КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Резьбовые резцы и гребенки
|
|
|
|
Рис. 51. Углы в плане торцовых фрез.
Рис. 50. Формы остроконечных зубьев
Спинка зуба (рис.50, в) выполняется по дуге окружности радиусом. R = 0,3…0,45D. При выборе его необходимо, чтобы касательная в точке А сопряжения ее с ленточкой f проводилась под углом a 1 на 10…15° больше, чем задний угол a.
Форма зуба (рис.50, б) имеет спинку, выполненную под двумя углами: a - задний угол, a1 = 20…30° – угол среза спинки. Высота зуба h и радиус округления r выбираются в тех же пределах, что и для зуба третьей формы.
В зависимости от размеров зуба фаску f выполняют равной 1…2 мм, а дополнительную величину затылка F определяют графическим путем.
Углы режущей части зуба. Выбор оптимальных углов режущих элементов фрез зависит главным образом от назначения фрезы, свойств обрабатываемого материала и технологических условий обработки.
Задний угол предназначен для устранения трения задней поверхности зуба об обрабатываемую поверхность в процессе резания.
Главный угол a и вспомогательный угол a1 (рис.50) задают в нормальном сечении к оси цилиндрической или угловой фрезы.
Задний угол в нормальном сечении на винтовых зубьях определяется по формуле
tgaN = tga/cosw.
Задний угол на фасках прорезных и дисковых фрез в сечении, параллельном фаске, определяется по формуле
tgaN = tgasinj,
где j – угол фаски.
Для фрез с мелкими зубьями (снятие небольших припусков) задний угол принимается равным 16°, для фрез с крупным зубом – 12°, для фрез дисковых, прорезных (шлицевых) – до 30°.
Для получения высокого класса чистоты обрабатываемой поверхности рекомендуется для фрез из твердого сплава задний угол выбирать в пределах 5…8°.
Кроме главной режущей кромки некоторые типы фрез имеют еще и вспомогательную. Задний угол a1 на вспо-могательной кромке принимается в пределах 4…8°.
Для концевых фрез выбор угла a1 связан с углом в плане j1 вспомогательно- режущей кромки. Если фреза снабжена торцовыми зубьями с j1 = l°30', то a1 в этом случае берется равным 6…10°. При отсутствии торцовых зубьев угол j1 увеличивается до 8°, а угол a1 = 0, так как угол j1 частично выполняет роль угла a1.
Передний угол предназначен для уменьшения нагрузки на режущую кромку в процессе резания. Он выбирается в зависимости от физико-механических свойств обрабатываемого материала и характеристики материала инструмента.
Для фрез с винтовым зубом выбор переднего угла g связан с углом наклона режущих зубьев w. С увеличением угла наклона зубьев разница между фактическим передним углом gф и углом в нормальном сечении gN резко возрастает. Ее можно определить по формуле
Угол gN можно выбирать незначительным для фрез с w =40… 60o. При этом фактический передний угол gф окажется достаточно большим при минимально допустимом ослаблении режущей кромки, что особенно важно при конструировании фрез для обработки высокопрочных материалов.
Угол в плане j определяет соотношение между толщиной и шириной снимаемого слоя металла в зависимости от подачи и глубины резания, а угол j1 влияет на качество обрабатываемой поверхности.
Для торцевых фрез с D ³ 150 мм для грубой обработки с t < 3 мм: j = 20…30о, j1 = 2…3о
Торцевые фрезы для обработки взаимноперепендикулярных плоскостей, пазов и канавок. Фаска fo = 0,5…1,5 мм в зависимости от D
Угол наклона режущей кромки l расположен между вектором скорости v в данной точке и нормалью N к главной режущей кромке в той же точке и измеряется в плоскости резания.
Угол l принимается положительным, если вектор скорости находится справа от нормали, и отрицательным, если вектор скорости располагается слева от нормали.
Углом l снабжаются все фрезы с угловой режущей кромкой (торцовые, дисковые, трех- и двусторонние). Для цилиндрических фрез с винтовыми или наклонными зубьями угол наклона w является углом l. Угол l способствует упрочнению зуба. При l, больше нуля первоначальный контакт зуба и заготовки удаляется от вершины зуба и тем самым предохраняет от сколов наиболее ослабленное место. Для фрез с пластинами твердого сплава l выбирается в пределах 12…15°, а для быстрорежущих фрез угол l может быть уменьшен до 10°.
Угол наклона винтовых зубьев w способствует улучшению условий работы фрезы, увеличению ее стойкости и влияет на направление схода стружки. С увеличением угла наклона w от 10 до 60° стойкость фрезы возрастает от 3 до 5 раз.
В зависимости от направления винтовых зубьев и вращения фрезы (правое или левое) в процессе резания возникает осевая сила Ро, действующая на опору шпинделя станка и обрабатываемую деталь. При выборе больших величин w необходимо учитывать направление отвода стружки и конфигурацию обрабатываемой поверхности. Например, при фрезеровании закрытых пазов и уступов фрезой с левым наклоном зубьев при левом направлении стружка направляется к торцу фрезы, защемляется и пакетируется между зубьями, что приводит к поломке инструмента. Для устранения этого явления необходимо, например, при левом вращении фрезы зубья выполнять с правым наклоном.
Ниже приведены рекомендуемые углы наклона зубьев для различных типов фрез.
Цилиндрические насадные……………….45…60
-«- концевые……………….30…60
-«- мелкозубые…………….25…30
Дисковые 2-х и 3-х сторонние……………15…20
Торцовые мелкозубые……………...25…30
13. ИНСТРУМЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ
Образование резьбы производится методом резания и методом пластической деформации. По первому методу работают резьбовые резцы, гребенки, резьбовые фрезы, метчики, плашки, резьбонарезные головки, резьбовые шлифовальные круги. По второму методу работают резьбонакатные ролики и плашки для образования наружных резьб и бесстружечные метчики для изготовления внутренних резьб.
Виды резьбы, их назначение и классификация. Резьбы подразделяют на цилиндрические к конические. Основным видом цилиндрической резьбы в России является метрическая резьба, регламентированная ГОСТ 8724-81 и ГОСТ 9150-81. По величине шага эту резьбу делят на резьбу с крупным и мелким шагом. Таким образом, одному и тому же номинальному (наружному) диаметру резьбы соответствует несколько шагов разной величины. Для резьбовых соединений с крупным шагом по ГОСТу (в зависимости от величины допуска по среднему диаметру) установлено три класса точности: кл. 1, кл. 2 и кл. 3. Для резьбовых соединений с мелким шагом – четыре класса точности: кл. 1, кл. 2, кл. 2а и кл. 3. Ограниченно применяют стандартную дюймовую резьбу по ОСТ НКТТТ 1260.
Кроме указанных резьб используют специальные цилиндрические резьбы: трубную, трапецеидальную, упорную, часовую, круглую.
Трубная резьба представляет собой измельченную по шагу дюймовую резьбу с закругленными впадинами. Трапецеидальную резьбу применяют в резьбовых соединениях, передающих движение (ходовые и грузовые винты). В резьбовых соединениях, предназначенных для передачи движения, иногда используют прямоугольную резьбу с квадратным профилем.
Упорную резьбу применяют в резьбовых соединениях, испытывающих большое одностороннее давление (в винтовых прессах, специальных нажимных винтах и др.).
Часовую резьбу применяют в точном приборостроении для резьбовых соединений диаметром меньше 1 мм.
Круглую резьбу используют в соединениях с повышенными динамическими нагрузками или в условиях, загрязняющих резьбу.
Конические резьбы, как правило, применяют в трубных соединениях, если необходимо обеспечить плотность соединения без специальных уплотняющих материалов (пряжи с суриком, льняных нитей и др.).
Наиболее распространенным видом является трубная коническая резьба, профиль которой соответствует закругленному профилю трубной цилиндрической резьбы.
В зависимости от назначения и характера работы резьбовые сопряжения разделяют на неподвижные и кинематические. К первым относят обычные резьбовые соединения (болт – гайка), соединения труб и т.п., а ко вторым – ходовые винты, микрометрические пары, грузовые винты и др.
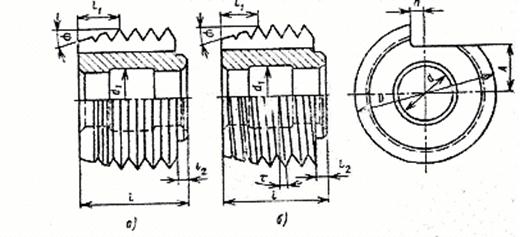
Резьбовые резцы нарезают резьбу за несколько рабочих ходов (проходов). Производительность резьбонарезания низкая. Вследствие этого их в основном применяют в единичном и мелкосерийном производстве для изготовления как наружных, так и внутренних резьб значительной длины или же большого диаметра. При нарезании резьбы резец относительно детали совершает винтовое движение с заданным параметром резьбы. Обычно деталь вращается вокруг своей оси, а резец равномерно перемещается вдоль оси детали и за каждый рабочий ход имеет радиальное врезание. Окончательно резьба формируется на последнем рабочем ходу, когда режущие кромки лежат на заданной винтовой поверхности. Резьбовые резцы бывают стержневые, призматические и круглые. Призматические и круглые резцы рассчитывают и устанавливают относительно детали так же, как и фасонные резцы.
Для уменьшения числа рабочих ходов и повышения производительности труда применяют резьбовые гребенки. Их используют для изготовления крепежной и другой резьбы с мелким шагом. Рабочая часть гребенки имеет 6 – 8 шагов резьбы. Из них 1,5 – 2 шага расположены на режущей части и 4,5 – 6 шагов – на калибрующей части. Число рабочих ходов при нарезании резьбы гребенками уменьшается в 2 – 3 раза по сравнению с резьбовыми резцами. При каждом рабочем ходе гребенка радиально врезается в заготовку и за каждый ее оборот перемещается на один шаг вдоль оси заготовки. Резьбовые гребенки подразделяют на призматические и круглые ( для наружной и внутренней резьбы). Получили более широкое применение круглые гребенки, как более простые в изготовлении и допускающие большое число переточек. Круглые гребенки обычно делают насадными. Их конструктивные размеры определяются также, как и фасонных резцов. Круглые гребенки бывают с кольцевыми витками и винтовыми (рис. 52.).
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 837; Нарушение авторских прав?; Мы поможем в написании вашей работы!