КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способ характерен для термореактивных материалов (т.е. когда из детали
|
|
|
|
нельзя получить исходный материал при её нагреве). Этим способом могут быть получены наиболее прочные детали за счет того, что в качестве наполнителя можно применять целое волокно, а не “сечку” из волокна (например прессматериал “АГ-4В” (“Витой”), а не прессматериал “АГ-4С” (“Сеченый”)).
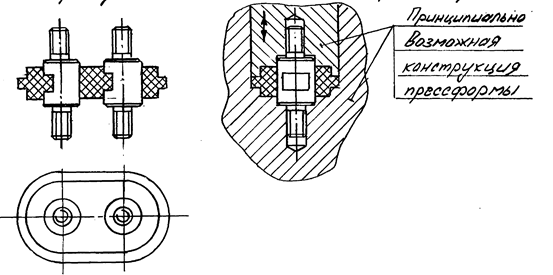
Требования к детали: деталь обязательно должна иметь конфигурацию, позволяющую выполнять её на прессформе, которая в принципе может, по соображениям выемки детали из прессформы, иметь только одну плоскость разъема, т.е. состоять только из двух частей. Крайне редко и то, только в виде исключения, допускаются “поднутрения” или отверстия на боковых поверхностях детали, которые можно оформить знаками, снимаемыми до выемки детали из прессформы или снимаемыми вместе с деталью, а затем вынимаемыми (обычно вручную) из тела детали.
Суть способа прямого прессования: в разогретую прессформу устанавливают опрессовываемую арматуру (например клеммы), закладывают отмеренное на весах необходимое количество подогретого прессматериала (связующее вещество в исходном состоянии, как правило - порошок), а затем смыкают прессформу, повышают температуру и выдерживают.
Пример выполнения колодки под прямое прессование.
17.1.2. Литьевое прессование на термопластавтоматах (специальных машинах).
Данный способ принципиально аналогичен способу литья под давлением цветных металлов, рассмотренному в 16.1.1.
Характерен для случаев, когда в качестве материала применен “термопласт» (т.е. когда деталь при определенном нагреве расплавляется и превращается практически в исходный материал). Отличается высокой производительностью. Стоимость оснастки высокая.
Требования к конфигурации деталей, получаемых на термопаставтоматах, в основном сохраняются те же, что и при литье под давлением цветных металлов, но, в отличие от детали из металла, деталь из пластмассы может иметь различного рода поднутрения, углубления и т.п. элементы, препятствующие съему детали с пуансона или выемки из матрицы, если это возможно за счет местной деформации детали.
17.1.3. Литьевое прессование на прессах с двумя рабочими давлениями. Применяется при изготовлении деталей и сборочных единиц, как из “реактопластов”, так и из “термопластов”.
Суть способа: прессформа замыкается одним рабочим плунжером, а подготовленный прессматериал подается в прессформу из литьевого цилиндра вторым рабочим плунжером.
Прессформа под данный способ литья принципиально аналогична оснаске под литье в кокиль цветных металлов, рассмотренных в 16.1.3. и, следовательно, допускает изготовление деталей сложной конфигурации с опрессовываемой арматурой небольшого сечения.
17.2. Общие тенденции при проектировании деталей из пластмасс, получаемых “из-под прессформы” и деталей, получаемых литьем из металла.
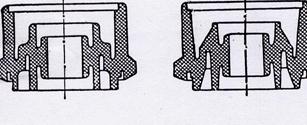
17.2.1. Литейные уклоны.
Стенки, ребра и прочие поверхности детали, расположенные в направлении снятия или выемки оснастки, которая будет оформлять либо непосредственно саму деталь, либо выплавляемую модель, либо форму, либо стержнь, должны иметь уклоны. Направление уклонов должно облегчать снятие (или выемку) оснаски.
Например:
 Для справок: на рис. в п.п.16.1.1…16.1.6 литейные уклоны показаны, в утрированном виде только для поверхностей, имеющих значительную высоту. У поверхностей малой высоты уклоны не показаны.
Для справок: на рис. в п.п.16.1.1…16.1.6 литейные уклоны показаны, в утрированном виде только для поверхностей, имеющих значительную высоту. У поверхностей малой высоты уклоны не показаны.
Неверно Верно
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 277; Нарушение авторских прав?; Мы поможем в написании вашей работы!