КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Закалочные баки
|
|
|
|
ЗАКАЛОЧНЫЕ БАКИ И МАШИНЫ
Лекция 20
К оборудованию, предназначенному для охлаждения при закалке, относят немеханизированные и механизированные закалочные баки, в которых детали охлаждаются в свободном состоянии, закалочные прессы, закалочные и гибозакалочные машины, в которых детали (шестерни, валы, листы, рессоры) закаливаются в зажатом состоянии.
Различают два вида закалочных баков: немеханизированные и механизированные.
Немеханизированный закалочный бак представляет собой емкость цилиндрической или прямоугольной формы. Бак сваривают из листовой низкоуглеродистой стали толщиной 4—6 мм. В термических цехах применяют небольшие закалочные баки для закалки мелких и средних деталей. Размеры баков в плане (в мм): 60x700, 700x1200. Глубина баков около 1000 мм. В немеханизированных баках все процессы по передаче деталей в бак, перемещению в баке и выдаче их из бака выполняют вручную. Ориентировочный объем закалочной жидкости в баке составляет 15 л на 1 кг охлаждаемых деталей. Для крупных деталей (штампы, валы и т. п.) размеры закалочных баков могут достигать нескольких метров. Расчет размеров закалочного бака может быть выполнен, если известны количество теплоты, вносимое горячим металлом, и допустимый перегрев охлаждающей среды. Металл (детали, поддоны, приспособления) при закалке отдает закалочной среде следующее количество теплоты:


где средняя теплоемкость металла при t нм и t км Дж/(кг-К); t нм и t км - начальная и конечная температура металла, °С; mм — масса металла, кг.
Эта теплота поглощается закалочной средой, масса которой (в кг):

где — средняя теплоемкость закалочной среды при tнз.с.
и tкз.с, Дж/(кг•К); tнз.с. и tкз.с — начальная и конечная температура закалочной среды, °С, обычно tнз.с.- tкз.с. < 20 °С.
Таким образом, если известна масса охлаждаемого металла, легко определить массу закалочной среды, а зная ее плотность, — ее объем. При определении объема закалочного бака и его размеров следует учитывать, что для обеспечения равномерных условий охлаждения деталей над ними и под ними должен быть слой закалочной жидкости толщиной не менее 100 мм. Кроме того, уровень закалочной жидкости должен быть от края бака на расстоянии не менее, чем 100—150 мм.
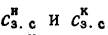
Для закалки деталей, нагретых в камерных толкательных печах, применяют баки (рис.1) с механизированным перемещением закалочного стола, на который устанавливается поддон с нагретыми деталями. При помощи пневматического подъемника стол может опускаться и подниматься в баке.
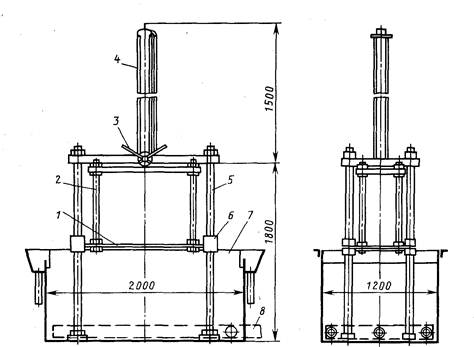
Рис. 1. Закалочный бак с механизированным перемещением стола:
1 — стол; 2 — штанга; 3 — кран; 4 — цилиндр; 5 — направляющая; 6 — втулка стола; 7 — бак; 8 — трубопровод
Конвейерные закалочные баки применяют в автоматических и поточных линиях термической обработки. Баки такой конструкции имеются на Ростовском ГПЗ 10. В конвейрных баках охлаждаются детали, поступающие образом, чтобы нагретые до нужной температуры детали попадали на ленту конвейера, расположенную ниже уровня закалочной среды.
Конвейерные из нагреветельных печей. Баки устанавливают относительно печей та ким закалочные баки имеют стальной сварной корпус, в котором размещен пластинчатый конвейер. Ведущий вал конвейера и механизм, вращающий его, расположены над баком, а ведомый вал и подшипники, в которых он вращается, находятся в нижней части бака. Лента конвейера собирается из отдельных пластин, прикрепленных к двум цепям. На ведущем валу конвейера посажены две звездочки, тянущие цепи и, следовательно, ленту конвейера. Две звездочки ведомого вала обеспечивают фиксированное расположение ленты конвейера относительно оси бака.
ким закалочные баки имеют стальной сварной корпус, в котором размещен пластинчатый конвейер. Ведущий вал конвейера и механизм, вращающий его, расположены над баком, а ведомый вал и подшипники, в которых он вращается, находятся в нижней части бака. Лента конвейера собирается из отдельных пластин, прикрепленных к двум цепям. На ведущем валу конвейера посажены две звездочки, тянущие цепи и, следовательно, ленту конвейера. Две звездочки ведомого вала обеспечивают фиксированное расположение ленты конвейера относительно оси бака.
Верхняя ветвь конвейера движется по направляющим, приваренным к боковым стенкам бака, а нижняя ветвь, как правило, висит свободно, что обеспечивает необходимое натяжение ленты конвейера.
Плоскость конвейера, на которую падают детали из печи, располагается ниже уровня закалочной среды на 700—1000 мм. Детали массой до 3 кг падают из печи прямо на ленту конвейера. Более тяжелые детали, чтобы не разрушить пластины ленты конвейера, при падении из печи вначале попадают на лоток и уже с него — на ленту конвейера. Лоток устанавливается на 250— 300 мм выше ленты конвейера.
Скорость движения конвейера в баке зависит от времени охлаждения деталей. Скорость конвейера регулируют изменением передаточного числа приводного механизма. Во избежание нагромождения деталей и неравномерности их охлаждения скорость конвейера бака должна быть в 2—3 раза больше, чем скорость движения деталей в печи. Скорость конвейера зависит и от типа закалочной среды. При закалке в масле скорость конвейера в 2— 3 раза меньше, чем при закалке в воде.
Охлаждение закалочной среды в баке происходит или непосредственно в баке, или в отдельно стоящем теплообменнике.
Для выравнивания температуры закалочной среды в баке место забора в теплообменник и место слива охлажденной среды выполняются на противоположных сторонах бака. В конвейерных закалочных баках для интенсификации процессов охлаждения закаливаемых деталей в ряде случаев устанавливают лопастные насосы. Насосы располагают таким образом, чтобы создаваемый ими поток направлялся в ту часть бака, куда поступают детали из печи.
На рис. 2 показан закалочный бак с пластинчатым конвейером. В качестве закалочной среды может быть использована вода или масло. При закалке в воде температура в баке регулируется непрерывной подачей воды по трубе 3. Вода из бака удаляется через окно 7. Данная система удаления закалочной среды обеспечивает поддержание постоянного уровня воды в баке. Расход воды регулируется в зависимости от производительности печи. Датчик
температуры, погруженный в закалочную среду, управляет клапаном 4, установленным на трубе, подающей холодную воду. Для предохранения пластин конвейера от ударов деталей, падающих из печи, в баке установлен лоток 2. После слива закалочной среды через трубу 9 можно, не разбирая ленты конвейера, через люк 8 удалить из бака окалину, детали, ссыпавшиеся с конвейера.
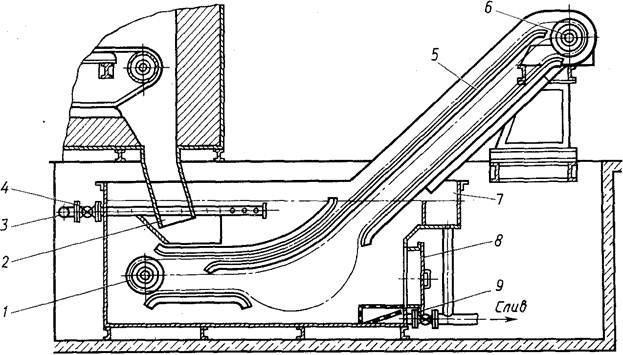
Рис. 2. Конвейерный закалочный бак:
1 — ведомый вал; 2 — лоток; 3 труба; 4 — клапан; 5 — направляющая; 6 — ведущий вал; 7 — переливное окно; 8 — люк; 9 — сливная труба
2. УСТРОЙСТВА ДЛЯ ПОДОГРЕВА, ОХЛАЖДЕНИЯ, ПЕРЕМЕШИВАНИЯ И ОЧИСТКИ ЗАКАЛОЧНЫХ СРЕД
Устройства для подогрева. Для подогрева закалочных сред используются пар, газообразное топливо и электрическая энергия.
При подогреве закалочных сред паром в закалочном баке размещают змеевик из стальных труб. Температура закалочной среды регулируется автоматически путем изменения расхода пара через змеевик. Как правило, подогрев закалочной среды необходим только в начальный период работы печи. В дальнейшем, когда в закалочный бак начинают поступать горячие детали из печи, из-за избытка теплоты температура закалочной среды начинает повышаться, система подогрева отключается.
В ряде случаев для подогрева закалочных сред используется природный газ. Сжигание природного газа осуществляется в радиационной трубе, погруженной в закалочную среду. В радиационных трубах устанавливают инжекционные однопроводные или двухпроводные горелки. Температура закалочной среды регулируется автоматически. При температуре среды ниже заданной
горелка работает на полную мощность, при температуре среды, превышающей заданную, горелка отключается.
Наибольшее распространение для подогрева закалочных сред получили электрические нагреватели, особенно трубчатые электрические нагреватели ((ТЭНы). Электрические нагреватели обычно опускаются в закалочный бак сверху, что позволяет отказаться от дополнительных отверстий в стенах бака, через которые возможна утечка закалочной среды.
Устройства для подогрева сред целесообразно устанавливать таким образом, чтобы прогревались нижние слои закалочной среды, что улучшает перемешивание среды путем ее естественной конвекции.
Устройства для охлаждения. Для охлаждения масла, используемого в качестве закалочной среды, применяют различные конструкции теплообменных устройств. Горячее масло охлаждается водой или воздухом. В теплообменном устройстве охлаждаемая и охлаждающая среды разделены герметичной перегородкой, через которую и осуществляется передача теплоты.
В зависимости от интенсивности тепловыделения в закалочном баке используются теплообменники различной мощности. При охлаждении масла непосредственно в закалочном баке применяют баки с двойными стенками, между которыми пропускается проточная вода. В ряде случаев в закалочный бак опускаются змеевики, сваренные из стальных труб и охлаждаемые водой.
Большой интенсивности охлаждения масла можно добиться путем повышения скорости его движения относительно охлаждаемой поверхности. С этой целью масло из бака отсасывается насосом и под давлением подается в трубчатый теплообменник, охлаждаемый водой. Проходя через теплообменник, масло, соприкасаясь с трубами, охлаждается и направляется в закалочный бак. Подобные маслоохладительные установки работают в автоматическом режиме. При температуре масла в закалочном баке, не превышающей заданную температуру, маслоохладитель не работает. При нагреве масла выше заданной температуры включается насос и масло начинает подаваться в маслоохладитель. Одновременно в маслоохладитель начинает поступать холодная вода. Во время работы маслоохладителя давление масла в нем поддерживается всегда большим, чем давление охлаждающей воды.
На рис. 3 показан трубчатый маслоохладитель, охлаждаемый проточной водой. Маслоохладитель состоит из наружного корпуса 3, трубчатого теплообменника 5, водораспределителя / и водяного кожуха 2. Наружный корпус крепится к трубчатому теплообменнику при помощи фланцевого соединения. На боковой поверхности наружного корпуса имеется два отверстия для подачи горячего масла и слива охлажденного масла.
Трубчатый теплообменник представляет собой пучок труб, один конец которых приварен к фланцу теплообменника, а другой
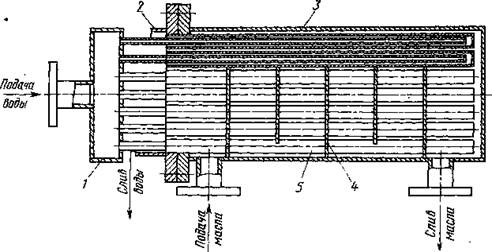
Рис. 3. Трубчатый маслоохладитель
имеет заваренные донышки. На пучок труб надеты перегородки 4, расположенные равномерно по длине теплообменника.
Водораспределитель состоит из герметичной коробки, в которую из сети подается холодная вода, и пучка труб, по которым вода поступает в трубы теплообменника. В каждой трубе теплообменника находится труба водораспределителя. Маслоохладитель работает следующим образом. Горячее масло поступает в корпус и заполняет все пространство между трубами теплообменника. Перегородки теплообменника заставляют поток масла проходить по извилистому пути, что обеспечивает лучшие условия теплопередачи от масла к трубам теплообменника. По мере движения масло охлаждается и из корпуса выходит уже охлажденное масло.
Вода, поступающая из сети, направляется по трубам водораспределителя к заглушённому концу труб теплообменника. Холодная вода, соприкасаясь с горячей поверхностью трубы теплообменника, охлаждает ее. Вода из теплообменника удаляется по кольцевому зазору между трубами водораспределителя и теплообменника. По выходе из теплообменника вода из труб поступает в водосливный кожух и оттуда направляется в канализацию.
В данном теплообменнике пространство, заполняемое охлаждающей водой, всегда остается открытым и соединяется с атмосферой. Это сделано для того, чтобы давление воды в теплообменнике ни при каких условиях не могло быть большим, чем давление масла, и вода не смогла бы попасть в ту часть маслоохладителя, где находится масло. Конструкция маслоохладителя позволяет вынимать трубчатый теплообменник из наружного корпуса и производить чистку и промывку теплопередающей поверхности.
Кроме трубчатых теплообменников применяют пластинчатые теплообменники. Они состоят из набора тонких (1 – 1,2 мм) теплопередающих пластин с гофрированной поверхностью, сжатых в пакет между прочными фланцами при помощи болтовых соединений. По образованным между пластинами щелевидным каналам движутся противотоком из соответствующих коллекторов жидкости (охлаждаемая и охлаждающая).
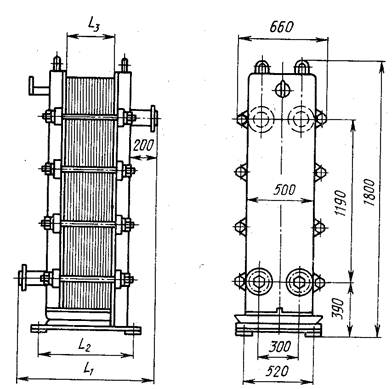
Рис. 4. Пластинчатый теплообменник
Температура применения пластинчатых теплообменников зависит от материала пластин и прокладок, уложенных между пластинами. Прокладки из специальных сортов резины применяют до 200°С, прокладки из паронита — до 300 °С. Пластинчатый разборный теплообменник типа ТПР показан на рис. 4.
В термических цехах наряду с индивидуальными маслоохла-дительными установками применяют и центральные маслоох-ладительные установки или станции. Охлажденное масло из центральной маслоохладитель-ной станции по трубопроводу поступает в закалочные баки различных печей. Масло поступает в баки непрерывно и тем самым обеспечивается постоянная температура закалочной среды. Через переливное отверстие масло сливается из бака
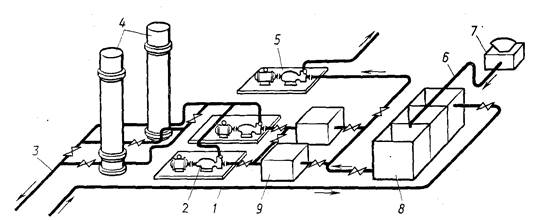
Рис. 5. Схема центральной маслоохладительной установки
в обратную магистраль и насосами прогоняется через фильтры и маслоохладители.
Схема такой установки показана на рис.5. Масло из закалочных баков, расположенных в цехе, поступает по трубопроводу 1 в трехсекционный бак 8, затем в фильтры 9 и маслоохладители 4. Для перекачки масла предназначены насосы 2, один из которых резервный. Охлажденное масло поступает к закалочным бакам по трубопроводу 3. Отработанное масло из системы удаляется насосом 5. Свежее масло в систему подается по трубопроводу 6. Приемная воронка 7 расположена вне помещений цеха.
Центральные маслоохладительные станции, как правило, располагаются на значительном расстоянии от закалочных баков, а индивидуальные маслоохладители монтируют в непосредственной близости от печи.
Устройства для перемешивания. От условий охлаждения деталей в закалочном баке зависит как степень деформации отдельных деталей, так и разброс значений твердости деталей, находящихся в различных местах садки. Устройства для перемешивания закалочной среды как раз и предназначены для создания одинаковых условий охлаждения деталей при закалке. Чем равномернее поле скоростей движения закалочной среды относительно закаливаемых деталей по всему сечению садки (поддона), тем стабильнее результаты термической обработки.
В промышленности применяют различные конструкторские решения, обеспечивающие получение достаточно равномерного охлаждения. В наиболее простом случае в качестве перемешивающего устройства используют крыльчатку вентилятора, вращающуюся в закалочной среде в непосредственной близости от закаливаемых деталей (рис. 6 а). Эта схема перемешивания закалочной среды вполне приемлема, когда детали на поддоне расположены редко и между ними имеются большие зазоры, достаточные для прохождения большего количества закалочной среды. Однако, когда детали на поддоне расположены плотно друг к другу, поток закалочной среды, направляемый крыльчаткой на детали, встречая на своем пути сопротивление (детали на поддоне), отклоняется в сторону, а через садку проходит только его незначительная часть. Охлаждение деталей, находящихся в разных частях садки, различно: детали, на которые набегает поток, охлаждаются интенсивно и имеют высокую поверхностную твердость, а детали, находящиеся в глубине садки, охлаждаются с меньшей скоростью и имеют меньшую твердость.
Более равномерный поток закалочной среды через садку обеспечивается при наличии в баке системы принудительно направленной циркуляции (рис. 6 б). В этом случае весь поток закалочной среды, направляемый крыльчаткой 4 в подающий короб 5, поступает к поддону 1 и проходит через садку 2. Равномерное распределение потока по сечению короба обеспечивается установкой распределителей 6 потока. При закалке поддон, опускаясь в закалочный бак, оказывается в шахте 3, соединенной с подающим коробом. Расстояние от поддона до стенок шахты небольшое (20—30 мм), что обеспечивает гарантированное прохождение потока через весь объем садки.
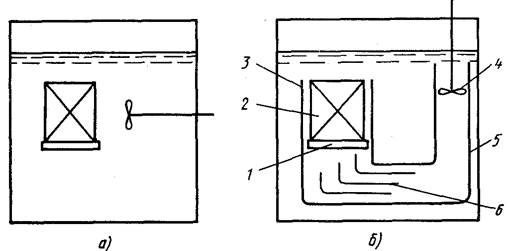
Рис. 6, Схема устройства перемешивания закалочной среды:
а — без подающего короба; б —с подающих коробом
Для интенсивного перемешивания иногда в баки подают сжатый воздух, который, проходя через масло, перемешивает его. Такой процесс называется барбатацией или барбатированием. Однако в этом случае может наблюдаться неравномерность охлаждения изделий.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 9852; Нарушение авторских прав?; Мы поможем в написании вашей работы!