КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Получистовая, чистовая и отделочная обработка
|
|
|
|
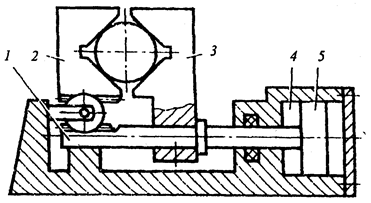
Рис. 4.8. Тиски самоцентрирующие с механизированным приводом
На фрезерно-центровальном станке
Заготовку закрепляют в станочных винтовых самоцентрирующих рычажных тисках (ГОСТ 21167-75) или с призматическими губками (ГОСТ 21168-75) или в самоцентрирующих тисках с механизированным приводом.
На рис. 4.8 показаны механизированные тиски с пневматическим приводом. При поступлении воздуха в правую полость пневмоцилиндра 4 поршень 5 и шток 7 вместе с губкой 3 перемещаются влево, а губка 2 благодаря реечной передаче - вправо, что обеспечивает центрирование заготовки.
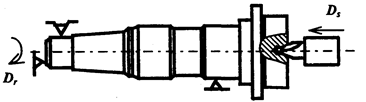
Помимо более высокой производительности, достоинством данного метода обработки является возможность обработки торцов и центровых отверстий с одного установа и создания, таким образом, основных технологических баз с минимальными погрешностями.
При обработке торцов на токарных станках применяют резцы с механическим креплением многогранных пластин (ГОСТ 26611-85). Материал режущей части- твердый сплав ВК8, Т5К10. Режим обработки: глубина резания-3... 5мм, скорость резания-80... 120 м/мин, подача - 0,6... 1,2 мм/об.
Независимо от типа станка для фрезерования торцов заготовки используют фрезы торцовые насадные со вставными ножами или с механическим креплением пятигранных пластин (ГОСТ 22087-76). Материал режущей части - твердый сплав ВК8, Т5К10, Т14К8. Режим обработки: глубина резания - 3... 5мм, скорость резания-100... 150 м/мин, подача на зуб - 0,1... 0,2мм.
Для получения центровых отверстий используют сверла центровочные (ГОСТ 14952-75). Сверла изготавливают из быстрорежущей стали Р6М5, Р9 и др. Режим обработки: скорость резания - 8... 15 м/мин, подача - 0,02... 0,07 мм/об.
На этапах получистовой, чистовой и отделочной обработки вводят операции правки центровых отверстий. Это необходимо для удаления окалины после операций термической обработки и повышения точности формы опорных поверхностей центровых отверстий и точностиих взаимного расположения.
В единичном производстве центровые отверстия до операций основной термической обработки обрабатывают зенковками центровочными (ГОСТ 14953-80). Центровые отверстия форм А и В можно также раскатывать упорными центрами (ГОСТ 13214-79, ГОСТ 2575-79) с твердосплавными вставками (форма 34, ГОСТ 2209-90). Обработку в обоих случаях производят на токарных станках с ручным управлением (рис. 4.9). Заготовку одним концом устанавливают в трехкулачковом патроне по наружной цилиндрической поверхности, а другим концом в люнете.
Люнет представляет собой приспособление для установки на токарных станках деталей типа тел вращения по наружной цилиндрической поверхности. Конструкция универсального неподвижного люнета приведена на рис. 4.10. В корпусе люнета 7 установлены два шарикоподшипника 5. В отверстие крышки 2 вставлен валик 3 с пружиной, на конце которого подвижно закреплена серьга 4 с двумя шарикоподшипниками 5. При закреплении обрабатываемой заготов-
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 692; Нарушение авторских прав?; Мы поможем в написании вашей работы!