КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И повышенной частотах
|
|
|
|
Особенности нагрева. Конструкция установок. Нагрев на промышленной
Лекция 19. Индукционные установки для сквозного нагрева.
Наряду с поверхностной закалкой широко применяется сквозной индукционный нагрев под пластическую деформацию: объемную штамповку, ковку, прокатку, прессование, волочение. Нагреву подвергаются стали различных типов,
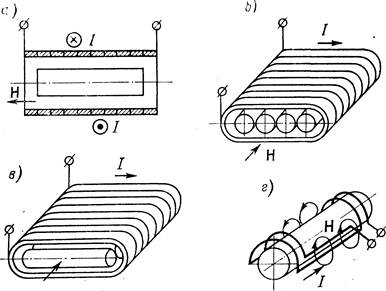
Рис.1. Нагрев цилиндрических заготовок в индукторах различных типов: цилиндрическом (а), овальном (б и в) и щелевом (г)
от малоуглеродистых до легированных, а также сплавы титана, алюминия, меди и других металлов. Целью нагрева является обычно получение заданной
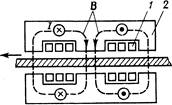
| Рис. 2. Нагрев ленты в поперечном магнитном поле |
температуры с определенной допустимой неравномерностью по объему изделия. Для сталей средняя температура Тер находится в диапазоне 1000—1250 °С с допустимым отклонением от нее ± (100—25) К (меньшее отклонение—для точных технологий, таких, как штамповка на ковочных вальцах и др.). Обычно принимают максимальную температуру нагрева стали Г„^х = 1250 °С, а перепад температуры по сечению АГ ^ 100—150 К. В отдельных случаях, например при прессовании алюминия, используется градиентный нагрев с заданным законом изменения температуры по длине изделия.
|
Время нагрева и удельная мощность определяются из условия достижения требуемого распределения температуры. При этом время транспортировки нагретых тел к прессу или другому агрегату может использоваться для выравнивания температуры, однако в ходе всего процесса максимальная температура не должна превышать величины Tmax, зависящей от вида материала. Иногда, особенно при нагреве заготовок из легированных сталей, вводится ограничение на перепад температур  в диапазоне
в диапазоне  <650 °С из-за опасности возникновения внутренних трещин от термических напряжений.
<650 °С из-за опасности возникновения внутренних трещин от термических напряжений.
Нагрев осуществляется в специальных индукционных нагревателях, основным элементом которых является индуктор. Наибольшее распространение получили индукторы цилиндрического, овального и щелевого типа. Прямоугольные тела нагревают в овальных (прямоугольных), реже щелевых индукторах. Для цилиндрических тел используют индукторы всех трех типов (рис.1), причем в овальных индукторах цилиндры могут располагаться вдоль (рис.1, б) или поперек (рис.1, в) оси индуктора (нагрев в продольном или поперечном поле индуктора). Для нагрева лент и пластин толщиной менее двух глубин проникновения эффективно использование индукторов поперечного поля (рис.2), состоящих из двух плоских индукторов с Ш-образным магнитопроводом 2, токи в которых имеют одинаковое направление. Тип использованного индуктора во многом определяет конструкцию и технико-экономические показатели всего нагревателя.
Наиболее часто нагрев осуществляется при постоянстве напряжения на индукторе, однако используются также режимы с примерно постоянной мощностью или температурой поверхности (ускоренный нагрев), а также режимы с изменением мощности по специальной программе (оптимальные режимы нагрева).
Выбор типа индуктора необходимо производить по совокупности электрических, тепловых и конструктивных характеристик.
Цилиндрические индукторы наиболее просты по конструкции, надежны, обладают высоким полным КПД и обеспечивают минимальное окисление заготовок вследствие слабого доступа воздуха в зону нагрева (нагрев в застойной атмосфере). Этот тип индуктора наиболее распространен на практике. Щелевые индукторы имеют более низкие энергетические показатели и применяются в тех случаях, когда удобство транспортировки заготовок имеет особое значение.
По принципу действия нагреватели делятся на периодические, непрерывные и полунепрерывные. В периодических нагревателях одно или несколько изделий нагреваются до требуемой температуры, после чего загрузка индуктора полностью заменяется. В нагревателях непрерывного действия изделия в процессе нагрева находятся в непрерывном или пульсирующем движении, а в полунепрерывных нагреваются одновременно несколько изделий с поштучной их заменой.
По длине нагреваемых изделий различают нагреватели для сквозного нагрева длинных заготовок (штанг), коротких (мерных) заготовок и нагрева участков длинных заготовок, обычно их концов.
Нагреватели снабжаются устройствами для подачи заготовок, перемещения их через индуктор и передачи на пресс или другое технологическое оборудование. Заготовки подаются на вход индуктора с помощью перепускных механизмов с накопительных лотков, из кассет и со стеллажей или специальными автоматами из загрузочных бункеров. Выгрузка заготовок из индуктора и их передача на пресс производится с помощью роликов, лотков, цепных или пластинчатых транспортеров. Наибольшую сложность представляет перемещение заготовок через индуктор. Разработано много вариантов устройств, конструкция которых зависит от вида заготовок, типа индуктора и режима работы нагревателя.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 400; Нарушение авторских прав?; Мы поможем в написании вашей работы!