КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Печи для термической обработки проката
|
|
|
|
Режимы термической обработки
Наиболее распространенным видом термической обработки сортового проката является отжиг с целью проведения полной фазовой перекристаллизации, которая обеспечит получение необходимой твердости и оптимальной структуры, создающих наилучшие условия для обработки стали резанием. Отжиг стали, как известно, состоит из трех этапов: нагрева до заданной температуры; выдержки при температуре нагрева; охлаждения по тому или иному режиму. Температура нагрева зависит от состава стали и ее выбирают таким образом, чтобы она на 20—40° С превышала положение верхней критической точки Ас3. Для сталей наиболее распространенных типов применяют следующую температуру нагрева С:
Шарикоподшипниковая 780—820
Инструментальная углеродистая 745—820
Инструментальная легированная 730—880
Быстрорежущая 880—900
Скорость достижения конечной температуры нагрева не ограничивается, но обычно она составляет 1000 с/ч. Время выдержки выбирают таким образом, чтобы успели завершиться все те превращения, которые являются целью термической обработки. Строго говоря, выдержку следует проводить после выравнивания температуры по толщине садки металла, В садочных печах выравнивание температуры садки наступает после 10—12 ч с момента начала нагрева. После этого проводят выдержку в течение 2—3 ч.
Скорость охлаждения металла при проведении отжига лимитируется только до 550—600° С, чтобы все превращения аустенита были закончены в перлитной области. Это охлаждение обычно осуществляется. со скоростью 20—30° С/ч. Таким образом, весь цикл отжига сортового проката занимает 18—24 ч.
В некоторых случаях сортовой прокат подвергают нормализации с нагревом до температуры на 30—50° С выше точки Ас3 с последующим охлаждением на спокойном воздухе.
Конструкции печей. Для отжига чаще всего применяют садочные печи: с выкатным подом и с загрузочной машиной (с внешней механизацией). Кроме того, иногда применяют колпаковые печи с радиационными трубами или без них с использованием защитной атмосферы. Для нормализации применяют проходные печи: с шагающим подом, конвейерные и роликовые.
Садочные печи. Некоторое время наиболее распространены были печи с выдвижным подом (рис. 172). В этой печи металл загружают при помощи подвижной тележки и нагревают вместе с печью. Масса садки печей с выдвижным подом меняется в очень широких пределах и обычно составляет около 2 т/м² площади пода. Печь обычно отапливают газообразным топливом, для этого предусмотрено два ряда горелок, расположенных в шахматном порядке. дымовые газы удаляются в боров через шесть отводящих каналов, расположенных попарно в середине и по концам печи. Специфическим недостатком печей с выкатным подом является то, что при выкатывании подиньт теряется пло. С целью устранения этого недостатка для отжига сортового проката применяют печи с механизированной загрузкой металла (см. рис. 171). Печь оборудована подподовыми топками, чаще всего ее отапливают смесью коксового и доменного газов с теплотой сгорания 7540—8380 кДж/м3 при помощи горелок типа втруба в трубе.
Характер движения газов в рабочем пространстве определяется наличием подподовых топок (см. рис. 171). Для удаления дымовых газов из рабочего пространства печи в стенках выполнены специальные каналы, расположенные на уровне вода печи, что обеспечивает удовлетворительный нагрев виза садки. Масса садки печей составляет 15—20 т. Металл загружают в печь при
специальной машины. Отжигу в рассматриваемых печахобычно подвергают
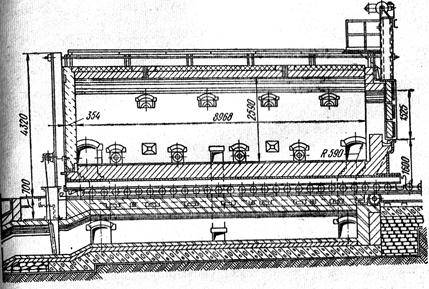
Рис.172. Термическая печь с выдвижным подом
круглые заготовки диаметром 30—60 мм или квадратные сечением 120—180 мм. Между отдельными пакетами металла помещают специальные прокладки, что способствует циркуляции газов внутри садки и повышает равномерность нагрева. В печах с механизированной загрузкой применяют изотермический отжиг с нагревом металла до 780° С и охлаждением до 650° С с выдержкой при этой температуре. Возможны два метода проведения этой операции.
1. Всю операцию проводят в одной печи. Металл нагревают до 780° С, а затем вместе с печью его охлаждают до 650° С и выдерживают при этой температуре. Для ускоренного охлаждения через горелки можно продувать воздух.
2. Операцию проводят в двух печах. Металл нагревают до
780° С в одной печи и пересаживают для выдержки при 650° С
в другую печь. В этом случае на четыре печи для нагрева необходима одна печь для изотермической выдержки.
Второй метод более рационален, поскольку нагревательная печь, а также печь для выдержки, постоянно нагреты до необходимой температуры и периодически не охлаждаются (до 4ОО С и ниже). Это положительно сказывается на работе футеровки и горелок печи и снижает удельный расход тепла, который составляет 3140—3770 кДж/кг. Производительность при втором методе также возрастает и составляет для стали марки ШХ15 800— 900 КГ/Чна каждую печь, тогда как при работе по первому методу на печь Приходится бОО—7ОО кг/ч. В садочных печах, как в печах периодического действия, значительное количество тепла тратится на нагрев кладки. для таких печей предусмотрено, что на нагрев металла должно расходоваться 17—18% тепла, унос с продуктами сгорания составит 54—5б% и потери кладкой будут равны 18—19% тепла. Иначе говоря, тепло, теряемое кладкой, равновелико полезному расходу тепла. Футеровку садочных термических печей выполняют обычно двухслойной: внутренний слой из шамота класса Б, наружный — из теплоизоляцию диатомового кирпича. Поскольку садочные печи имеют переменный во времени температурный режим, тепловой расчет таких печей выполняют на весь цикл работы, а не на 1 ч, как это делают для печей постоянного действия. Садочным печам присущи следующие серьезные недостатки:
а) непостоянный во времени температурный режим, отрицательно Сказывающийся на равномерности нагрева металла;
б) высокий удельный расход топлива, вызванный периодическим нагревом кладки печи;
в) невозможность автоматического регулирования теплового режима печи;
г) непригодность для высокопроизводительного поточно-массового производства
Однако эти печи пока являются наиболее приемлемыми агрегатами для выполнения таких операций термообработки, которые связаны со значительными выдержками и замедленным охлаждением.
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 1322; Нарушение авторских прав?; Мы поможем в написании вашей работы!