КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарный станок с ЧПУ 16К20Ф3
|
|
|
|
Назначение станка
Станок 16К20ФЗ патронно-центровой и предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилями в один или несколько проходов в замкнутом полуавтоматическом цикле, а также для нарезания крепежных резьб (в зависимости от возможностей системы ЧПУ). Станок используют в единичном, мелко- и среднесерийном производстве.
Техническая характеристика станка
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной............................................................... 400
над суппортом........................................................... 220
Наибольшая длина обрабатываемой заготовки, мм...... 1000
Скорость быстрых перемещений суппорта, мм/мин:
продольного............................................................... 4800
поперечного.................................................................. 2400
Перемещение суппорта на один импульс, мм:
продольного............................................................... 0,01
поперечного................................................................. 0,005
Основные узлы станка
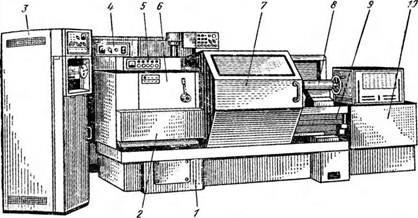 1 - станина
1 - станина
2 -автоматическая коробка скоростей
3, 5 - пульты программного управления
4 - электрошкаф
6 - шпиндельная бабка
9 - гидроусилитель
10 - гидростанция.
Устройство для нарезания резьбы
При нарезании резьб необходимо согласование величины продольной подачи с частотой вращения шпинделя. На токарном станке с ЧПУ привод продольной подачи является независимым и работает от отдельного электродвигателя. Для согласования движений станок с ЧПУ оборудован аппаратом, согласовывающим число импульсов, посылаемых за один оборот шпинделя. Аппарат согласования по командам программы посылает управляющие импульсы шаговому двигателю в зависимости от запрограммированного шага резьбы (т. е. требующегося числа импульсов за один оборот шпинделя).
Датчик нарезания резьбы устанавливают в передней бабке. Вращение датчика нарезания резьбы ВЕ-51 осуществляется от шпинделя через беззазорную зубчатую передачу.
Резцедержатель
Поворотный шестипозиционный резцедержатель с горизонтальной осью вращения расположен на поперечном суппорте. Резцедержатель предназначен для установки на инструментальной головке и поворота ее в заданную позицию.
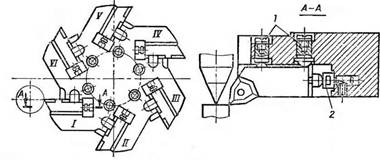 В специальной инструментальной головке устанавливают шесть резцов-вставок или три инструментальных блока. Резцовые вставки, заранее настроенные на размер, устанавливают в пазы головки и базируют винтами 1 и упорами 2.
В специальной инструментальной головке устанавливают шесть резцов-вставок или три инструментальных блока. Резцовые вставки, заранее настроенные на размер, устанавливают в пазы головки и базируют винтами 1 и упорами 2.
Движения в станке
Главное движение резания - вращение шпинделя с заготовкой.
Движения подач - продольная подача каретки и поперечная подача суппорта с поворотным резцедержателем.
Вспомогательные движения - быстрые перемещения суппорта и каретки в продольном и поперечном направлениях, установка и закрепление обрабатываемой заготовки.
Принцип работы станка
Заготовку вручную устанавливают в патроне или центрах станка, при обработке она вращается вместе со шпинделем станка. Инструменты устанавливают в инструментальной головке. Обработка ведется в автоматическом цикле по программе.
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 1302; Нарушение авторских прав?; Мы поможем в написании вашей работы!