КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зуборезные гребенки
|
|
|
|
Рис. 56. Конструктивные элементы червячной фрезы.
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Черновые червячные фрезы делают с пониженной точностью, часто с нешлифованным профилем зуба. Для повышения производительности черновые фрезы иногда делают двухзаходными. При увеличении числа заходов фрезы в определенное число раз во столько же раз должно увеличиваться число оборотов нарезаемого колеса. Следовательно, если сделать фрезу двухзаходной, получим увеличение числа оборотов детали вдвое. Однако практика фрезерования и исследования процесса показывает, что повышение производительности при применении двухзаходных фрез сравнительно невелико (до 20%), так как благодаря увеличению угла наклона канавок резко ухудшаются условия резания на боковых сторонах профиля и приходится снижать подачу. Поэтому применение трехзаходных фрез совершенно не оправдывается. Чистовые червячные фрезы изготовляют однозаходными с прямолинейным профилем в нормальном (или осевом) сечении.

Червячная чистовая однозаходная насадная фреза имеет следующие конструктивные элементы (рис. 56): tn – шаг профиля зуба в нормальном сечении; toc – шаг профиля в осевом сечении; αn – угол профиля в нормальном сечении; Sn – толщина зуба в нормальном сечении; h – высота зуба; h1 и h2 – соответственно высоты головки и ножки зуба; Dе – наружный диаметр фрезы; d – диаметр отверстия фрезы; L – общая длина; L1 – длина рабочей части; z – ч число зубьев; Dt – расчетный диаметр делительного цилиндра; ω – угол наклона винтовых канавок (обычно равен углу τ подъема витков на делительном цилиндре); Sk – шаг винтовых канавок;  - угол канавочной фрезы; r – радиус закругления впадины; Н – глубина канавки; α1 – задний угол; γ – передний угол; К и К1 – величина затылования; D1 – диаметр буртиков.
- угол канавочной фрезы; r – радиус закругления впадины; Н – глубина канавки; α1 – задний угол; γ – передний угол; К и К1 – величина затылования; D1 – диаметр буртиков.
Особенности конструкции сборных червячных фрез. Для экономии быстрорежущей стали целесообразно червячные фрезы изготовлять сборными со вставными ножами; особенно целесообразно изготовление таких фрез для цилиндрических зубчатых колес крупного модуля. Червячные фрезы для цилиндрических зубчатых колес, начиная с модуля 10 и выше, как правило, следует изготовлять только сборными. Исключение могут составлять специальные фрезы особой точности и многозаходные фрезы для червячных передач, которые трудно изготовить сборными, а часто при малом диаметре вообще невозможно. Причиной изготовления крупных фрез сборными является также трудность получения крупных качественных поковок из быстрорежущей стали. Обычно поковки крупного размера из быстрорежущей стали имеют дефекты (раковины, трещины и т. д.), и что особенно важно – высокий балл карбидной неоднородности. В последние годы сборные червячные фрезы получили широкое распространение. Ниже приведены некоторые наиболее распространенные конструкции червячных фрез отечественных заводов и зарубежных фирм.
Червячные фрезы с твердыми сплавами. В связи с развитием скоростных методов обработки ведут работы по созданию червячных фрез, оснащенных твердыми сплавами. Применение таких фрез может дать большой производственный эффект. Сборные червячные фрезы по своим основным элементам (профилю, делительному диаметру, длине и пр.) рассчитывают так же, как и цельные фрезы. Необходимо только для определения наружного диаметра, диаметра отверстия и размеров гребенки вычерчивать фрезу в натуральную величину.
Червячные фрезы для обработки цилиндрических колес с зацеплением Новикова. Зубчатые передачи с высокой нагрузочной способностью были разработаны в СССР доктором технических наук М.Л.Новиковым. Зацепление представляет собой выпукло-вогнутое кругловинтовое зацепление с начальным касанием в точке или по линии, расположенной в торцовом сечении колес. Передача Новикова между параллельными осями может быть выполнена только косозубой или шевронной с углом βд = 15 – 30°. Профиль зубьев передач Новикова должен иметь круговую форму в осевом сечении фрезы. Такое профилирование инструмента требует изготовления специальных фрез для каждого угла βд наклона зубьев колеса.
Червячные фрезы для шлицевых валов. Наибольшее распространение получили червячные шлицевые фрезы, предназначенные для обработки различных шлицевых валиков, имеющих прямолинейный профиль. Эти фрезы можно подразделить по конструкции и по методу получения профиля на несколько основных видов: червячные фрезы без усиков; червячные фрезы с усиками; червячные фрезы с удлиненным зубом; фрезы определенной установки; фрезы-улитки. В основе конструкции всех перечисленных червячных фрез лежит обычная червячная фреза, работающая по методу обкатки. Червячная фреза и нарезаемый валик находятся в зацеплении. Профиль червячной фрезы представляет собой профиль рейки, а профиль нарезаемого валика – профиль зубчатого колеса, находящегося в зацеплении с рейкой. При относительном движении валика последний своей начальной окружностью катится по начальной прямой рейке без скольжения. Резание осуществляется за счет вращения фрезы. Таким образом, аналогично нарезанию зубчатого колеса с эвольвентным профилем в данном случае мы имеем обкатку. Обыкновенные шлицевые червячные фрезы без усиков обеспечивают прямолинейный профиль стороны выступа валика, причем прямолинейный профиль обеспечивается не на всей глубине выступа. Чтобы обеспечить прямолинейный выступ валика, применяют шлицевые червячные фрезы с усиками. Зуб такой фрезы в нормальном сечении имеет небольшие выступы (усики) на углах, которые при фрезеровании валика врезаются глубже, чем вершина зуба фрезы, и тем самым обеспечивают в углах, у основания шлицев, небольшие углубления. Фрезы с усиками, обеспечивая правильную геометрию (прямолинейность стороны шлица), не дают возможности применять высокие скорости резания и большие подали, так как усики фрезы являются слабым местом и быстро изнашиваются. Задачу получения прямолинейного шлица по всей глубине (до основания) можно решить, применяя червячную фрезу с удлиненным зубом. Боковые стороны профиля зубьев этой фрезы работают по методу обкатки, как боковые стороны обычной шлицевой червячной фрезы. Но в отличие от обычной фрезы вершины зубьев такой фрезы обработаны по внутреннему диаметру валика и обрабатывают профиль впадины копированием профиля фрезы. Фрезы с удлиненным зубом применяют для шлицевых валиков, у которых требуется сохранить прямолинейный профиль до внутреннего диаметра. Червячные фрезы с удлиненным зубом определенной установки представляют собой, строго говоря, режущий инструмент, не полностью работающий по методу обкатки. Такую фрезу необходимо также установить на оправке в строго определенном положении в заданной точке оси фрезеруемого валика, т. е. нельзя перемещать произвольно вдоль оси оправки, как это можно делать с обычной червячной фразой. Зубья ее будут обрабатывать деталь путем постепенного врезания в материал. Имеются такжеконструкции червячных фрез короткой длины, имеющих всего-навсего один или два витка. У этих фрез работа распределена между отдельными зубьями, имеющими разную высоту. Они несколько напоминают завиток панциря улитки и поэтому носят название фрез-улиток. Фрезы-улитки получили распространение при фрезеровании эвольвентных колес или различных не эвольвентных профилей, их применяют большей частью при фрезеровании крупных деталей. Фреза-улитка представляет собой как бы винтовую протяжку. Каждый зуб фрезы срезает определенный слой металла, и только последний зуб, в точности соответствующий профилю требуемой впадины, обрабатывает впадину окончательно. Особенность конструирования шлицевых червячных фрез заключается в определении профиля зуба такой фрезы.
Червячные фрезы для червячных колес. Фреза для червячного колеса должна быть копией червяка, поэтому диаметр фрезы, шаг и угол должны в точности соответствовать тем же элементам червяка. Для червячной передачи могут быть приняты все три типа червяков (архимедов, эвольвентный и с прямолинейным профилем в нормальном сечении). Выбор типа червячной фрезы зависит от типа червяка, принятого в червячной передаче. Различают два способа фрезерования червячных колес: с радиальной и с тангенциальной подачами. В первом случае углубление фрезы в деталь происходит в радиальном направлении путем постепенного сближения детали и фрезы. Во втором случае расстояние А между осями червячного колеса и фрезы остается постоянным, а фреза имеет поступательное движение вдоль своей оси. Фрезы, предназначенные для тангенциальной подачи, имеют заборный конус. Второй способ фрезерования является более точным, поэтому первый способ применяют только в тех случаях, когда на станке не имеется возможности сообщить фрезе тангенциальную подачу. Фрезы для червячных колес выполняют как насадными, так и хвостовыми (это зависит от диаметра и модуля червяка). Хвостовые фрезы употребляют лишь в тех случаях, когда не представляется возможным сделать отверстие во фрезе. Насадная фреза имеет отверстие со шпоночным пазом, а хвостовая – конусный хвост и цапфу для закрепления на станке. Червячная эвольвентная фреза с насеченными мелкими зубьями представляет собой инструмент для снятия очень мелкой стружки. Зубья такой фрезы срезают тонкие стружки (скоблят профиль червячного колеса). Такие фрезы применяют для окончательной обработки червячных колес для червячной передачи с эвольвентным червяком. Фреза, предназначенная для работы с тангенциальной подачей, имеет заборный конус с углом φ3. Зубья фрезы на заборной части должны быть затылованы по конусу. Существуют червячные однозубые фрезы-летучки. Фреза-летучка имеет один режущий зуб, выполненный по профилю рейки и вставленный в оправку. Фреза очень проста в изготовлении, но малопроизводительна, и поэтому ее применяют только в случае крайней необходимости, когда требуется нарезать одно или несколько червячных колес, а обычную червячную фрезу изготовить сложно.
Червячные эвольвентные фрезы большей частью изготовляют как чистовые с мелкими насеченными зубьями. Вначале изготовляют червяк, затем в определенном направлении наносят на боковые стороны профиля мелкие зубья (это червячный шевер). Червячные эвольвентные фрезы для тангенциальной подачи можно изготовлять комбинированными, т. е. состоящими из двух частей: первая, затылованная часть фрезы – для черновой обработки впадин колеса, вторая часть фрезы (с мелкими зубьями) работает как чистовая фреза. Некоторые особенности имеют фрезы для многозаходных передач. При такой передаче угол подъема τ червяка очень большой, и даже небольшие изменения диаметра фрезы (при заточках) приводят к резким колебаниям угла подъема фрезы.
Для устранения влияния изменения диаметра фрезы при переточках на качество передачи (появляется шум, быстрый износ передачи и другие недостатки) можно применять два способа:
1. Конструируют фрезу с зубом увеличенной ширины и высоты. Тогда колеса, нарезанные новой фрезой, будут иметь утоненный зуб (конечно, величина утонения должна быть в пределах допуска).
2. При втором способе изготовляют сборную фрезу, состоящую из трех частей. Черновая часть представляет собой обычную червячную фрезу. После переточки черновая фреза уменьшится в диаметре. На одну оправку с черновой фрезой посажена вторая промежуточная часть. Между первой и второй частью проставлено кольцо определенной ширины b1. На второй части имеются зубья, затылованные по бокам, по вершине – незатылованные. Рядом с этой частью за промежуточным кольцом шириной b2 помещают третью часть фрезы, в точности совпадающую со второй. На первой части фрезы число зубьев может быть любое, на второй и третьей ее частях число зубьев должно быть равно числу заходов червяка. В третьей части фрезы будет давать точный зуб колеса как по высоте, так и по толщине.
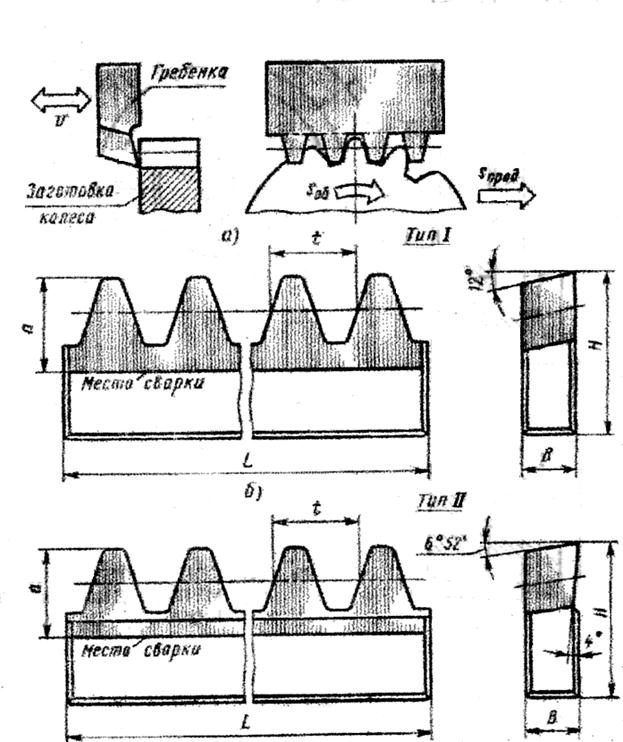
Зуборезная гребенка представляет собой зубчатую рейку, превращенную в фасонный строгальный резец. Гребенки применяют для обработки зубчатых колес на специальных зубострогальных станках. Гребенка, таким образом, строгает профиль колеса методом обкатки. Длина гребенки должна была бы быть равной длине начальной окружности колеса, но для упрощения изготовления ее делают короткой. В связи с этим в конструкции станка предусмотрен специальный механизм, позволяющий после нарезания одного – трех зубьев отводить колесо в исходное положение и начинать процесс сначала. В сравнении с червячной фрезой нарезание гребенкой более точный, но менее производительный метод. Гребенки делят на две основные группы: прямозубые – для нарезания цилиндрических колес и косозубые – для нарезания шевронных колес.
Прямозубые гребенки. Прямозубые гребенки (рис. 2, б и в) изготовляют двух типов: гребенки типа I не имеют переднего угла, последний получается в результате наклонной установки гребенки под углом 6° 30' на станке. Гребенка типа II имеет передний угол 4°, ее устанавливают перпендикулярно направлению резания.
Как первый, так и второй типы гребенок могут быть предназначены для:
1) Чистового нарезания колес, при этом их называют чистовыми гребенками и обрабатывают только боковые стороны зуба, не касаясь дна впадины, предварительно обработанной черновой гребенкой или фрезой;
2) Чернового нарезания колес, их называют черновыми. Они предназначены для предварительной обработки впадины колеса; зубья черновой гребенки делают тоньше зубьев чистовых на величину припуска;
3) Нарезания колес, подвергающихся термической обработке, а затем шлифуемых по профилю; в размерах толщины зуба такой гребенки нужно учитывать припуск на шлифование зуба колеса; эти гребенки называют шлифовочными.
Если наложить друг на друга профили зуба черновой, шлифовочной и чистовой гребенок, то наибольшую ширину зуба будет иметь чистовая гребенка.
Основные конструктивные элементы гребенки (рис. 2, б): z – число зубьев; L – длина; Н – ширина; В – толщина; а – расстояние от вершины зубьев до сварочного шва (у сварных гребенок). К элементам профиля гребенки отнесем следующие: t – шаг, равный шагу зуба колеса на делительной окружности; αв – угол профиля гребенки в плоскости передней поверхности; αо – угол зацепления исходной зубчатой рейки; r1, r2 – радиусы закругления вершины и впадины зуба; S – толщина зуба; h1 – высота головки зуба; h – полная высота зуба. По характеру своей работы зуборезная гребенка – фасонный призматический строгальный резец, следовательно, все расчеты по искажению профиля, необходимые для проектирования резцов, применимы и для гребенки.
|
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 2570; Нарушение авторских прав?; Мы поможем в написании вашей работы!