КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
При разливке стали непосредственно на тонкий лист на двухвалковой МНЛЗ и холодной прокатке
|
|
|
|
При разливке стали на слябовой МНЛЗ и передачей слябов горячими для последующей прокатки;
4 – при разливке стали на тонкослябовой МНЛЗ (ЛПМ);
2.Создание системы технических решений, обеспечивающих разливку с высокими скоростями на тонкий сляб. Основной проблемой при этом является подвод жидкой стали в вертикальный кристаллизатор (рис.25.4 и рис.25.5) и ее равномерное распределение по сечению. С этой целью внутренней полости кристаллизатора в верхней части придается воронкообразная форма, обеспечивающая позиционирование в ней погружного стакана. Поскольку скорость вытяжки сляба в таких МНЛЗ составляет 5-10 м/мин, необходимо обеспечивать подвод металла с большим удельным расходом.
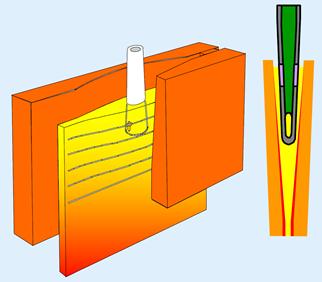

| Рис.25.4.Схема подачи стали в кристаллизатор тонкослябовой МНЛЗ | Рис.25.5. Фотография головной части кристаллизатора тонкослябовой МНЛЗ |
3.Разработка ведущими производителями изостатических огнеупоров специальных конструкторских решений для нижней части погружных стаканов. Существо этих решений сводится к обеспечению подачи металла в кристаллизатор плоскими струями (рис.25.6). Такая конфигурация погружных стаканов получила название «бобровый хвост».


Рис.25.6. Конструкция прямоточного (слева) и глуходонного (справа) погружных стаканов для разливки на тонкослябовой МНЛЗ
4.Применение системы электромагнитного торможения потока металла, подаваемого в кристаллизатор. Электромагнитный тормоз создает в верхней части кристаллизатора регулируемое по напряжению электромагнитное поле. Втекающая сталь пересекает это поле и в ней наводятся напряжения и токи, которые закорачиваются в жидкой стали. Эти индуцированные силы тормозят потоки стали и обеспечивают равномерно распределенное стекание металла в нижние горизонты.
|
|
|
5.Реализация технологии разливки сляба с дополнительным механическим обжатием заготовки с жидкой сердцевиной непосредственно под кристаллизатором (до толщины 35-40 мм). Меньшая толщина сляба позволяет с большей легкостью прокатывать его в тонкий лист.
6.Установка устройства для удаления окалины с поверхности сляба перед ножницами для порезки заготовки на мерные длины. Это исключает образование поверхностных дефектов листа при последующей прокатке.
7.Использование туннельной печи для выравнивающего подогрева заготовки (непосредственно после порезки и без дополнительного охлаждения). Длительность пребывания тонкого сляба в печи обеспечивает практически полную равномерность температуры по ширине, толщине и длине сляба. Поэтому следующие операции (прокатку и охлаждение) можно вести при постоянной скорости.
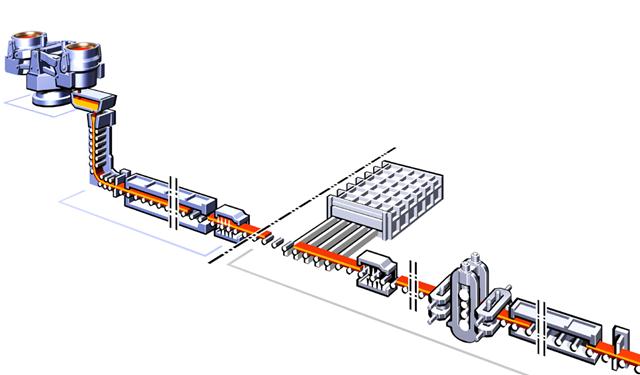
8.Совмещение производительности двух МНЛЗ, производящих тонкий сляб, и одной линии прокатки сляба на тонкий лист (рис.25.7), что повышает производительность ЛПМ до 2,0-2,5 млн. т продукции в год.
9.Прокатка тонкого сляба в группе черновых и чистовых клетей с целью получения проката в рулонах. Для этих целей применяются две различные схемы: система непрерывной прокатки (показана на рисунке) и система прокатки на стане Стеккеля (рис.25.8), то есть листопрокатном реверсивном стане горячей прокатки тонких полос, на входящей и выходящей сторонах которого расположены печные моталки, обеспечивающие прокатку в узком температурном интервале.
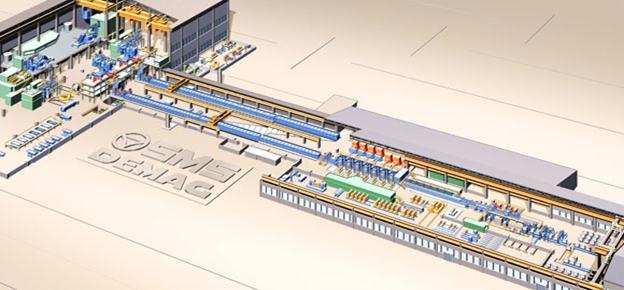
Рис.25.7. ЛПМ с двумя МНЛЗ и передачей сляба на прокатку на непрерывный стан
В целом же все ведущие фирмы занимаются разработкой литейно-прокатных агрегатов, обеспечивающих разливку на тонкий или средний сляб, совмещенную с прокаткой на тонкий лист (см. таблицу).
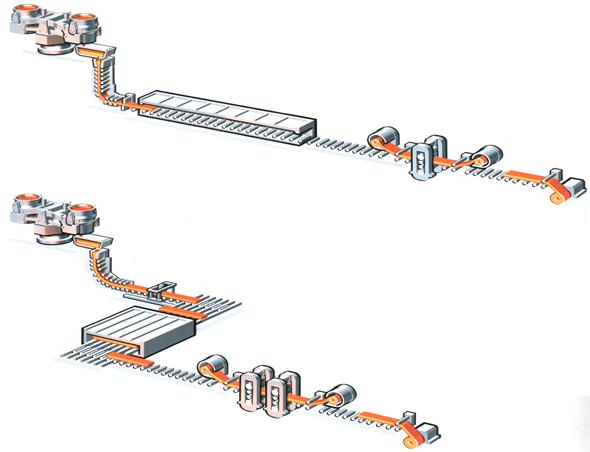
Рис.25.8. Варианты размещения оборудования ЛПА при использовании стана Стеккеля
|
|
|
| Параметр | Thyssen Krupp Stahl Bruckhausen, Германия | Выксунский металлургический за-вод, Россия | Anshan Iron & Steel Group, пр. Лиаонинг, КНР | Arvedi steel plant, Кремона, Италия | Corus IJmuiden Steel Plant, Голландия |
| Производитель оборудования | SMS-Demag | Danieli | VAI | Mannesmann Demag - Arvedi | Mannesmann Demag -Corus |
| Год запуска МНЛЗ | |||||
| Емкость сталеразливочного ковша, т | |||||
| Емкость промковша, т | |||||
| Толщина сляба, мм | 48-63 | 70-90 | 100; 135 | 55-70 | 70-90 |
| Ширина сляба, мм | 900-1600 | 1100-2000 | 900-1620 | 950-1300 | 750-1560 |
| Длина сляба, м | - | Max 37,5 | 11,0-15,5 | - | - |
| Скорость разливки, м/мин | Max 6 | Max 3,5 | Max 3,5 | Max 6,5 | Max 6,0 |
| Привод меха-низма качания | Гидравлический | Гидравлический | Гидравлический | Гидравлический | Гидравлический |
| Характер качания | несинусоидальный | несинусоидальный | несинусоидальный | несинусоидальный | несинусоидальный |
| Радиус МНЛЗ, м | 6,5 | 5,2 | 5,2 | ||
| Количество ручьев, шт. | |||||
| Толщина прокатываемого листа, мм | 1,0-6,35 | 2-8 | 1,0-4,5 | 1,1-10.0 | 0,7-2,5 |
| Годовой объем производства, млн. т | 2,5 | 1,2 | 1,45 | 1,4 | 1,3 |
Так, фирмой «Маннесман Демаг Хюттентехник» разработан процесс ISP, который во многом аналогичен процессу CSP. Тонкий сляб толщиной 60 мм выходит из кристаллизатора с еще жидкой сердцевиной и подвергается на участке опорных роликов мягкому обжатию до толщины 45 мм. Затем после полного затвердевания сляб прокатывается в трехклетьевой группе на полосу толщиной 15-20 мм. После индукционного промежуточного подогрева и прокатки полоса подвергается смотке в рулон. На установке ISP фирмы «Арведи» (Италия) можно получать полосу толщиной 1,1 мм и более.
В 2008 г. в России успешно запущен новый электросталеплавильный комплекс на ОАО «Выксунский металлургический завод», в состав которого входит литейно-прокатный агрегат, разработанный и изготовленный фирмой «Danieli».
Рассматривая переспективы расширения применения литейно-прокатных модулей в мире, следует иметь в виду, что в отличие от традиционных технологических построений с мощными прокатными станами они очень хорошо вписываются в любые построения на базе концепции мини-заводов с объемом производства 0,8-1,0 млн. т стали в год и более. При этом ЛПМ также достаточно хорошо вписываются в работу конвертерных цехов.
|
|
|
В конце ХХ – начале ХХI века на металлургических предприятиях стали появляться опытно-промышленные и промышленные агрегаты для непрерывной разливки стали непосредственно на тонкую полосу. Основное преимущество прямой отливки тонкого листа – исключение из технологической схемы операции горячей прокатки с соответствующим сокращением энерго- и трудозатрат. В агрегатах прямой отливки тонкого листа кристаллизатор состоит из двух валков, расположенных непосредственно под промковшом и вращающихся в противоположных направлениях (рис.25.7).
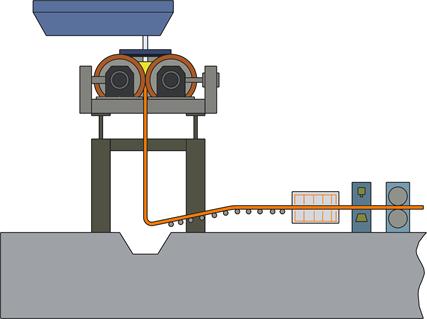
Рис.25.7. Схема непрерывного литья листа на двухвалковой МНЛЗ
Жидкая сталь при разливке поступает в пространство между валками и при контакте с поверхностью валков кристаллизуется, образуя корочки, которые двигаются вместе с поверхностью и выходят из валков в форме листа, толщина которого определяется расстоянием между валками, а ширина – боковыми стенками кристаллизатора. Для отвода выделяющегося тепла валки, изготовленные, как правило, из сплава меди с хромом, охлаждаются водой. В качестве покрытия валков используют различные материалы на основе никеля, хрома или керамики.
Технологическая схема получения тонкого листа с применением двухвалковых МНЛЗ имеет огромный потенциал в части экономии энергетических ресурсов (в 8-10 раз), снижения потерь с окалиной (в 40-50 раз), повышения производительности работы персонала (5-10 раз), снижения выбросов парникового газа (в 10-20 раз) при существенном снижении затрат на капитальное строительство.
Обобщая известные исследования по созданию промышленных образцов двухвалковых МНЛЗ, следует отметить, что главным объектом внимания является качество получаемой продукции. Это относится, прежде всего, к качеству поверхности получаемого листа и наличия в нем трещин. Наиболее вероятные источники трещин в процессе разливки на двухвалковой МНЛЗ, видимо, следует связывать с механизмом формирования разливаемого листа (рис.25.8 и рис.25.9).
|
|
|
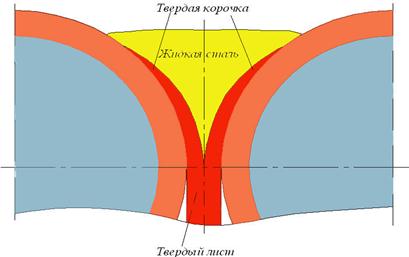
Рис.25.8..Схема формирования заготовки на двухвалковой МНЛЗ
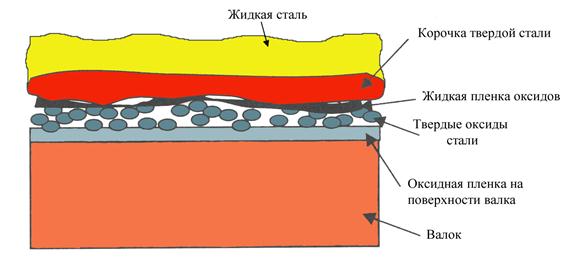
Рис.25.9. Схематическое представление процесса затвердевания твердой корочки стали на валке
Поскольку в начале процесса формирования твердой фазы на вращающихся барабанах образуются две раздельные корочки, то в месте их соединения металл начинает испытывать значительные нагрузки. При этом в точке соединения этих корочек металл начинает испытывать внутренние напряжения, а теплопередача валкам увеличивается, что дополнительно способствует развитию термических напряжений. Фактически на этом же участке возникает также эффект «прокатки» листа, который порождает дополнительные напряжения и деформации. После выхода заготовки из валков продолжается ее охлаждение, сопряженное с повышением внутренних напряжений.
Крайне важным для обеспечения технологии литья тонкой полосы оказывается также вопрос поддержания кромок жидкой лунки (с торцов валков). Эта проблема связана с тем фактом, что застывание в большей степени происходит именно в этой области из-за потери тепла как через материал ограждения в боковой части, так и через валки. Преждевременное застывание может привести к низкому качеству кромки, инициируя цепь явлений, приводящих к остановке МНЛЗ. Для обеспечения требуемых кондиций литья, видимо, необходимо использование специальных керамических материалов в совокупности со специальной системой подачи металла в направлении этих кромок.
В январе 2000 г. было объявлено о подписании соглашения между американской фирмой «Nucor», австралийской фирмой BHP и японской фирмой IHI о создании совместного проекта Castrip. Согласно проекта базовая установка для литья тонкого листа установлена и функционирует на металлургическом заводе фирмы «Nucor» в Кроуфордсвилле (США).
Основные характеристики проекта:
размеры цеха, м 155х135
масса плавки, т 110
диаметр валков МНЛЗ, мм 500
скорость разливки, м/мин 80 (номинал) -150 (максимально)
толщина отливаемой заготовки, мм 0,7-2,0
ширина заготовки, мм 2000 (максимально)
масса рулона, т 25
клеть в линии процесса одна четырехвалковая с гидравлическим регулированием толщины
размеры рабочих валков, мм 475х2050
размеры опорных валков, мм 1550х2050
размеры рулона 2х40 т
годовая производительность, тыс. т/год 500
В конце 2000 г. германская фирма SMS Demag AG и швейцарская фирма MAIN AG/Marti-Technologie AG подписали лицензионное соглашение о строительстве промышленной двухвалковой установки по отливке тонкого листа из углеродистых и нержавеющих сталей производительностью 300-800 тыс. т в год. Установка оборудована оригинальным устройством боковых стенок кристаллизатора, позволяющим изменять ширину отливаемого листа. Весь процесс происходит в инертной атмосфере. Скорость разливки составляет 40-100 м/мин при толщине листа 1,9-3,1 мм (сталь StW22) и 2,3-3,7 мм (сталь AISI 304). Ширина полосы – 1360 мм.
В целом же технология прямой отливки тонкого листа на двухвалковой МНЛЗ исключает такие операции традиционного процесса, как качание кристаллизатора, приводящее к образованию «следов» на поверхности, зачистку полупродукта и его повторный нагрев и прокатку. В результате этого значительно сокращаются капитальные вложения, связанные с оборудованием, и уменьшаются энергозатраты (на 85%, по сравнению с традиционной технологией).
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2187; Нарушение авторских прав?; Мы поможем в написании вашей работы!