КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виготовлення шнеків
|
|
|
|
Шнеки сільськогосподарських машин призначені для переміщення сипучих матеріалів чи скошеної маси і складаються з двох основних частин — вала і спіралі. У жатках зернових комбайнів роль вала виконує труба, а шнек має дві спіралі (з правою і лівою навивкою) для подачі скошених стебел у середину жатки до похилого транспортера. Спіраль і вал виготовляються роздільно, після чого вони з'єднуються зварюванням. Заготовкою для валів і труб служить звичайно прокат зі сталі марки Ст. 3.
У крупно-серійному і масовому виробництвах спіралі виготовляються методом гарячої прокатки стрічки між двома конічними валками.
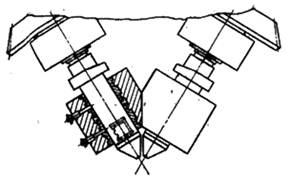
Рис. 15. Пристрій для прокатування спіралі шнека.
В одиничному і дрібносерійному виробництвах спіраль на шнеку утворюється шляхом приварювання до вала окремих секторів. На рис. 15 показаний пристрій для гарячої прокатки спіралей шнека. Стрічка, нагріта до температури 940—960 °С, пропускається між конічними валками і звивається в спіраль (одна сторона її стає тонша і довша за іншу), а потім рубається на відрізки необхідної довжини. Отримана спіральна стрічка насаджується на вал шнека і приварюється одним кінцем. Потім на заданій відстані приварюється інший кінець спіралі. Після виправлення спіралі з метою отримання рівномірного кроку гвинтової лінії її приварюють до вала переривчастим швом по всій довжині. Застосовується також автоматичне зварювання суцільним швом. Кінці стрічки для надійного кріплення приварюються по обидва боки спіралі. Після приварки стрічки, вали шнека правляться.
На рис. 16 зображений колосовий шнек самохідного комбайну. Вал шнека довжиною 1717 мм має діаметр 28 мм. Спіраль із зовнішнім діаметром 148 мм має крок 150 мм. Спіраль до вала приварюється переривчастим швом. До готового шнека ставляться наступні технічні вимоги. Радіальне биття спіралі по зовнішньому діаметру не повинне виходити за межі допуску на діаметр 148 мм. Радіальне биття кінців вала щодо опор А допускається не більш 0,5 мм.
І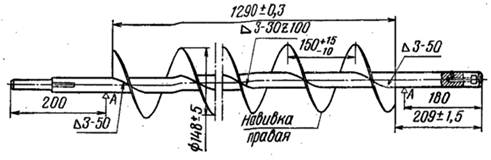
Рис. 16 Колосовий шнек самохідного комбайну.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 486; Нарушение авторских прав?; Мы поможем в написании вашей работы!