КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Магнітний контроль
|
|
|
|
2.1 Загальна характеристика і класифікація магнітних методів неруйнівного контролю
Магнітні методи контролю базуються на реєстрації магнітних полів розсіяння, які виникають над дефектами, або на визначенні магнітних властивостей контрольованих виробів.
Магнітний вид неруйнівного контролю застосовують в основному для контролю виробів з феромагнітних матеріалів, тобто з матеріалів, які здатні суттєво змінювати свої магнітні характеристики під дією зовнішнього магнітного поля. Операція намагнічування (розміщення виробу в магнітному полі) при цьому виді контролю є обов’язковою.
Перша група магнітних методів базується на реєстрації полів розсіяння дефектів намагніченого об’єкту. В залежності від способу індикації полів розсіяння розрізняють нижче охарактеризовані методи.
Магнітопорошковий метод базується на використанні феромагнітного порошку або магнітної суспензії, якими покривається попередньо намагнічений ОК. Феромагнітні частинки порошку або суспензії (розміром 5 – 10 мкм) під дією полів розсіяння збираються поблизу дефектів і дозволяють виявляти дефекти по індикаторному рисунку в процесі огляду поверхні об’єкта. Цей метод широко використовується для виявлення поверхневих і підповерхневих (на глибині до 2 мм) дефектів у феромагнітних ОК. Чутливість методу досить висока, виявляються тріщини довжиною і глибиною 10 мкм з розкриттям біля 1 мкм. Недоліки методу – невисока продуктивність контролю і труднощі при автоматизації.
В магнітографічному методі в якості індикатора полів розсіяння використовують феромагнітну плівку, яка накладається на поверхню намагніченого об’єкта контролю. Отриманий таким чином магнітний “запис” “зчитують” за допомогою магнітних головок. Цей метод найчастіше використовують для контролю якості зварних швів у трубопроводах, при цьому вдається виявити непровари глибиною більше 10% товщини зварного шва. Продуктивність контролю вища, ніж при магнітопорошковому методі, слабше проявляється вплив полів розсіяння від структурних неоднорідностей і різних геометричних переходів.
Магнітоферозондовий метод базується на використанні ферозондів в якості первинних перетворювачів. Ферозонд за своєю суттю є магнітним підсилювачем, зазвичай з розімкнутим магнітопроводом, в якому дія зовнішнього постійного поля приводить до виникнення парних гармонік е.р.с. Оскільки ферозонди наділені високою чутливістю, то вони дозволяють виявляти поверхневі дефекти глибиною біля 0,1 мм і дефекти глибиною 0,1 – 0,5 мм, які залягають на глибині до 10 мм. Метод ферозондів дозволяє створювати повністю автоматизовані установки, які мають досить високу продуктивність. Недоліком цього методу є заважаючий контролю вплив структурних неоднорідностей і механічних напружень об’єктів контролю.
Індукційний метод полягає у використанні в якості первинного перетворювача котушки, яка рухається відносно намагніченого об’єкту контролю. Е.р.с., яка індукується в котушці, несе інформацію про поля розсіювання. Цей метод дещо простіший в технічній реалізації, ніж метод ферозондовий, але його чутливість нижча.
Друга група магнітних методів НК базується на визначенні або використанні таких магнітних властивостей об’єктів контролю, як коерцитивна сила, залишкова індукція і магнітна проникність матеріалу об’єкта контролю. Ця група методів широко використовується для контролю структурно-механічних властивостей матеріалу виробу, які залежать від хімічного складу, режимів механічної, термічної і інших видів обробки.
Магнітовідривний метод, який полягає на вимірюванні сили притягання постійного магніту або осердя електромагніту до поверхні феромагнітного виробу, використовується для вимірювання товщини немагнітного покриття на феромагнітних виробах.
Метод магнітних шумів базується на зв’язку магнітних шумів (стрибків Баркгаузена), які виникають при перемагнічуванні об’єктів контролю, з механічними властивостями цих об’єктів, їх структурним станом, наявністю в них механічних напружень і т.п.
Труднощі, які стримують широке використання магнітних методів НК другої групи, стосуються складності і часто неоднозначної залежності магнітних властивостей об’єктів контролю від контрольованих параметрів.
В залежності від конкретних задач неруйнівного контролю, марки матеріалу, що контролюється, потрібної продуктивності методу використовуються ті чи інші первинні інформативні параметри. До найбільш поширених відносяться такі інформативні параметри: коерцитивна сила, намагніченість, індукція (залишкова індукція), магнітна проникність, напруженість, ефект Баркгаузена.
1 – магнітні методи контролю; 2 – магнітопорошковий; 3 – магнітографічний; 4 – ферозондовий; 5 – перетворювачі Холла і Гауса; 6 – індукційний; 7 – пондеромоторний; 8 – дефектоскопія; 9 – вимірювання товщини; 10 – контроль структури і механічних властивостей; 11 – визначення поверхневих і підповерхневих дефектів типу порушення суцільності металу у феромагнітних виробах; 12 – визначення товщини немагнітних покрить на феромагнітних виробах; 13 – визначення якості термообробки, механічних характеристик феромагнітних сталей.
Рисунок 2.1 - Класифікація магнітних методів неруйнівного контролю і область їх застосування:
По способу отримання первинної інформації розрізняють такі методи магнітного контролю: магнітопорошковий, магнітографічниий, ферозондовий, індукційний, пондеромоторний, із застосуванням перетворювачів Холла і Гауса (рис. 2.1).
Для виявлення дефектів типу порушення суцільності металу у феромагнітних виробах застосовують всі магнітні методи, вказані на рис. 2.1.
Магнітопорошковий метод є одним з найпоширеніших методів виявлення дефектів типу порушення суцільності металу. Метод характеризується такими перевагами: висока чутливість, простота контролю, можливість перевірки різних по формі і розмірах деталей на одному і тому ж дефектоскопі, можливість контролю деталей, які знаходяться в конструкції виробу, порівняно висока продуктивність контролю. Водночас практична реалізація цього методу у переважній більшості випадків передбачає обов’язкову участь людини у проведенні технологічних операцій контролю.
Методи магнітопорошковий, магнітографічний і пондеромоторний є контактними, тобто такими, що потребують безпосереднього контакту з ОК і цим зумовлюють можливість проведення контролю тільки нерухомих виробів. Інші методи забезпечують отримання первинної інформації у вигляді електричних сигналів, чим забезпечується можливість автоматизації процесу контролю.
Методи на базі перетворювачів Холла і Гауса застосовуються переважно для вимірювання параметрів магнітного поля і практично набули найбільшого поширення при контролі товщини немагнітних покрить на магнітній основі або товщини стінок виробів із магнітних і немагнітних матеріалів.
Крім виявлення дефектів типу несуцільності матеріалів, магнітні методи дозволяють вирішувати задачі дослідження структури, визначати якість термообробки деталей, наявність і кількість залишкового аустеніту, магнітну анізотропію, контролювати процес розпаду твердого розчину і дисперсійного тверднення, визначати механічні характеристики феромагнітних сталей і чавунів по зміні їх магнітних характеристик, а також контролювати товщину азотованого або загартованого шару поверхневої обробки виробів.
До особливостей магнітного контролю відносять:
- контроль феромагнітних виробів;
- обов’язкове намагнічування або розміщення ОК чи його частини в магнітному полі;
- можливість отримання інформації як з цілого виробу, так і з його частини;
- можливість зняття інформації візуально та автоматизовано.
2.2 Фізичні основи магнітного контролю
2.2.1 Основні поняття і терміни при магнітному контролі
Намагніченість М – векторна фізична величина, яка характеризує стан речовини при її намагнічуванні (дії на неї магнітного поля  ). Кількісно вона рівна
). Кількісно вона рівна
 А/м,
А/м, 
де V – об’єм речовини;
m – елементарний магнітний момент.
Магнітною індукцією В називається силова характеристика магнітного поля (величина векторна):
 , Тл
, Тл 
де m0 =4p*10-7Гн/м – магнітна стала;
Н – напруженість магнітного поля.
Магнітна сприйнятливість – безрозмірна величина cm , яка характеризує здатність речовини (магнетика) намагнічуватись у магнітному полі. Для ізотропного діелектрика:
 .
. 
У діамагнетиків cm<0, у парамагнетиків cm>0, у феромагнетиків cm>>0 (104 і більше).
Кривими намагнічування називають графічні зображення функції B=f(H). В залежності від способу отримання цих функцій розрізняють декілька типів кривих намагнічування:
- початкова - отримують поступовим збільшенням Н з стану В=0 і Н=0 до Вmax;
- безгістерезисна (ідеальна) – отримують так само, але при вимірюванні індукції в кожній точці кривої намагнічування при дії змінного поля із амплітудою, яка зменшується до нуля;
- основна (комутаційна) – отримують при циклічному перемагнічуванні (крива являє собою місце вершин симетричних петель гістерезису).
Гістерезис. При циклічному перемагнічуванні феромагнетика функція  утворює петлю магнітного гістерезису (рис.2.2). Розрізняють граничну петлю гістерезису, яку отримують переключенням Hmax при H>Hmax. Якщо перемагнічування відбувається не із стану В=0, Н=0, то мають місце частинні петлі гістерезису. При цьому амплітуда перемагніченого поля H < Hmax. Ці петлі гістерезису є симетричними.
утворює петлю магнітного гістерезису (рис.2.2). Розрізняють граничну петлю гістерезису, яку отримують переключенням Hmax при H>Hmax. Якщо перемагнічування відбувається не із стану В=0, Н=0, то мають місце частинні петлі гістерезису. При цьому амплітуда перемагніченого поля H < Hmax. Ці петлі гістерезису є симетричними.
1 – основна крива намагнічування; 2 – ідеальна крива намагнічування;
3, 3¢ - гранична петля гістерезису; 4 – частинний цикл гістерезису, А, В, С – частинні петлі гістерезису.
Рисунок 2.2 – Види петель магнітного гістерезису
Магнітною індукцією насичення Bs називають індукцію, яка відповідає максимуму Н, тобто значенню  .
.
Залишковою магнітною індукцією Br називають індукцію, яка залишається у попередньо намагніченому до стану насичення матеріалі після зняття дії магнітного поля.
Коерцитивна сила НС – напруженість магнітного поля, яка необхідна для повного розмагнічування попередньо намагніченого феромагнетика. Розрізняють НС по індукції і НС по намагніченості НСм. Їх значення розрізняються суттєво тільки для магнітотвердих матеріалів, у яких  .
.
Магнітна проникність. Відносна магнітна проникність m - безрозмірна фізична величина, яка характеризує магнітні властивості магнетиків:
 (2.4)
(2.4)
Із спільного розв’язку (2.2), (2.3), (2.4) отримуємо:
 (2.5)
(2.5)
Величину mа=m0m називають абсолютною магнітною проникністю. Залежність магнітної проникності від напруженості магнітного поля зображена на рис.2.3. Розрізняють максимальну mmax, початкову mпоч і диференціальну mд магнітні проникності:
 (2.6)
(2.6)
 (2.7)
(2.7)
Нормальною проникністю називають m, яку отримують з кривої 1 (рис.2.2) і формули (2.5). Залежність для  отримують з кривих 3 і 3’ (рис. 2.2) і формули (2.7).
отримують з кривих 3 і 3’ (рис. 2.2) і формули (2.7).
Коефіцієнт розмагнічування. При намагнічуванні виробів розімкнутої форми у зовнішньому полі Не на їх кінцях утворюються полюси, які створюють розмагнічуюче поле Нр, так що поле всередині виробу:
 (2.8)
(2.8)

Рисунок 2.3 - Залежності магнітної проникності m (1) і диференціальної магнітної проникності md (2) від напруженості поля Н
Значення  приблизно можна обчислити за виразом:
приблизно можна обчислити за виразом:
 (2.9)
(2.9)
де N – коефіцієнт розмагнічування.
Магнітна проникність тіла
 (2.10)
(2.10)
З врахуванням формул (2.5), (2.8), (2.9) формулу (2.10) можна подати у вигляді:
 (2.11)
(2.11)
При  отримуємо:
отримуємо:
 , (2.12)
, (2.12)
де mФ – магнітна проникність форми, яка залежить від геометрії виробу.
2.2.2 Елементи теорії магнітного поля дефектів
Головна задача магнітної дефектоскопії – знання детального просторового розподілу магнітного поля в зоні дефекту намагніченого виробу.
В залежності від виду дефекту і його геометричних розмірів, магнітних властивостей дефекту і матеріалу, який контролюється, розташування дефекту (відстань до поверхні) отримуємо різних ступеней складності фізико-математичні задачі.
У загальному виді вони формулюються так:
В феромагнітному тілі, яке намагнічене зовнішнім постійним полем  з врахуванням петлі магнітного гістерезису, знаходяться іншого роду тіло (дефект) довільної форми і розміру з магнітними характеристиками, відмінними від властивостей оточуючої його області. Необхідно розрахувати, які зміни вносить дефект в первинне поле в просторі над феромагнетиком, тобто необхідно знайти:
з врахуванням петлі магнітного гістерезису, знаходяться іншого роду тіло (дефект) довільної форми і розміру з магнітними характеристиками, відмінними від властивостей оточуючої його області. Необхідно розрахувати, які зміни вносить дефект в первинне поле в просторі над феромагнетиком, тобто необхідно знайти:
 (2.13)
(2.13)
де  - вектор результуючого поля в будь-якій точці простору поза виробом;
- вектор результуючого поля в будь-якій точці простору поза виробом;
 - вектор напруженості поля дефекту над виробом.
- вектор напруженості поля дефекту над виробом.
Визначення зводиться до розв’язку нелінійних рівнянь з врахуванням граничних умов. Точний розв’язок задачі в сформульованому виді неможливий внаслідок неподоланих математичних затруднень. Тому розглядають приблизні задачі в лінійному наближенні, тобто передбачається, що феромагнетик з дефектом намагнічується таким однорідним магнітним полем  , при якому магнітні проникності матеріалу і дефекту не залежать від намагнічуючого поля (
, при якому магнітні проникності матеріалу і дефекту не залежать від намагнічуючого поля ( ). Навіть при такому наближенні задача не розв’язується.
). Навіть при такому наближенні задача не розв’язується.
Реально в практичних умовах для кожної конкретної задачі розглядаються приблизні методики розрахунку магнітних полів стосовно конкретних форм дефектів з сприйнятливими для практики допущеннями. Алгоритми для розрахунку магнітних полів певних конкретних видів дефектів подаються в спеціалізованих довідниках.
Магнітне поле розсіяння дефекту  над виробом тим більше, чим більший дефект і чим ближче він знаходиться до поверхні, над якою здійснюють вимірювання. Це поле може суттєво перевищувати первинне поле над виробом. Так, наприклад, при
над виробом тим більше, чим більший дефект і чим ближче він знаходиться до поверхні, над якою здійснюють вимірювання. Це поле може суттєво перевищувати первинне поле над виробом. Так, наприклад, при  максимальне значення нормальної складової напруженості поля дефекту циліндричної форми радіуса 1 мм перевищує первинне поле приблизно в 30 разів, а тангенціальна складова цього ж поля ще більш суттєвіша (перевищує більше, ніж в 50 разів). Із збільшенням глибини залягання дефекту ефект посилення магнітного поля над дефектом послаблюється внаслідок екранування дефекту поверхнею об’єкта контролю. Але при реальних умовах магнітного контролю зазвичай без особливих затруднень можна виявити дефекти на глибині залягання до 25 – 30 мм.
максимальне значення нормальної складової напруженості поля дефекту циліндричної форми радіуса 1 мм перевищує первинне поле приблизно в 30 разів, а тангенціальна складова цього ж поля ще більш суттєвіша (перевищує більше, ніж в 50 разів). Із збільшенням глибини залягання дефекту ефект посилення магнітного поля над дефектом послаблюється внаслідок екранування дефекту поверхнею об’єкта контролю. Але при реальних умовах магнітного контролю зазвичай без особливих затруднень можна виявити дефекти на глибині залягання до 25 – 30 мм.
3 ТЕХНОЛОГІЧНІ АСПЕКТИ ПРОВЕДЕННЯ МАГНІТНОГО КОНТРОЛЮ
3.1 Способи магнітного контролю
З точки зору впливу магнітного поля на ОК розрізняють спосіб прикладеного магнітного поля і спосіб залишкової намагніченості.
Контроль в прикладеному полі полягає в тому, що деталь намагнічують і одночасно контролюють. Перевага способу полягає в можливості створення достатньо великої індукції, аж до насичення. Це дозволяє отримати значні поля розсіяння дефектів і підвищити їх виявлення. Але сильне магнітне поле, яке діє на ОК, впливає також і на магнітний первинний вимірювальний перетворювач, створюючи потужну заваду, що затруднює контроль.
Спосіб залишкової намагніченості полягає в тому, що ОК спочатку намагнічують, потім усувають намагнічуюче поле і тільки після цього розпочинають контроль. Чутливість цього способу менша внаслідок менших значень індукції, але в такому випадку виключений вплив намагнічуючого поля, чим частково компенсується втрата чутливості. Цей спосіб застосовують для контролю магнітотвердих матеріалів з великою залишковою індукцією. В магнітом’яких матеріалах навіть при досить великому значенні залишкової індукції Br індукція може виявитись малою через розмагнічуючий вплив ОК.
В дефектоскопії використовують обидва методи. Існують також різновиди неруйнівного контролю, які реалізуються лише одним з вказаних способів. Наприклад, оцінка твердості коерцитиметричним методом здійснюється лише способом залишкової намагніченості, в той час, коли структуроскопія методом вищих гармонік можлива лише в прикладеному полі.
Порівнюючи обидва способи, доцільно конкретизувати переваги кожного. У способі залишкової намагніченості це більша технологічність, можливість контролю в умовах, коли відсутні джерела живлення електромагнітів. Спосіб прикладеного поля забезпечує більш високу чутливість, дозволяє контролювати об’єкти з матеріалів з малою індукцією насичення. Складності виникають при контролі коротких деталей, коли з’являється розмагнічуюче поле, яке порушує паралельність магнітних ліній і погіршує умови виявлення дефектів.
3.2 Методи та засоби намагнічування об’єктів контролю
Так як магнітний контроль базується на реєстрації магнітних полів розсіяння, то обов'язковою операцією контролю є намагнічування контрольованої деталі. Найкраще дефекти виявляються у випадку, коли площина дефекту перпендикулярна напрямку намагнічування. Через те, що положення площини дефекту наперед не відомо, деталі простої форми намагнічують в одному чи двох напрямках, а деталі складної форми – в декількох.
При магнітному контролі використовують три способи намагнічування: поздовжнє (полюсне), циркулярне і комбіноване. Вони відрізняються тільки напрямком магнітного потоку відносно найбільшого розміру об'єкта контролю.
Поздовжнє намагнічування можна здійснити за допомогою постійного магніту, електромагніту або соленоїда (рис.3.1). Перші два випадки відрізняються тільки способами створення магнітного поля.
а) б) в)
а – соленоїдом; б – електромагнітом; в – постійним магнітом
Рисунок 3.1 - Різновиди поздовжнього намагнічування
Намагнічування постійним магнітом дуже зручне при контролі в польових умовах, а також при використанні магнітного контролю як додаткового до будь-яких інших видів, коли відсутнє спеціальне оснащення магнітного контролю. Використання постійного магніту досить поширене. Водночас у цьому випадку зміна напруженості поля, а значить, магнітного стану об'єкта контролю, майже неможлива. Перевагою електромагніту є можливість керування режимом контролю. Як постійний магніт, так і електромагніт використовують при контролі плоских або не сильно викривлених ділянок поверхонь деталей.
Поздовжнє намагнічування в соленоїді використовують при контролі протяжних об'єктів у вигляді прутків, штанг. При цьому позначається вплив розмагнічуючого фактору (коефіцієнта форми). В результаті на границях намагніченої ділянки магнітні силові лінії виходять з ОК. Істинна напруженість магнітного поля всередині об'єкта виявляється менше розрахованої. Вплив намагнічених областей деталі і складність конфігурації намагніченої області не дозволяють визначити поле всередині деталі і правильно розрахувати режим контролю. Тому для вибору режиму намагнічування деталей складної форми і визначення чутливості необхідно вимірювати напруженість намагнічуючого поля. При цьому необхідно враховувати, що для вимірювання напруженості поля біля дефектів необхідні мініатюрні датчики. Але навіть і за таких умов завжди будемо отримувати занижені результати, тому що дуже мала за розмірами область поля розсіювання оточена ділянками, де полів розсіювання практично немає. Більшість первинних вимірювальних перетворювачів мають відносно великі розміри, тому отримуємо усереднене за їх розмірами значення напруженості, яке є заниженим відносно фактичного.
При поздовжньому намагнічуванні виявляють поперечні, тобто напрямлені ортогонально до напрямку магнітного потоку або електромагніту, дефекти. Очевидно, що при використанні постійного магніту або електромагніту для поздовжнього намагнічування контроль найкраще проводити декілька разів, намагнічуючи ділянку деталі в різних напрямках.
Циркулярне намагнічування здійснюють пропускаючи струм через деталь або провідник, який проходить крізь отвір в ОК. Цей вид намагнічування використовують для виявлення поздовжніх дефектів, а також дефектів, які розташовані під невеликим кутом до осі деталі. Основні різновиди циркулярного намагнічування вказані на рис 3.2. Протяжні деталі у виді стрижнів, осей, в яких робочою є бокова поверхня, намагнічуються, пропусканням струму через контакти на торцях. Для циркулярного намагнічування ділянок довгих деталей, а також у випадку неприступності до торців контакти встановлюють на бокову поверхню деталі. Недоліком цього способу намагнічування є те, що в місцях контактів можливий сильний нагрів деталі і утворення припіків (областей термічного впливу із зміненими механічними властивостями), що недопустимо для добре оброблених робочих поверхонь. Цей недолік відсутній при контролі деталей у вигляді труб, кілець, оскільки струм тут проходить по дроту, який пропущено через отвір.
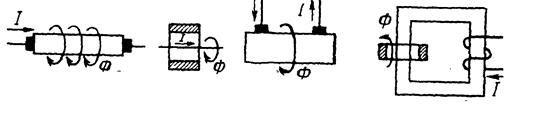
а) б) в) г)
а – пропусканням струму через торці деталі; б – за допомогою провідника зі струмом, який знаходиться в отворі деталі; в – пропусканням струму через контакти на боковій поверхні деталі; г – шляхом індукування струму в деталі
Рисунок 3.2 – Різновиди циркулярного намагнічування
На відміну від поздовжнього, при циркулярному намагнічуванні в багатьох випадках вдається наближено оцінити напруженість магнітного поля, тобто розрахувати режим контролю. Так, для випадку (рис. 3.2 а) напруженість поля H на поверхні стрижня при пропусканні по ньому струму I, згідно закону повного струму, становить:
 , (3.1)
, (3.1)
де r - радіус деталі.
По цій же формулі можна провести розрахунок і для випадку (рис.3.2в), коли відстань l між контактами значно більша діаметру деталі d, тобто l/d>5-10.
Розрахунок для кільця (рис.3.2б) аналогічний і записується формулою:
 , (3.2)
, (3.2)
У випадку намагнічування пластин розрахунок менш точний, але можна вважати, що при співвідношенні сторін перерізу більше 10-15 напруженість магнітного поля на поверхні пластини визначається співвідношенням:
 , (3.3)
, (3.3)
де b - більша сторона перерізу пластини.
Для деталей більш складної форми розрахунок неточний, тому треба користуватися або дуже наближеними оцінками, або вимірювати напруженість поля.
|
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 5315; Нарушение авторских прав?; Мы поможем в написании вашей работы!