КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
План лекции. Активный раздаточный материал
|
|
|
|
Активный раздаточный материал
КАЗАХСКАЯ ГОЛОВНАЯ АРХИТЕКТУРНО-СТРОИТЕЛЬНАЯ АКАДЕМИЯ
| Подъемно - транспортные и строительные машины. (ПТиСМ). ПСМиК | Факультет: общего сроительства |
| 2 кредита, (1/1/0) | пятый семестр 2013--14 уч. год |
| Лекции № 14. Оборудование для производства гипсовых изделий и изоляционных материалов | Ассоциированный профессор Бурцев Виктор Васильевич |
Оборудование для производства гипсовых панелей методом проката. Специальное оборудование для производства изделий из ячеистого бетона, теплоизоляционных, акустических и гидроизоляционных изделий и конструкций.
Краткое содержание занятия

 Компонентами гипсобетона являются гипс, песок и опилки, перемешанные с водой и замедлителем схватывания гипса. Крупноразмерные плиты из гипсобетона изготовляют шириной до 3050 мм и длиной до 6000 мм.
Компонентами гипсобетона являются гипс, песок и опилки, перемешанные с водой и замедлителем схватывания гипса. Крупноразмерные плиты из гипсобетона изготовляют шириной до 3050 мм и длиной до 6000 мм.
Крупноразмерные гипсобетонные плиты изготовляют методом проката.
Хранящиеся в силосном складе / (рис. 7.16) гипсовые вяжущие материалы по мере необходимости пополняют расходные бункера 2 вяжущих, В дозировочном отделении имеются также расходные бункера 4 опилок и бункера 3 песка. В расходные бункера песок и опилки
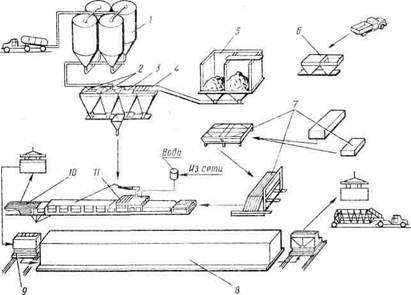
Рис. 7.16. Технологическая схема производства гипсобетонных панелей методом проката
поступают соответственно из приемных бункеров 6 к 5. Компоненты перемешиваются в две стадии: первая стадия — сухое перемешивание — в приемном лотке, одновременно транспортирующем сухую смесь; вторая стадия — с водой и замедлителем схватывания — в гипсобетоносмесителе непрерывного действия. На прокатном стане 11 гипсобетонной смесью заполняют реечные каркасы, предварительно подготовленные на посту 7 и уложенные на резиновую ленту нижнего транспортера. Гипсобетонная масса, распределенная по нижней ленте и уплотняемая резиновой лентой верхнего конвейера, проходит через щель между прокатными валками и формируется до заданной толщины. Скорость лент верхнего и нижнего конвейера 32—97 м/ч. Процесс формования на прокатном стане заканчивается калибровкой панелей между верхним и нижним блоками калибровочных валков.
Скорость движения ленты конвейера обеспечивает прохождение панели через прокатный стан за 15—20 мин. За это время гипсобетонная смесь схватывается и приобретает прочность, равную 15—20 МПа. Далее панель поступает на обгонный роликовый конвейер 10, который разделяет панели и поочередно передает их на кантователь. Затем панели устанавливаются на кассетную вагонетку 9 и направляются в
прямоточные тоннельные сушила 8 с теплоносителем температурой 378—408 К. Продолжительность сушки панели 18—24 ч.

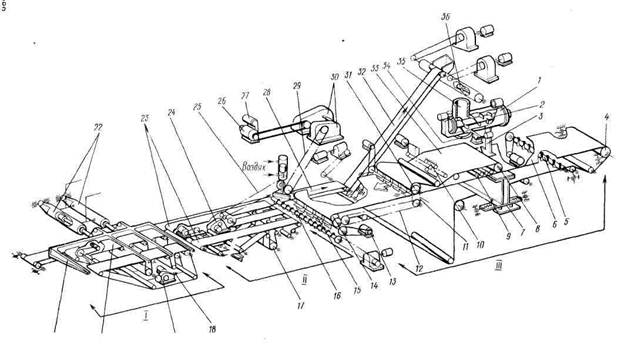
 Структурная схемаустановки изображена на рис. 7.17.Напрокатном стане осуществляется укладка деревянных каркасов, распределение смеси и формование гипсобетона.
Структурная схемаустановки изображена на рис. 7.17.Напрокатном стане осуществляется укладка деревянных каркасов, распределение смеси и формование гипсобетона.
21 20 19
Рис. 7.17. Структурная схема установки для изготовления гипсобетонных панелей

 Привод стана обеспечивает движение рабочей 6 и накрывной 33 лент с одинаковой скоростью в пределах 60—120 м/ч.
Привод стана обеспечивает движение рабочей 6 и накрывной 33 лент с одинаковой скоростью в пределах 60—120 м/ч.
Основными операциями в производстве гипсобетонных блоков являются приготовление гипсобетонной массы, содержащей воды 60—/'0 % массы гипсового вяжущего, подготовка древесной фибры (опилок), являющейся заполнителем, формование и сушка блоков.
 Из буферного склада гипс элеватором / (рис. 7.18) подается в накопительный бункер 2, откуда скребковым питателем поступает в винтовой конвейер 3. Туда же из бункера 4 подается ускоритель схватывания, в качестве которого применяют схватившийся гипс и, в частности, куски измельченных бракованных блоков. Древесная фибра, предназначенная для армирования и облегчения веса гипсобетонных блоков, подается в бункер 5, а оттуда тарельчатым питателем в винтовой конвейер 3, который обеспечивает предварительную сухую гомогенизацию смеси. Смесь разгружается в гипсобетоносмеситель 7 непрерывного действия, куда также подается вода из бака 6.
Из буферного склада гипс элеватором / (рис. 7.18) подается в накопительный бункер 2, откуда скребковым питателем поступает в винтовой конвейер 3. Туда же из бункера 4 подается ускоритель схватывания, в качестве которого применяют схватившийся гипс и, в частности, куски измельченных бракованных блоков. Древесная фибра, предназначенная для армирования и облегчения веса гипсобетонных блоков, подается в бункер 5, а оттуда тарельчатым питателем в винтовой конвейер 3, который обеспечивает предварительную сухую гомогенизацию смеси. Смесь разгружается в гипсобетоносмеситель 7 непрерывного действия, куда также подается вода из бака 6.

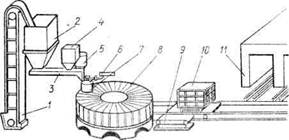
 Рис. 7.18. Технологическая схема производства гипсо-бетонных блоков
Рис. 7.18. Технологическая схема производства гипсо-бетонных блоков
При формовании мелкоразмерных гипсобетонных блоков на карусельных машинах воду для затворения подогревают до 308— 323 К, что ускоряет схватывание гипса и сокращает длительность сушки изделий.
Подготовленная гипсобетонная смесь заливается в формы карусельной машины 8,
Карусельная формовочная машина — основной агрегат в производстве гипсовых блоков.
Гипсобетонную смесь заливают в форму, установленную на столе карусельной машины. Смесь выдерживается в форме в течение времени, за которое стол совершает один оборот, что по времени соответствует сроку схватывания гипсового вяжущего материала. Стол машины вращается периодически: за каждый период стол поворачивается на г/а8 полного оборота. На столе машины расположено 28 форм.
Сформованные и схватившиеся блоки поступают на ленточный конвейер 9 и далее накапливаются на поперечном конвейере, откуда их партиями забирает пневматический манипулятор для укладки на сушильные вагонетки 10. Далее блоки направляются в тоннельную сушилку 11. Процесс сушки продолжается 18—20 ч.
Устанавливая на столе машины различные формы, можно изготовлять блоки размерами 800 X 400 X 100 или 800 X 400 X 80 мм. Блоки выполняют со сплошными или сквозными отверстиями. Сквозные отверстия образуются стержнями из труб (алюминиевых, латунных или из коррозионно-стойкой стали), прикрепленных к задним стенкам формы.
Задание на СРС
1. Оборудование для производства сухой гипсовой штукатурки [6 с. 258-271].
Форма отчета: реферат, срок защиты через 6 дней.
Задание на СРСП
1. Устройство и работа гипсомешалки непрерывного действия [6. с.268-269].
Тесты.
А) Контрольные вопросы для письменного экзамена
1. Перечислите основные гипсовые изделия, их область применения.
2. Укажите основные этапы производства сухой гипсовой штукатурки.
3. Для чего предназначены формующий стол, насыщающий конвейер, конвейерная сушилка. Опишите их конструктивные особенности.
4. Опишите технологию для изготовления гипсобетонных плит методом проката и оборудование для его изготовления.
Б) Тестовые задания для компьютерного тестирования
$$$1. Сухая гипсовая штукатурка представляет собой
$$ листовой отделочный маьеоиал
$ порошкообразную смесь
$ пластическую массу
$ жидкую массу
$$$2. Операция отмеривания с заданной точностью дозы материала называется.
$$ дозированием
$ перемешиванием
$ взвешиванием
$ сортировкой
$$$3. Согласно СНиП погрешность дозирования (по массе): для вяжущих веществ и воды не должна превышать
$$  2 %
2 %
$ 3 %
$ 4 %
$ 5 %
$$$4. Качество листов сухой гипсовой штукатурки зависит в первую очередь от:
$$ правильности дозировки компонентов при приготовлении формовочной массы
$ размеров формуемого листа
$ не зависит от правильности дозировки компонентов
$ ширины формуемого листа
$$$5. Объемные дозаторы применяются в основном для дозирования
$$ жидкостей
$ сыпучих материалов
$ твердых материалов
$ любых материалов
Глоссарий
| № п/п | Русск/каз.анг/языки | Объяснение значения |
| Дозаторы | Устройства для отмеривания (дозирования порции материала) | |
| Дозирование | Операция отмеривания с заданной точностью дозы материала | |
| Погрешность дозирования | Отклонение дозы материала от заданной величины | |
| Объемные дозаторы | Применяются в основном для дозирования жидкостей | |
| Сыпучий материал | Материал, обладающий свойством сыпучести и способный | |
Список литературы
Основная литература
1.Борщевский А.А. Механическое оборудование для производства строительных материалов и изделий. М. 2009г
2. Силенок С.Г., Борщевский А.А.* и др. Механическое оборудование для производства строительных материалов и изделий.-М. Высш. шк. 1990. - 416с.
3.Сергеев В.П.* Строительные машины и оборудование -М., ВШ, 1987. - 376 с.
Дополнительная литература
4. Борщевский А.А., Ильин А.С*. Механическое оборудование для производства строительных материалов и изделий.-М. Высш.шк. 1987
5. Волков Д.П.* Строительные машины. М.:Выс.шк., 1988, 319 с.
Строительные машины. Справочник в 2-х т. \под.общ.ред. Э.Н.Кузина. -М.: Машиностроение. 1991-692с.
6. Бурцев В.В., Сурашов Н.Т. Методическое пособие к курсовому проекту по ПТМ «Расчет ковшового элеватора с применением ПЭВМ». Алматы,1992.- 56с
7. Бурцев В.В., Сурашев Н.Т. Методическое пособие к курсовому проекту по ПТМ «Расчет пластинчатого конвейера с применением ПЭВМ», Алматы. 1992,-52с
8. Гудович М.И., Сурашов Н.Т., Бурцев В.В. Расчет винтовых конвейеров с применением ЭВМ. Алматы, 1997.-48 с.
9. Волков Д.П., Крикун В.Я. Строительные машины.- М.Изд. АСВ, 2002-376 с
10. Гудович М.И., Мауленов Ж.К.,Сурашов Н.Т., Бурцев В.В. Грузоподъемные машины. Уч.пос. Алматы, КазГАСА, 2002. -215 с.
11.Мауленов Ж.К., Бурцев В.В.и др.Машины непрерывного транспорта (Теория, конструкция и расчет). Уч. пос. Алматы, КазГАСА, 2003. -137 с.
12. Гудович М.И., Сурашов Н.Т. Мауленов Ж.К., Бурцев В.В. Погрузочно-разгрузочные машины (Теория, конструкция и расчет). Уч.пос. Алматы, КазГАСА, 2005. -137 с.
13. Подъемно транспортные машины строительной промышленности. Атлас конструкции.:Вайнсон А.А. 2009 г.
14. МУ к практическим занятиям по дисц. "ПТиСМ". Мауленов Ж.К.. Бурцев В.В. Алматы. 2012. 2 пл.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 429; Нарушение авторских прав?; Мы поможем в написании вашей работы!