КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка наружных поверхностей
|
|
|
|
Рис. 4.10. Люнет универсальный неподвижный
На токарном станке с люнетом
Рис. 4.9. Схема зенкования и правки центрового отверстия
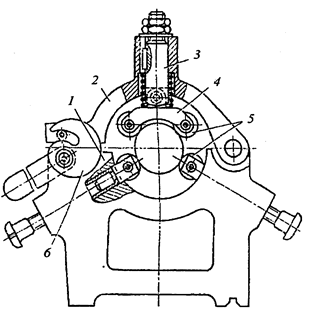
ки опускают крышку люнета и гайкой регулируют положение валика. Затем рукояткой поворачивают эксцентрик 6, в специальный паз которого входит штифт, установленный в крышке, и крышка перемещается к центру люнета. При этом пружина прижимает серьгу с верхними подшипниками в заготовке, и последняя закрепляется между верхними и нижними подшипниками люнета. Отклонения от круглости базирующей поверхности заготовки при этом воспринимаются и компенсируются пружиной.
Центровочную зенковку закрепляют в цанговом или трехкулачковом сверлильном патроне, установленном в пиноли задней бабки; упорный центр устанавливают непосредственно в пиноль задней бабки токарного станка.
Режим обработки: скорость резания при зенковании - 8... 15 м/мин, при раскатывании - 3... 6 м/мин; подача в обоих случаях ручная.
После основной термической обработки центровые отверстия формы R притирают чугунными профильными притирами, а центровые отверстия форм А, В - упорными центрами с твердосплавными вставками вручную на токарных станках. В качестве абразивного материала используют суспензии, содержащие микропорошки (ГОСТ 9206-80) электрокорунда нормального 13А, электрокорунда белого 23А, или карбида кремния зеленого 62С зернистостью М40 -М5, а также веретенное масло и олеиновую кислоту. Микропорошки с меньшей зернистостью используют при выполнении заключительных операций технологического процесса изготовления шпинделя. Режим обработки: скорость резания-5... 10 м/мин, давление притира - 0,05...0,1 МПа.
Возможно также шлифование центровых отверстий форм А и В на круглошлифовальных или внутришлифовальных станках. Заготовку при этом устанавливают так же, как и при обработке на токарных станках.
Перечисленные методы позволяют получить достаточно высокое качество базовых поверхностей центровых отверстий (Ra 0,2), но не обеспечивают их соосности, в связи с чем могут быть рекомендованы только при изготовлении шпинделей станков нормальной точности.
При изготовлении полых шпинделей на этапах получистовой, чистовой и отделочной обработки в качестве базовых поверхностей могут быть использованы фаски центрального отверстия. В этом случае их также подвергают правке по технологии, описанной выше.
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 436; Нарушение авторских прав?; Мы поможем в написании вашей работы!