КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Использование твердых сплавов для оснащения протяжек
|
|
|
|
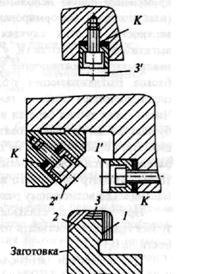
Рис. 45. Протягивание пересекающихся поверхностей наружной протяжкой
А - наклонное расположение зубьев; б - направление схода стружки
Полная, как у цилиндрических фрез, равномерность процесса протягивания может быть обеспечена в случае, если выдержаны соотношения
C = B/tN tN=t0tgβ,
где С - целое число; В - ширина протягивания; tN, t0 – шаги зубьев соответственно в нормальном и осевом сечениях.
У протяжек с наклонными зубьями возникает боковая составляющая силы резания Рn - нормальная к направлению протягивания, для восприятия которой, а также главной составляющей Pz в корпусе протяжки, закрепляемой на каретке станка, предусматриваются пазы или упорные планки.
При обработке сложных пересекающихся поверхностей заготовок с помощью секций сборных протяжек прибегают к раздельному протягиванию отдельных участков профиля. Так, на рис. 45 поверхности заготовки 1, 2, 3 обрабатываются отдельными, соответственно 1', 2' 3' секциями, закрепляемыми на корпусе протяжки. При настройке они могут регулироваться по высоте с помощью подкладок или клиньев К.
На прочность секции протяжек не проверяют, так как они работают в основном на сжатие.
Условия работы зубьев протяжек неблагоприятны для оснащения их твердыми сплавами, так как они снимают тонкие и широкие стружки и работают при низких скоростях резания. Это вызывает колебание силы протягивания и может привести к разрушению твердого сплава. Кроме того, применение твердых сплавов значительно повышает стоимость протяжек и ограничивается сложностью их изготовления. В то же время использование твердых сплавов позволяет в несколько раз повысить стойкость протяжек, особенно при обработке чугунов, высоколегированных сталей и сплавов, а также точность и качество обработанной поверхности.
Твердыми сплавами оснащают в первую очередь наиболее простые по конструкции внутренние протяжки (шпоночные, шлицевые, круглые) и секции (плоские, пазовые, фасонные и др.) наружных протяжек.
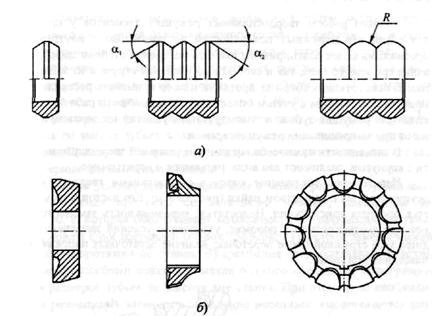
В конструкциях внутренних протяжек в последнее время широкое применение нашло использование твердого сплава для выглаживания (пластического деформирования) микронеровностей обработанной поверхности. В этих случаях применяют комбинированные режуще-выглаживающие протяжки, у которых после калибрующих зубьев устанавливают выглаживающие зубья из твердого сплава в виде колеи или блоков. Выглаживающие зубья по форме двухсторонние конические с цилиндрическим пояском посередине или сферические (рис. 46, а ). Число таких зубьев берется в пределах от 2 до 5 в зависимости от требуемых точности и шероховатости обработанного отверстия. Припуск на диаметр, т.е. общий натяг на зубья, небольшой и равен 0,03...0,20 мм. Он распределяется между зубьями равномерно с уменьшением к концу протяжки. Диаметр последнего выглаживающего зуба принимается равным максимально возможному размеру обработанного отверстия.
При обработке стальных заготовок применение выглаживающих зубьев позволяет достигать точности JT8, JT9 и шероховатости поверхности Ra – 0,16...0,63.
Для обработки заготовок типа втулок используют твердосплавные деформирующие протяжки - дорны. Они состоят из рабочих элементов в форме колец, которые крепятся на цилиндрическом стальном стержне. Радиальная поверхность кольца представляет два усеченных конуса с цилиндрическим пояском посередине, подобно выглаживающим кольцам (рис. 3.19, а ). Число колец от 4 до 10 с большими натягами, достигающими 1 мм на каждое кольцо. Такие протяжки позволяют не только повысить точность отверстий, но и увеличить их диаметр до требуемой величины без снятия стружки. Шероховатость обработанной поверхности при этом достигает Ra 0,16...0,08.
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 289; Нарушение авторских прав?; Мы поможем в написании вашей работы!