КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности нагрева
|
|
|
|
Нагрев длинных заготовок. Длинные заготовки обычно нагревают в секционированных цилиндрических или прямоугольных индукторах при непрерывном перемещении с помощью системы приводных роликов. Расстояние между осями соседних роликов не должно превышать половины длины заготовки. Принимая минимальную длину секции равной 15 см, а длину промежутка для ролика 10 см, получаем, что этот способ пригоден лишь при длине заготовок более 50 см.
Нагрев штанг перед шаропрокатными и другими специальными станами осуществляется в периодических нагревателях с поочередной выдачей нагретых штанг, что сокращает общую длину установки.
Нагреватели мерных заготовок. При малой производительности и сравнительно большой длине заготовок используют периодические нагреватели (рис.3). Заготовки заталкиваются в индуктор 3 с теплоизоляцией 5 по направляющим 7 толкателем 1 с пневматическим, гидравлическим или электромеханическим (реечным или кулисным) приводом. Направляющие, изготавливаемые из трубок из немагнитной стали (например, Х18Н10Т), не должны образовывать замкнутых контуров во избежание дополнительных потерь энергии. Для повышения стойкости направляющих к истиранию на них иногда наплавляют полоски износостойкого материала. Нагретая заготовка 4 после окончания цикла нагрева выталки-
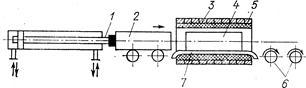
Рис. 3. Схема нагревателя периодического действия
вается холодной заготовкой 2. Горячая заготовка попадает на приводные ролики 6 на выходе из индуктора и перемещается к прессу. Основная масса мерных заготовок нагревается в полунепрерывных и непрерывных нагревателях. Полунепрерывные нагреватели по конструкции близки к периодическим,
|
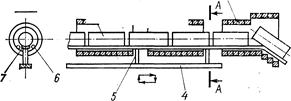
Рис. 4. Схема нагревателя с шаговым перемещением заготовок
однако у них в индукторе находится столб из нескольких заготовок. Недостатками конструкции являются невозможность нагрева одиночных заготовок, сравнительно быстрое истирание направляющих, ненадежная работа при нагреве заготовок с заусенцами и неровными торцами. Эти же недостатки присущи нагревателям непрерывного действия, в которых столб заготовок проталкивается по направляющим системой приводных и прижимных роликов, расположенных на входе в индуктор.
Широкое распространение получили нагреватели с шаговым перемещением мерных заготовок (рис. 4). Заготовки 1 в индукторе лежат на двух неподвижных направляющих 6, между которыми расположен лоток 7, поддерживаемый опорами 5, закрепленными на раме 4. Рама 4 совершает циклическое движение. Сначала лоток поднимает столб заготовок и переносит его вперед, затем опускает их на направляющие 6 и возвращается обратно. Промежуточные опоры лотка располагаются в зазорах между секциями индуктора 2. Так как шаг перемещения мал, конец выходной заготовки может остыть при выходе из индуктора. Быстрая разгрузка обеспечивается скоростными роликами на выходе из индуктора или специальной конструкцией последней секции (3 на рис. 4), поддерживающей температуру заготовки вплоть до ее соскальзывания по наклонным направляющим. Шагающий механизм приводит к некоторому увеличению воздушного зазора в индукторе, что снижает его коэффициент мощности и КПД.
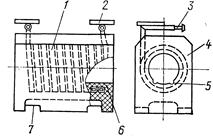
Нагреватели со щелевыми индукторами используются в основном для нагрева концов заготовок (рис. 5). Заготовки располагаются на транспортере или в гнездах специального барабана,
|
Рис. 5. Цилиндрический индуктор, залитый в бетон
обеспечивающего их движение. Для этой же цели используются нагреватели с овальными индукторами. Загрузка и выгрузка заготовок из индуктора осуществляется толкателями.
Отечественной промышленностью для нагрева стальных заготовок под пластическую деформацию серийно выпускаются нагреватели типов КИН и ИНМ
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 515; Нарушение авторских прав?; Мы поможем в написании вашей работы!