КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Многорезцовые токарные полуавтоматы
|
|
|
|
Многорезцовые полуавтоматы имеют полуавтоматический цикл работы.
Вручную производят:
· съем детали,
· установку заготовки, ее зажим в патроне или в центрах,
· пуск полуавтомата.
Автоматически производятся:
· подвод суппортов с резцами,
· обработка заготовки,
· возврат суппортов в исходное положение,
· остановка полуавтомата.
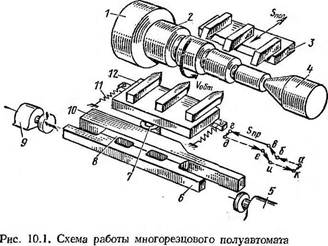
Заготовку 2 обрабатывают несколько одновременно работающих резцов, установленных на продольном 12 и поперечном 3 суппортах. Продольный суппорт 12 перемещается вместе с планками 6 и 8 относительно неподвижной линейки 10. При этом ролик 7 суппорта перекатывается по рабочей поверхности линейки 10 и постоянно поджимается к ней пружинами 11. Цикл работы продольного суппорта следующий: быстрый подвод суппорта к обрабатываемой заготовке (участок а—б); врезание резцов при перемещении ролика 7 по конусной поверхности линейки 10 (участок б-в), обтачивание заготовки при рабочей подаче (участок в-г); отскок суппорта назад в поперечном направлении (участок г-д); быстрый отход в исходное положение на продольной подаче (участки д-е, е-и, и-к) и перемещение суппорта вперед в первоначальное положение (участок к-а).
Отскок (примерно на 1 мм) и возврат суппорта осуществляются с помощью планок 6 и 8. Обе планки перемещаются вместе с суппортом, при этом планка 6 может перемещаться относительно суппорта в продольном направлении. В начале работы суппорта они установлены относительно друг друга так, что соприкасаются выступами (как показано на рис. 10.1).
В конце обтачивания планка 6 наезжает на упор 9 и смещается относительно планки 8 вправо, в результате выступы устанавливаются напротив впадин планки 8. Суппорт 12 вместе с роликом 7, линейкой 10 и планкой 8 под действием пружин 11 отходит назад на глубину впадины планки 8, поэтомурезцы при отходе суппорта назад не касаются обработанной поверхности.
После возвращения продольного суппорта в исходное положение планка 6 наезжает на второй упор 5 и смещается влево в первоначальное положение, когда ее выступы устанавливаются напротив выступов планки 8. В результате суппорт с резцами, линейка 10 и планка 8 устанавливаются в первоначальное положение (точка а).
Одновременное участие в работе большого числа резцов сокращает время обработки.
Принцип работы копировальных полуавтоматов (рис. 10.4).
В токарных копировальных полуавтоматах профиль заготовки 16 получают при обработке одним резцом 5 методом копирования. Резец устанавливают на верхней части копировального суппорта, который в продольном и поперечном направлениях перемещается по специальному копиру 8 или по эталонной детали. В результате этого при продольном и поперечном перемещении суппорта резец 5 точно воспроизводит на обрабатываемой заготовке форму и размеры копира, который точно соответствует размерам изготовляемой детали.
Многорезцовые копировальные полуавтоматы (рис. 10.5) как бы суммируют в себе основные преимущества и технологические возможности многорезцовых и копировальных полуавтоматов. По принципу работы они во многом похожи на копировальные полуавтоматы. Основной профиль заготовки 12, устанавливаемой в центрах, обрабатывают режущим инструментом 11, установленным на копировальном суппорте.
Возможны следующие варианты обработки:
· одним резцом как на копировальных полуавтоматах,
· блоком резцов до шести — восьми штук, как на многорезцовых полуавтоматах,
· резцами с двух на кладных копировальных суппортов с независимым управлением каждым суппортом по отдельному копиру.
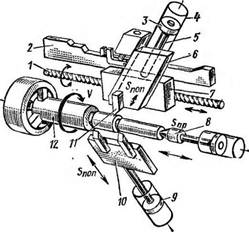 Операции по проточке канавок, подрезке торцов выполняют резцами, установленными на поперечном суппорте 10. Поперечный суппорт многорезцовых копировальных полуавтоматов выполнен в виде отдельного узла с самостоятельным приводом. Это позволяет при использовании двух поперечных суппортов обеспечить их независимую работу.
Операции по проточке канавок, подрезке торцов выполняют резцами, установленными на поперечном суппорте 10. Поперечный суппорт многорезцовых копировальных полуавтоматов выполнен в виде отдельного узла с самостоятельным приводом. Это позволяет при использовании двух поперечных суппортов обеспечить их независимую работу.
Продольная (задающая) подача каретки 7 копировального суппорта в этих полуавтоматах механическая и производится с помощью передачи ходовой винт—гайка. Гайка этой передачи жестко закреплена на каретке 7. При вращении ходового винта 1 копировальный суппорт перемещается влево или вправо.
Токарный многорезцовый копировальный полуавтомат 1713 (рис. 10.6)
Назначение полуавтомата
Полуавтомат применяют для черновой и чистовой токарной обработки в центрах деталей типа валов с прямолинейными и криволинейными образующими.
Техническая характеристика станка
Наибольший диаметр обрабатываемой заготовки над суппортом, мм 250
Расстояние между центрами, мм 710
Мощность электродвигателя привода главного движения, кВт 22
Движения в полуавтомате
Главное движение резания - вращение шпинделя с заготовкой.
Движение рабочих подач копировального суппорта - продольное перемещение копировального суппорта.
Движение ускоренных подач копировального суппорта - осуществляется от самостоятельного электродвигателя М, суппорт получает ускоренный подвод к шпинделю полуавтомата и ускоренный отвод в исходное положение.
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 2297; Нарушение авторских прав?; Мы поможем в написании вашей работы!