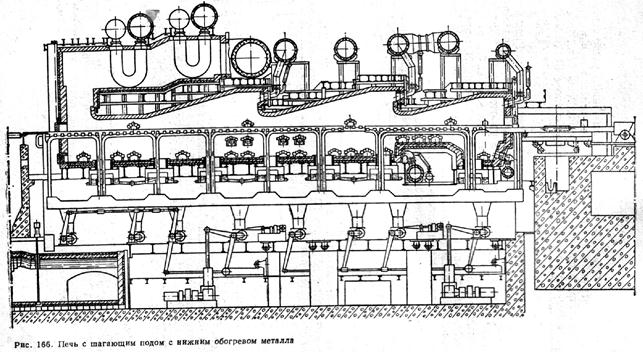
Печи с шагающим подом выполняют как без нижнего обогрева (рис. 165), так и с нижним обогревом (рис. 166). При наличии нижнего обогрева конструкции шагающего пода делаются водоохлаждаемыми, в результате чего на нагреваемых заготовках образуются темные пятна. Чтобы исключить возникновение темных пятен, на трубы шагающих балок приваривают специальные стояки или подставки, промежутки между которыми заполняют теплоизоляцией, Кроме того, горизонтальные трубы шагающих балок, несущие металл, расположены не параллельно оси печи, и место контакта их со слябом при продвижении металла в печи постоянно меняется.
Конструкция печей.. Рассмотрим под таких печей. Возможны следующие варианты конструктивного оформления идеи “шагания” пода:
1) под печи может состоять из трех частей в двух вариантах:
а) неподвижного пода (у стен), шагающих и стационарных балок;
б) неподвижного пода (у стен) и двух групп шагающих балок;
2) под может не иметь элементов неподвижного пода и состоять из двух групп шагающих балок.
При двух группах шагающих балок обеспечивается более высокий темп выдачи заготовок, но стоимость строительства печи возрастает. Щели между шагающими (или шагающими и стационарными) балками полностью перекрыты при помощи кожуха, погруженного в неподвижный водяной затвор. Водяные затворы смещены относительно щели между балками, а напротив щели предусмотрен короб для гидравлического удаления окалины. Устройство водяных затворов исключает попадание в печь воздуха из атмосферы. В печах без нижнего обогрева стационарные и подвижные балки футеруют (сверху вниз) следующим образом: хромитовая пластичная масса огнеупорный материал, содержащий 35—44% Аl2O3 легковесный изоляционный бетон. Части футеровки балок, примыкающие непосредственно к щели, выполняют из огнеупорного бетона, легко восполнимого при ремонтах. В некоторых случаях для футеровки балок применяют магнезитохромитовые кирпичи, что не дает пока вполне удовлетворительного результата. В отечественной промышленности эксплуатируются печи с шагающим подом без нижнего обогрева типа представленной на рис. 15 и создаются печи с нижним обогревом (см. рис. 166). В печах без нижнего обогрева приняты две зоны отопления при следующем распределении тепловых мощностей: первая зона нагрева 36% и вторая зона нагрева 64%. Эти печи оборудованы двухпроводными горелками и
имеют весьма большие резервы по тепловой мощности. В подавляющем большинстве случаев печи могут работать с подачей топлива лишь во вторую зону нагрева. Горелки первой зоны нагрева включаются в том случае, если с целью увеличения производительности печи необходимо поднять температуру в этой зоне и в конце печи. Напряжение активного пода в этих печах достигается 1300— 1400 кгс/(м2.ч), время пребывания заготовок размером 80х80 мм в печи составляет 23—30 мин, удельный расход тепла
1800—2000 кДж/кг. Дымовые газы удаляются в дымосборник, расположенный у торца загрузки, а затем поступают в петлевой металлический
рекуператор, расположенный ниже уровня пола цеха. Температура подогрева воздуха в рекуператоре около 300° с.
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 5707; Нарушение авторских прав?; Мы поможем в написании вашей работы!