КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Метчики
|
|
|
|
Рис. 52. Круглые резьбовые гребенки: а – с кольцевыми витками; б – винтовая.
При установке центр гребенки превышает центр детали на величину h для образования заднего угла α. Для уменьшения искажения профиля передний угол у круглых гребенок обычно равен нулю. Проще и точнее в изготовлении являются круглые винтовые гребенки. Их профиль окончательно формируется на резьбошлифовальном станке. Ось винтовой гребенки устанавливается параллельно оси детали, передняя плоскость гребенки лежит в осевой плоскости детали. Действительные передние углы поэтому для левой и правой режущих кромок получаются также разными. Направление резьбы винтовой гребенки обратно направлению резьбы детали при нарезании наружных резьб и совпадает при нарезании внутренних резьб. Для образования одинаковых задних углов у гребенки на разных сторонах профиля необходимо, чтобы угол подъема витков гребенки был равен углу подъема витков резьбы детали.
Метчики служат для изготовления резьбы в отверстиях. Метчик как инструмент получается из винта путем прорезания в нем стружечных канавок, образования заборного конуса и затылования зубьев для создания положительного заднего угла. Канавки образуют переднюю поверхность, режущие кромки и пространство для размещения и удаления стружки. Исходный винт должен быть изготовлен из инструментальной стали и после указанных операций пройти соответствующую термическую обработку. Метчики работают в очень трудных условиях, так как они образуют сложную винтовую поверхность резьбы в отверстиях. Эти трудности связаны с условиями деформации металла, удаления стружки, подвода СОЖ в зону резания, ограниченной прочности инструмента. Режущие метчики бывают следующей конструкции:
1. Слесарные или ручные, которые делаются комплектом, состоящим из двух или трех штук;
2. Машинно-ручные одинарные и в комплекте из двух штук. Служат для нарезания метрической и трубной резьб в сквозных и глухих отверстиях.
3. Машинные, которые служат для нарезания резьбы в глухих и сквозных отверстиях деталей машин. Они одиночные, работают на станках.
4. Гаечные, служащие для нарезания резьбы в гайках, работают на станках.
5. Комбинированные – для нарезания и калибрования резьбы в плашках.
6. Сборной конструкции, регулируемые по диаметру.
7. Внутренние резьбонарезные головки, гребенки которых автоматически сходятся и выходят из контакта после нарезания резьбы в отверстии.
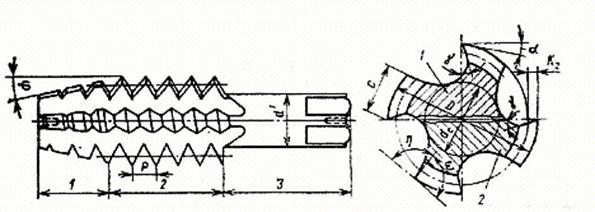
Несмотря на большое разнообразие метчикам присуща общность в работе резания, и все они имеют одинаковые основные части, конструктивные элементы и геометрию. На (рис. 53) показан метчик, состоящий из режущей 1 и калибрующей 2 частей и хвостовика 3, который служит для закрепления метчика в патроне.
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 329; Нарушение авторских прав?; Мы поможем в написании вашей работы!