КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
МНЛЗ для разливки тонких слябов и литейно-прокатные модули
|
|
|
|
ЛЕКЦИЯ №25
С начала 90-х годов прошлого века в практику создания эффективных технологических систем прочно вошло понятие литейно-прокатный модуль (ЛПМ), в котором органично совмещается процесс разливки стали на заготовку и ее последующая горячая прокатка. В настоящее время в мире насчитывается свыше 30 цехов с ЛПМ, которые производят более 50 млн. т листа в год. Основная доля таких мини заводов приходится на США (около 40%), Западную Европу (более 20%) и развивающиеся (включая КНР) страны (27%).
В целом такая схема может быть представлена следующим образом: выплавка стали в дуговой печи или конвертере → доводка стали на установке «ковш-печь» → разливка стали (толщина сляба 50-70 мм) и его горячая прокатка прокатка на ЛПМ → прокатка на станах холодной прокатки (рис.25.1). При этом для получения 1 тонны холоднокатаного листа достаточно 1,10-1,12 тонны жидкой стали, а значительный энерго- и ресурсосберегающий эффект достигается, главным образом, за счет сокращения технологической цепочки и исключения дополнительных циклов охлаждения и нагрева заготовки.

Рис.25.1.Схема расположения основных функциональных единиц ЛПМ
Принято считать, что первый промышленный ЛПМ был пущен в 1989 г. в г. Крофордсвилле (США): компания «Nucor» ввела в эксплуатацию завод, оснащенный электродуговыми печами и МНЛЗ для получения сляба толщиной 50 мм. При этом слябы передавались непосредственно на стан горячей прокатки. Этот процесс получил название CSP (Compact Strip Production), а разработка предложена фирмой «Schloeman-Siamag» (Германия).
Основной технической и технологической задачей, решение которой обеспечило распространение ЛПМ в мире, является достижение высокого показателя расхода стали на участке разливки при небольшой толщине получаемого сляба, что позволило осуществлять высокоэффективную прокатку листа практически в едином технологическом потоке. Для этого понадобилось обеспечить разливку тонкого сляба со скоростью 5-10 м/мин.
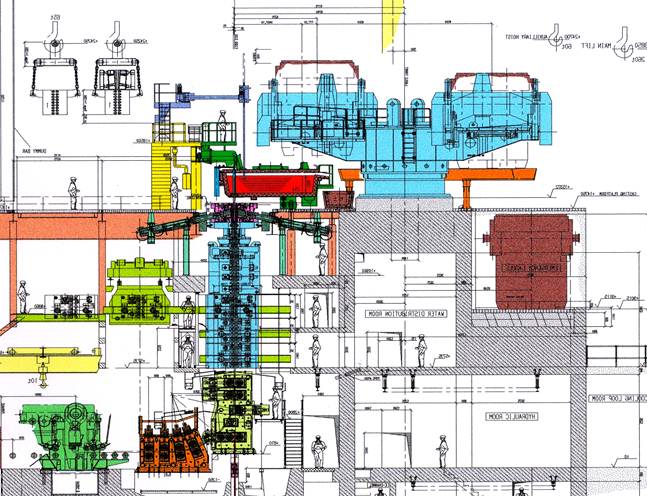
Рис.25.2. Общая схема МНЛЗ для разливки тонких слябов
Основные решения, обеспечивающие высокую эффективность технологии CSP, заключаются в следующем.
1.Сокращение до минимума числа промежуточных этапов технологического процесса обжатия сляба (исключение промежуточных этапов охлаждения и нагрева заготовки и т.п.). Это обеспечивает существенное уменьшение энергетических затрат (рис.25.3).
Рис.25.3. Потребление энергии (МДж/т) при производстве тонкого листа по различным технологическим схемам:
1 – при разливке стали в слитки с последующей прокаткой;
2 – при разливке стали на слябовой МНЛЗ с охлаждением слитков до нормальной температуры и с последующей прокаткой;
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1902; Нарушение авторских прав?; Мы поможем в написании вашей работы!