КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
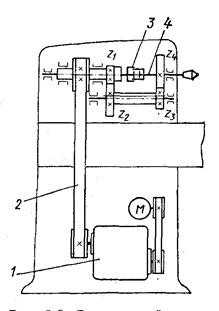
Мал.3.5. Коробка швидкостей вертикально-свердлильного верстата
|
|
|
|
План
План
План
Вступ
Близко к тексту ст. 58-59 знать
Знать ст. 57 близко к тексту
Согласно ст. 58 ТК РФ трудовые договору по сроку делятся на 2 вида: заключаемые на неопределенный срок (для постоянной работы)- это правило для большинства работников; на определенный срок не более 5 лет, если иной срок не установлен иными актами - срочный трудовой договор, например для работников дипломатических представительств – до 3 лет.
Ч. 2 ст. 58 указывает общие обстоятельства, когда работодатель может заключать срочный трудовой договор: они конкретизированы в ч.1 ст. 59 – это случаи когда заключаются только срочные трудовые договоры.
Ч. 2 ст. 59 ТК предусматривает диспозитивную норму – заключение срочного трудового договора по соглашению сторон. Следует отметить, что за работодателем практически всегда остается последнее слово: если он предлагает заключить срочный трудовой договор, а работник настаивает на заключении бессрочного трудового договора, в случае подпадающих под ч.2 ст. 59 у работника не остается иного выбора, как согласиться с работодателем или отказаться от заключения трудового договора.
Аналогичным образом обстоит дело и с условиями, указанными в ч.4 ст. 57 ТК: если работодатель предлагает то или иное дополнительное условие включить в трудовой договор, то работнику остается либо согласиться, либо уйти без заключения трудового договора.
Если в трудовом договоре не указаны сроки его действия, то он считается заключенным на неопределенный срок, даже если в приказе о приеме на работу издаваемом после заключения трудового договора может содержаться его срок, то есть текст трудового договора приоритетен.
Если работник продолжает работу после истечения срока трудового договора, и стороны не потребовали ее расторжения (работодатель), то трудовой договор считается заключенным на неопределенный срок, условие о его срочности утрачивает силу.
Ч. 6 ст. 58 запрещает работодателю заключение срочных трудовых договоров в целях уклонения от предоставления трудовых прав и гарантий
Початок розвитку верстатобудування має давню історію і пов’язаний з необхідністю виготовлення знарядь праці. Ще з епохи неоліту (кам’яний вік – VIII – III тис. до н.е.) відомі пристрої для свердління отворів у кам’яних знаряддях праці. В цих пристроях інструмент обертався навколо власної осі, який згодом перетворився в абразивний у вигляді точильного каменю і отримував рух за допомогою рукоятки. На ньому обробляли як кам’яні, так і металеві вироби. Згодом, на початку н. е. привод вала таких пристроїв здійснювався кривошипом з педаллю.
В V ст. до н. е. збудовано верстат, в якому оберталась деталь, а інструмент залишався нерухомим і знаходився в руках майстра. Обертання деталі здійснювалося за допомогою лука, тятива якого була обведена навколо деталі. Такі верстати використовувалися єгиптянами, греками, римлянами.
В ХІV ст. для руху тятиви вже використовувався додатково педальний привід. Так був створений лучковий токарний верстат.
Перші фрезерні верстати були розроблені для нарізання зубчастих коліс і містили пристрій для фрезерування та поділу (відомий з ХVІ ст.) при обробці заготовки.
В ХVІІ ст. був створений верстат для нарізання зубців часових коліс (І. Біон, Франція, Я. Лейпольд, Німеччина). Пізніше А.К. Нартов, токар Петра І, створив зуборізно-фрезерний верстат для виготовлення коліс різних механізмів.
Перший стругальний верстат був створений у Франції, в 1719 р., Де ла Гіром. Верстат мав педальний привод, рухомий у вертикальному напрямку стіл і нерухомий різець.
У 1751 р. французький механік Н. Фок створив стругальний верстат з нерухомим столом і рухомим різцем. Привод верстата здійснювався вручну за допомогою маховика.
У 1769 р. для розточки циліндрів парових машин Смітсон виготовив розточний верстат, який в 1775 р. удосконалив Уілкінсон, встановивши борштангу.
В цей період основний робочий процес у верстатах виконувала рука людини, що утримувала інструмент та й джерелом енергії приводу був працюючий майстер. Тому верстати того періоду були лише складним знаряддям праці, але не робочою машиною.
Промислова революція ХVІІІ ст. викликала потребу у створенні значної кількості робочих машин з великою кількістю однотипових і точних деталей. Це стало причиною винаходу самохідного супорта (різцетримача). При цьому машини почали виготовлятися машинами і це визначило корінні зміни у виробництві техніки.
Першим задачу створення механізованого різцетримача розв’язав А.К. Нартов у 1729 р., хоча на той час потреби в ньому ще не було. Привод верстата А.К. Нартова ще залишався ручним.
У 1772 р. в "Енциклопедії" Дідро та Д’Аламбера з’явилося зображення хрестового супорта токарного верстата. Супорт міг обертатися навколо власної осі і наближатися до оброблюваної деталі, але ще не був механізованим.
В 1794 р. англієць Г. Модслі спричинив стрімкий розвиток верстатобудування, створивши механізований супорт до токарного верстата, в якому закріплений у двох каретках різець міг переміщуватися в поздовжньому та поперечному напрямках. Верстат міг працювати безперервно та виготовляти однаково точні деталі різних розмірів. Вже через три роки він же побудував токарний верстат з самохідним супортом, змінними шестернями в приводі і чавунною станиною, а також токарно-гвинторізний верстат.
Поштовхом до розвитку вітчизняного верстатобудування стало створення А.К. Нартовим ряду токарних верстатів: копіювально-токарних; для нарізання гвинтів; для обточування цапф гармат; для відрізання приростів після плавлення металу. Солдат Яків Батищев створив верстати для одночасної обробки 12 та 24 стволів рушниць. Самоучки Лев Собакін, Олексій Сурнін, Павло Захава та ін. збагатили техніку того часу верстатами нових типів. М.В. Ломоносов побудував сферно-токарний верстат для обробки металевих сферичних дзеркал. Перенесення ідеї використання супорта на інші види верстатів привело до появи їх нових конструкцій: стругального (Р. Робертс, 1817 р.); фрезерного (І. Уїтні, 1818 р., Д. Несміт, 1836 р.); токарно-гвинторізного автомата (Й. Вітворт, 1835 р.); карусельного (І.І. Бодлер, 1839 р.) Таким чином, в 40-х роках ХІХ ст. машинобудування було оснащене верстатами, що виконували найважливіші операції металообробки. Верстати приводились в рух трансмісіями від теплового двигуна Уатта.
Проблему точності виготовлення машин вдалося розв’язати завдяки розробці англійцем Й. Вітвертом принципів і методів точної обробки. Він винайшов першу вимірювальну машину, ввів калібри і основні положення стандартизації різьб, розробив пристрої, що вимірювали оброблювальні поверхні з точністю до сотих та тисячних долей міліметра.
В кінці ХІХ ст. в машинобудуванні відбулося зрушення в сторону автоматизації виробництва. Це спонукало до створення токарного автомата (Х. Спенсор, 1873 р.), пруткового напівавтомата (Джонсон, 1870 – 1890 рр.), автомата для нарізання різьб, свердління отворів і фрезерування системи "Клівленд", багатошпиндельного автомата та ін. Крім того, широко почали використовуватися спеціальні верстати, що виконують одну операцію, а також верстати з індивідуальним електроприводом, який забезпечив електричну автоматизацію робочого процесу. Все це привело до бурхливого розвитку машинобудування, обсяг продукції якого з 70-х років ХІХ ст. до початку першої світової війни зріс в 5,5 разу. Майже 89% світової продукції випускалося в США, Англії та Німеччині.
На початку ХХ ст. в царській Росії верстати випускалися всього на сорока підприємствах, більша частина яких (біля 30) були кустарними майстернями з чисельністю працюючих 40…100 чоловік.
Після революції, в 1925 році, був прийнятий план індустріалізації країни, який передбачав створення потужних вітчизняних підприємств верстатобудування. Перше підприємство побудовано в Москві – завод ім. С. Орджонікідзе (1932 р.), а в 1934 р. почав випуск продукції Московський завод "Станкоконструкция", в 1935 р. – Тбіліський верстатобудівний завод. На Україні першим було побудовано завод верстатів-автоматів у Києві в 1936 р. та Краматорську (1939) – завод важкого верстатобудування.
Для проведення системних наукових досліджень і розробки типажу верстатного обладнання в 1939 р. створено ЭНИМС (Москва).
Перед Великою Вітчизняною війною (1940р.) було освоєно двісті два типорозміри металорізальних верстатів (МРВ). В 1937 р. у вітчизняному верстатобудуванні був завершений перехід на індивідуальний електропривод, що на той час стало великим технічним досягненням.
Після війни верстатобудування розвивалося стрімкими темпами. Побудовано заводи в Одесі, Бердичеві, Житомирі і в інших містах України.
Успішному розвитку верстатобудування сприяла велика науково-дослідна робота вчених, інженерів та новаторів виробництва.
Засновником курсу "Кінематика верстатів" є професор Г.М. Головін. Ним розроблені теоретичні основи аналізу кінематики верстатів, розв’язані задачі налагодження гвинторізних, ділильних та диференційних ланцюгів, встановлений єдиний закон кінематичного налагодження.
Під керівництвом академіка В.І. Дикушина було розроблено теоретичні основи агрегатування, які реалізовані у багатошпиндельних агрегатних верстатах і в автоматичних лініях для обробки корпусних деталей (агрегатні верстати були вперше виготовлені в Німеччині в кінці 20-х років ХХ ст.).
Підвищення потужності і швидкохідності МРВ вимагало забезпечення їх жорсткості і вібростійкості. В роботах К.В. Вотінова та ін. розроблено питання підвищення жорсткості верстатів за рахунок конструктивних та технологічних заходів.
Великий внесок у розвиток верстатобудування зробив професор Д.Н. Решетов, за участю і керівництвом якого розроблено методики розрахунку конструкції МРВ і проведені розрахунки по динаміці привода, зокрема по вібрації верстатів.
Професори Ачеркан та Ігнатьєв розробили важливі положення про регульований головний привод верстатів.
В кінці 60-70-х рр. ХХ ст. отримали розвиток методи електрофізичної, електрохімічної обробки надміцних та жаростійких матеріалів. З’явились перші промислові роботи і маніпулятори. Особливо великі зміни в машинобудуванні почалися в 70-80-х рр. ХХ ст. в зв’язку з розвитком напівпровідникової електроніки та використання її для керування і автоматизації верстатів і промислових роботів. Були створені системи з числовим програмним керуванням (ЧПК). Мікропроцесорні пристрої керування перетворили верстат у верстатний модуль, який підвищує гнучкість та універсальність з високим рівнем автоматизації. Верстатний модуль спроможний забезпечити обробку заготовок широкої номенклатури в автоматичному режимі. Для обробки корпусних деталей з’явилися багатоцільові автоматичні верстати з інструментальними магазинами і пристроями ЧПК (оброблювальні центри).
Використання гнучких виробничих систем (ГВС), основу яких складають верстати з ЧПК і промислові роботи, дає можливість при багатономенклатурному виробництві стимулювати підвищення техніко-економічних показників, а також здійснити швидкий перехід до нових видів продукції.
Сучасне верстатне обладнання забезпечує підвищення швидкостей робочого та допоміжних рухів з підвищенням потужності приводу головного руху. Надійність верстатів підвищується завдяки широкому використанню нових засобів контролю та вимірювань і систем діагностування.
Застосування нових композиційних матеріалів для ріжучих інструментів дозволяє реалізувати швидкість різання до 1,5...2 км/хв, а швидкість подач – 20...30 м/хв.
Технічне і організаційне переоснащення галузей машинобудування тісно пов’язане з удосконаленням технології обробки, створення нових МРВ з мікропроцесорним керуванням, верстатних модулів для гнучких виробничих систем.
Тема 1: Визначення передатного відношення та переміщення у різних видах передач.
1. Поняття про передатне відношення механічних передач металорізальних верстатів.
2. Визначення швидкості переміщення окремих механічних передач по кінематичних схемах верстатів.
Література: [1] c.13-15. [2] с. 9-11.
Студенти повинні знати:
1. Визначення передатного відношення різних механічних передач.
2. Елементарні механізми коробки швидкостей.
3. Елементарні механізми коробки подач.
4. Визначення швидкості окремих механічних передач по кінематичних схемах верстата.
Студенти повинні вміти:
По кінематичних схемах верстатів визначати передаточні відношення та швидкості окремих видів передач.
1. Поняття про передатне відношення механічних передач металорізальних верстатів.
Найпоширенішими механізмами металорізальних верстатів є передачі, елементарні механізми коробок швидкостей, елементарні механізми коробок подач, механізми реверсу.
Передачею називається механізм, що служить для передавання обертального руху від тягового вала І до веденого валаIIабо для перетворення одного виду руху в інший, наприклад, ^обертового в прямолінійний поступальний чи навпаки.
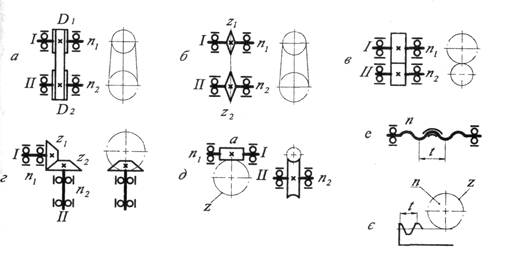
Рис. 1.1. Передачі:
плоскопасова (а); ланцюгова (б); зубчаста циліндричними (в) і конічними (г) колесами; черв'ячна (д); гвинтова (е); рейкова (є); вал тяговий (І); вал ведений (II); частоти обертання тягового (п1) і веденого (п2) валів; D1 і D2 - діаметри шківів;
z1 i z2- кількість зубців зірочок (зубчастих коліс); а — кількість заходів черв'яка; z — кількість зубців черв'ячного колеса (шестерні); п — частота обертання гвинта (рейкової шестерні); t — крок різі (рейки)
Найчастіше зустрічаються у верстатах пасові, ланцюгові, зубчасті, черв'ячні, гвинтові та рейкові передачі.
Важливою характеристикою передач обертового руху є передавальне число (або обернена до нього величина передавальне відношення).
Передавальним числом и називається відношення частот обертання тягового n1, і веденого n2 валів:
и = . (1.1)
. (1.1)
Величина обернена до передавального числа и, називається передавальним відношенням і:
і = .
.
(1.2)
Плоскопасова передача складається з тягового вала І (рис. 1.1, а), веденого вала II, підшипників, шківів діаметрами D1 і D2 та паса. Рух від вала І до вала II передається завдяки силам тертя, які виникають між шківами й пасом. У реальних умовах експлуатації існує певна втрата швидкості через ковзання паса і шківів, яку враховують коефіцієнтом ковзання  (= 0,985).
(= 0,985).
і = .
.
(1.3)
Ланцюгова передача складається із зірочки з кількістю зубців z1, (рис. 1.1, б), закріпленої на валі І, зірочки з кількістю зубців z2, закріпленої на валі II, ланцюга й підшипників. Передавальне відношення ланцюгової передачі
і = .
.
(1.4)
Зубчасту передачу циліндричними колесами використовують для передачі руху між паралельними валами. Вона складається із вала І (рис. 1.1, в), вала II, зубчастих коліс z1 і z2 і підшипників. Її передавальне відношення визначається за формулою (1.4).
Зубчасту передачу конічними колесами застосовують для передачі руху між валами, розташованими перпендикулярно.
Черв'ячна передача складається з черв'яка з кількістю заходів а, (рис. 1.1, д), закріпленого на валі І, черв'ячного колеса з кількістю зубців z, закріпленого на валі II й підшипників,їїпередавальне відношення
і = .
.
(1.5)
Гвинтова передача служить для перетворення обертального руху гвинта в поступальний рух гайки або навпаки. Якщо t (рис. 1.1, е) - крок різі, то за один оберт гвинта гайка переміститься на величину t, а за n обертів - на величину
S=t · n мм/хв.
(1.6)
Рейкова передача призначена для перетворення обертального руху шестерні в поступальний рух рейки або навпаки. Якщо t (рис. 1.1, є) - крок рейки і z - кількість зубців рейкової шестерні, то за один оберт шестерні рейка переміститься на величину t · z, а за n обертів шестерні - на величину
S=t·z·n мм/хв.
(1.7)
Оскільки t= π · т, то
S= π · т · z · п мм/хв,
(1.8)
де т - модуль зубця, мм.
2. Визначення швидкості переміщення окремих механічних передач по кінематичних схемах верстатів.
Елементарний механізм коробки швидкостей надає веденому валові кілька різних частот обертання, якщо тяговий вал має одну частоту обертання.
До елементарних механізмів коробок швидкостей належать: механізм з переставними зубчастими колесами, механізм з пересувним блоком зубчастих коліс, механізм із зубчастих коліс і муфти та деякі інші.
Механізм з переставними зубчастими колесами має валІ (рис. 1.2, а), вал II, підшипники, зубчасті колеса z1, і z2, які можна переставляти на валах. Внаслідок цього вал II отримує дві частоти обертання:
(1.9)
Механізм з пересувним блоком зубчастих коліс складається з валів І і II (рис. 1.2, б), підшипників, трьох закріплених на
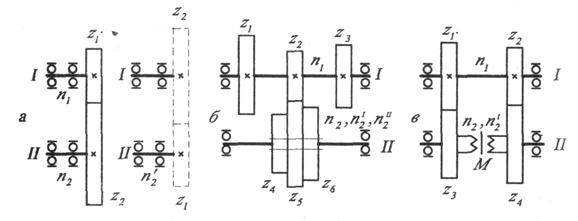
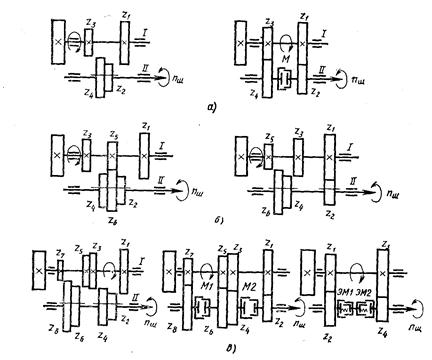
Рис. 1.2. Елементарні механізми коробок швидкостей:
з переставними зубчастими колесами (а); з пересувним блоком зубчастих коліс (б); із зубчастих коліс і муфти (в); тяговий І і ведений II вали; z1, z2 , z3, z4, z5, z6. - кількість зубців зубчастого колеса;
п1 - частота обертання тягового вала, п2, ,
, — частота обертання веденого вала; М – муфта
— частота обертання веденого вала; М – муфта
валі І зубчастих коліс z1, z2, z3 і потрійного пересувного блока z4 - z5 - z6, колеса якого почергово можуть входити в зчеплення з колесами вала І. Тому на вал II передається три частоти обертання:
n2 =  =
=  =
= 
(1.10)
Механізм із зубчастих коліс і муфти передає на вал II (рис. 1.2, в) дві частоти обертання (п2 і ) за допомогою коліс z1 і z3 та z2 і z4. Кулачкова муфта М почергово закріплює на валі II одне з вільнопосаджених коліс z2 або z4.Тут
n2 =  =
=  .
.
(1.11)
Елементарні механізми коробок подач мають те саме призначення, що й елементарні механізми коробок швидкостей.
У коробках подач широко використовують описані вище механізми коробок швидкостей, а окрім них — механізм Нортона та механізм з висувною шпонкою.
Механізм Нортона складається із зубчастих коліс z1, z2 ..., z7 (рис. 1.3, а), закріплених на валіІ, пересувного колеса zп, що рухається на шлицях уздовж вала II і накидного колеса zн, яке утримується в постійному зчепленні з колесом zп за допомогою рамки 1 і осі III та підшипників.
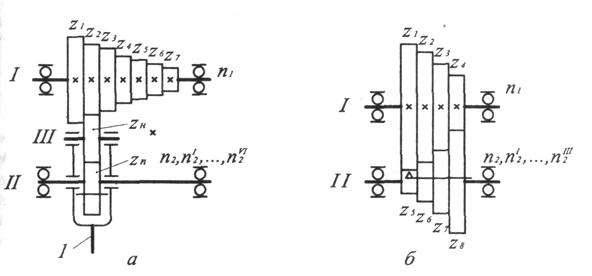
Рис. 1.3. Елементарні механізми коробок подач:
механізм Нортона (а) і механізм з висувною шпонкою (б);1 — рамка; тяговий І і ведений II вали; III - вісь; п1 - частота обертання тягового вала;
z1, z2..., z8, zн , zп - кількість зубців зубчастого колеса;
n2,, , ,  ,
,  ,
,  ,
, - частота обертання веденого вала
- частота обертання веденого вала
Колеса zп і zн разом з рамкою можуть повертатись довкола вала II, що в поєднанні з пересуванням уздовж вала забезпечує почергово зчеплення колеса zн з кожним колесом вала І. Внаслідок цього на вал II буде передано стільки частот обертання, скільки зубчастих коліс є на валі І:
 ...;
...;  .
.
(1.12)
Механізм з висувною шпонкою має закріплені на валі І (рис. 1.3, б) колеса z1, z2, z3, z4 і вільнопосаджені на валі II колеса z5, z6, z7, z8, а також підшипники. Вал II порожнистий, в його пазі пересувається шпонка, призначена для почергового закріплювання одного з коліс z5, z6, z7, z8 на валі II. У нашому випадку ведений вал отримає чотири частоти обертання:
n2 =  =
=  ; =
; =  ; =
; =  (1.13)
(1.13)
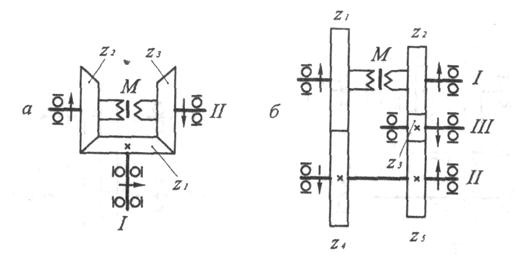
Рис. 1.4. Механізми реверсу:
з конічних зубчастих коліс і муфти (а) та з циліндричних зубчастих коліс і муфти (б); тяговий І і ведений II вали; z1, z2,..., z5. — кількість зубців зубчастого колеса; М - кулачкова муфта
Механізм реверсу забезпечує на веденому валі два протилежні напрямки обертання за наявного одного напрямку обертання на тяговому валі.
Розглянемо два механізми реверсу - з конічних зубчастих коліс і муфти та з циліндричних зубчастих коліс і муфти.
Механізм реверсу з конічних зубчастих коліс і муфти складається з тягового вала І (рис. 1.4, а), закріпленого на ньому колеса z1, веденого вала II з двома вільнопосадженими колесами z2, z3, двобічної кулачкової муфти М та підшипників. При нейтральному положенні муфти й обертанні вала І колеса вала II обертаються у протилежних напрямках. Закріпивши муфтою одне з коліс z2 або z3 на валі II, цьому валові надають того або іншого напрямку обертання, показаного стрілками.
Механізм реверсу з циліндричних зубчастих коліс і муфти має на валі І (рис. 1.4, б) два вільнопосаджених колеса z1, z2 муфту М між ними. На валі II закріплено колеса z4, z5, на валі III є колесо z3. Закріпивши муфтою М колесо z1, на вал II можна передати рух колесами z1 і z4 і він буде обертатись в інший бік, аніж вал І. Закріпивши колесо z2, надамо валові II напрямку обертання, що співпадає з напрямком обертання вала І, через колеса z2, z3 і z5.
Перелік контрольних питань для самоперевірки:
1. Що називають передаточним відношенням?
2. Передаточні відношення в різних видах передач.
3. Як визначається загальне передаточне відношення кінематичного ланцюга?
4. Що забезпечує механізм реверсу?
5. З чого складається механізм Нортона?
Тема 2: Ряди частот обертання шпинделів, подвійних ходів та подач у верстатах.
1. Поняття про знаменник геометричного ряду частот обертання і подач. Діапазон регулювання та число ступенів передач.
2. Стандартні значення знаменника геометричного ряду, застосовані в металорізальних верстатах.
Література: [1] c.15-21.
Студенти повинні знати:
1. Визначення знаменника геометричного ряду частот обертання і подач.
2. Стандартні значення знаменника геометричного ряду, застосовані в металорізальних верстатах.
Студенти повинні вміти:
Визначати знаменник геометричного ряду частот обертання для кінематичного розрахунку коробок швидкостей.
1. Поняття про знаменник геометричного ряду частот обертання і подач. Діапазон регулювання та число ступенів передач.
У верстатів з обертальним головним рухом частота обертання шпинделя, хв -1
п = 1000v / π d,
де V - швидкість різання, м / хв; d - діаметр оброблюваної заготовки або інструменту, мм.
Для отримання найвигідніших умов при обробці заготовок з різних матеріалів інструментами з різними ріжучими властивостями верстати повинні забезпечувати зміну швидкостей різання від v min до v mах . Так як у процесі заготовки або встановлювані на верстаті інструменти можуть мати діаметри в межах від dmin до d mах , необхідно мати можливість встановлювати різну частоту обертання шпинделя в межах від n minдо n max:
nmin= 1000 vmin/π d mах;
nmax= 1000 vmax/π d min.
Відношення максимальної частоти обертання шпинделя верстата до мінімальної називають діапазоном регулювання частоти обертання шпинделя:
nmax/ nmin=D.
Діапазон регулювання шпинделя характеризує експлуатаційні можливості верстата. У зазначених межах можна отримати будь-яке значення п, якщо мати механізм безступінчатого регулювання швидкості головного руху. У цьому випадку можна встановити частоту обертання, відповідну вибраної найвигіднішою швидкості різання при заданому діаметрі. Однак безступінчатий приводи, незважаючи на їх досить значного поширення в сучасних верстатах, застосовують не так широко, як приводи із ступінчастим рядом частоти обертання шпинделя. Більшість верстатів має ступінчасті ряди частот обертання. У цьому випадку замість частоти обертання, точно найвигіднішою швидкості різання при даному діаметрі, доводиться брати найближчу меншу частоту. Цій дійсній частоті п д буде відповідати дійсна швидкість різання v д = πdn д / 1000, що менше розрахункової на величину V – Vд. Тоді відносна втрата швидкості різання при переході з однієї частоти обертання до найближчої меншої
A=(v-v д)/v=(πdn- πdn д)/ πdn=(n-n д)/n.
Отже, відносна втрата швидкості різання буде тим менша, чим менша різниця п - п д.
В інтервалі між граничними значеннями частоти обертання п тах і nmin проміжні частоти можна розмістити по різних рядах. Однак не всі можливі ряди будуть рівноцінними. Найбільш раціональним для застосування в верстатобудуванні є геометричний ряд, в якому кожна наступна частота відрізняється від попередньої в φ раз (де φ - знаменник ряду).
Головною перевагою геометричного ряду є те, що максимальна відносна втрата швидкості різання залишається однаковою для всіх інтервалів ряду частоти обертання. Це дозволяє забезпечити постійність максимальної відносної втрати продуктивності формоутворення верстата, тобто дає економічні переваги в порівнянні з іншими рядами. Продуктивність формоутворення визначається площею поверхні, що обробляється на верстаті в одиницю часу.
Геометричний ряд частот обертання шпинделя зі знаменником φ буде мати такий вигляд:
n1= nmin;
n2 =n1φ;
n3= n2φ;
……..
nz =nz-1φ=n1φz-1.
2. Стандартні значення знаменника геометричного ряду, застосовані в металорізальних верстатах.
Значення знаменників рядів φ нормалізовані. Це дозволяє нормалізувати ряди частот обертання і подач, а також полегшити кінематичний розрахунок верстатів. Значення знаменників φ нормальних рядів частот обертання шпинделів верстатів встановлені з урахуванням наступних міркувань.
1. У приводі головного руху верстатів часто застосовують багато прискорені електродвигуни трифазного струму з відношенням частот обертання, рівним 2. Для того щоб частоти обертання шпинделя, одержувані при різних частотах таких електродвигунів, були членами геометричного ряду, необхідно мати
φ= ,
,
де Е1 - ціле число.
2. Обов'язково має бути врахований державний стандарт бажаних чисел і рядів переважних чисел. Ряди бажаних чисел побудовані у вигляді геометричних прогресій, знаменники яких повинні задовольняти вимогу
φ= ,
,
де Е 2 - ціле число.
Таким чином, стандартні значення знаменника φ рядів
частоти обертання можуть бути знайдені з умови φ= = . Отже Е1=3Е́ ' і Е2=10 Е́ ', де Е '- довільне ціле число.
Для передбачених стандартом чотирьох значень Е 2 == 40; 20; 10 і 5, яким відповідають Е '= Е 2 / 10 = 4; 2; 1 і 0,5 і Е1 = ЗЕ' = 12; 6; 3 і 1,5, отримують наступні значення φ:
φ40= φ20=
φ20=
φ10= φ5=
φ5=
Для практичного застосування зазначених чотирьох значень
виявилося недостатньо. Тому додані φ= φ=
φ=
Внаслідок того, що знаменник φ пов'язаний з числом 2, через певну кількість членів ряду кожне число збільшується в 2 рази. Якщо, наприклад, у ряді є число 2, то будуть числа 4, 8, 16 і т. д. Цій закономірності не підвласні ряди з φ=1,58 і φ=1,78.
У зв'язку з тим, що φ пов'язані з числом 10, кожне число ряду збільшується через певну кількість членів ряду в 10 разів. Наприклад, за наявності у ряді числа 2,8 зустрінуться також числа 28, 280, 2800 і т.д. Ця закономірність десяткового повторення чисел не розповсюджується на ряди з φ = 1,41 і φ = 2.
Нижче наведені значення максимальної відносної втрати швидкості різання А mах між двома сусідніми частотами обертання для відповідних значень φ = 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2: A mах = 5; 10; 20; 30; 40; 45; 50%.
Amax= (vz-vz-1)/vz=(nz-nz-1)/nz=1-nz-1/nz=1-n1φz-2/(n1φz-1)=1-1/φ=(φ-1)φ
або
Amax=[(φ-1)/φ]100%.
У табл. 2.1. приведені нормальні ряди частот обертання, що застосовуються в верстатобудуванні.
Нормальні ряди частот обертання, що застосовуються в верстатобудуванні
Знаменник ряду φ
Таблиця № 2.1
| 1,06 | 1,12 | 1,26 | (1.41) | 1,58 | (1.78) | (2) |
| 1,00 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 |
| 1,06 | ||||||
| 1,12 | 1,12 | |||||
| 1,18 | ||||||
| 1,25 | 1,25 | 1,25 | ||||
| 1,32 | 1,40 | |||||
| 1,40 | 1,40 | |||||
| 1,50 | 1,60 | |||||
| 1,60 | 1,60 | 1,60 | ||||
| 1,70 1,80 | 1,80 | 1,80 | ||||
| 1,90 2,00 | 2,00 | 2,00 | 2,00 | 2,00 | ||
| 2,12 | ||||||
| 2,24 | 2,24 | |||||
| 2,36 | 2,50 | |||||
| 2,50 | 2,50 | 2,50 | ||||
| 2,65 | ||||||
| 2,80 | 2,80 | 2,80 | ||||
| 3,00 | 3,15 | |||||
| 3,15 | 3,15 | 3,15 | ||||
| 3,35 | ||||||
| 3,55 | 3,55 | |||||
| 3,75 4,00 | 4,00 | 4,00 | 4,00 | 4,00 | 4,00 | |
| 4,25 | ||||||
| 4,50 | 4,50 | |||||
| 4,75 | ||||||
| 5,00 | 5,00 | 5,00 | ||||
| 5,30 5,60 | 5,60 | 5,60 | 5,60 | |||
| 6,00 | 6,30 | |||||
| 6,30 | 6,30 | 6,30 | ||||
| 6,70 | ||||||
| 7,10 | 7,10 | |||||
| 7,50 8,00 | 8,00 | 8,00 | 8,00 | 8,00 | ||
| 8,50 | ||||||
| 9,00 | 9,00 | |||||
| 9,50 | 10,0 | |||||
| 10,00 | 10,00 | 10,00 | 10,00 | |||
| 10,6 | ||||||
| 11,2 | 11,2 | 11,2 | ||||
| 11,8 | ||||||
| 12,5 | 12,5 | 12,5 | ||||
| 13,2 | ||||||
| 14,00 | 14,00 | |||||
| 15,0 16,0 | 16,0 | 16,0 | 16,0 | 16,0 | 16,0 | |
| 17,0. 18,0 | 18,0 | 18,0 |
Знаменник ряду φ
| 1,06 | 1,12 | 1,26 | (1,41) | 1,58 | (1,78) | (2) |
| 19,0 | ||||||
| 20,0 | 20,0 | 20,0 | ||||
| 21,2 | ||||||
| 22,4 | 22,4 | 22,4 | ||||
| 23,6 | ||||||
| 25,0 26,5 | 25,0 | 25,0 | 25,0 | |||
| 28,0 | 28,0 | |||||
| 30,0 | ||||||
| 31,5 | 31,5 | 31,5 | 31,5 | |||
| 33,5 | ||||||
| 35,5 | 35,5 | |||||
| 37,5 | ||||||
| 40,0 42,5 | 40,0 | 40,0 | 40,0 | |||
| 45,0 | 45,0 | 45,0 | ||||
| 47,5 | ||||||
| 50,0 | 50,0 | 50,0 | ||||
| 53,0 | ||||||
| 56,0 60,0 | 56,0 | 56,0 | ||||
| 63,0 67,0 | 63,0 | 63,0 | 63,0 | 63,0 | 63,0 | |
| 71,0 | 71,0 | |||||
| 75,0 | ||||||
| 80,0 | 80,0 | 80,0 | ||||
| 85,0 | ||||||
| 90,0 | 90,0 | 90,0 | ||||
| 95,0 | ||||||
| 100 106 | ||||||
| 125 132 | ||||||
| 160 170 | ||||||
| 180 190 | 1 £ 0 | |||||
| 250 265 | ||||||
Знаменник ряду φ
| 1,06 | 1,12 | 1,26 | (1,41) | 1,58 | (1,78) | (2) |
Примітка: I. ОСТ поширюються на ряди частот обертання, подач, потужностей та інших параметрів верстатів. 2. Ряди частот обертання більше 1000 і менше 1 отримують множенням або діленням табличних значень на 1000. 3. Ряди з знаменниками φ, укладених в дужки, по можливості застосовувати тільки для частот обертання і подач. 4. Допускається складання похідних рядів з нормальних шляхом пропуску деяких частот (наприклад, ряд 132, 190, 265, 375, 530 і т.д.). 5. Частота обертання вала не повинна Відхилятися від табличних значень більш ніж на ± 10 (φ - 1)%. Крім того, і приводі асинхронного електродвигуна допускається зміщення ряду частот обертання у бік зменшення до 5% від частот ряду, підрахованих по синхронній частоті обертання.
Перелік контрольних питань для самоперевірки:
1. Що таке знаменник геометричного ряду частот шпинделя?
2. Що характеризує діапазон регулювання швидкостей?
3. Що є головною перевагою геометричного ряду?
Тема 3: Приводи верстатів.
1. Класифікація приводів за різними ознаками.
2. Основні елементи різного виду приводів.
Література: [1] c.25-29.
Студенти повинні знати:
1. Класифікацію приводів. Переваги та недоліки приводів.
2. Призначення та будову різних приводів металорізальних верстатів.
Студенти повинні вміти:
Застосувати отриману інформацію про приводи при роботі на металорізальних верстатах.
1. Класифікація приводів за різними ознаками.
Привод - пристрій, що служить для приведення в дію виконавчих ланок верстата. У привод входить також джерело руху. Привод повинен забезпечувати можливість регулювання швидкості руху виконавчих ланок верстата.
Приводи верстатів підрозділяють на ступінчасті і безступінчасті. До ступінчастих відносять приводи зі східчастими шківами, з шестеренними коробками швидкостей і приводи у вигляді багато швидкісних асинхронних електродвигунів. Можливі також ступінчасті приводи, що є комбінацією згаданих вище механізмів. До безступінчастих приводів можна віднести приводи з механічними варіаторами, електродвигуни постійного струму з регульованою частотою обертання, гідравлічні приводи і комбіновані, що представляють собою поєднання регульованого електродвигуна постійного струму або приводу з варіатором із ступінчастою коробкою передач, або, навпаки, механічного варіатора з багато швидкісним асинхронним електродвигуном змінного струму.
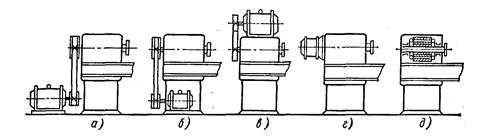
Сучасні металорізальні верстати мають індивідуальні чи багато двигунові приводи. Джерелом енергії в верстатах зазвичай є електродвигун. Електродвигун може бути розташований поруч з верстатом (мал. 3.1, а), всередині нього (рис. 3.1, б), на верстаті (мал. 3.1, в), вбудований у передню бабку (мал. 3.1, г і д) і т. д.
Привод з шестеренною коробкою швидкостей є найбільш поширеним типом приводу головного руху в металорізальних верстатах. Його перевагою є компактність, зручність в управлінні і надійність в роботі. Але приводи з шестеренними коробками швидкостей не мають безступінчастого регулювання швидкості, у них порівняно низький ККД на високих частотах обертання при широкому діапазоні регулювання.
2. Основні елементи різного виду приводів.
Існує багато різних конструкцій коробок швидкостей (мал.3.2.), проте всі вони являють собою поєднання окремих типових механізмів. Коробки швидкостей розрізняють за способом перемикання швидкостей і компонуванні.

Мал. 3.1. Установка електродвигунів на верстатах.
Мал. 3.2 Елементарні механізми коробок швидкостей:
а - двохшвидкісних; б - трьохшвидкісних; в – чотирьохшвидкісних.
За способом перемикання швидкостей коробки бувають з пересувними (ковзаючими) колесами; з кулачковими, фрикційними і електромагнітними муфтами; з комбінованим перемиканням; зі змінними колесами.
Застосування того чи іншого способу перемикання в коробках швидкостей залежить від призначення верстата, від частоти перемикань і тривалості робочих ходів. Передачі з пересувними блоками коліс можуть передавати великий крутний момент при порівняно невеликих розмірах зубчастих коліс. Крім того, в таких коробках у зачепленні знаходяться тільки те зубчасті колеса, які передають обертання шпинделя. Виходить, інші колеса в цей час не зношуються. Зазначені переваги дозволяють широко застосовувати для зміни частоти обертання шпинделя пересувні блоки зубчастих коліс в коробках швидкостей головним чином універсальних верстатів. У пересувних блоках використовують прямозубі колеса.
Недоліки цих коробок швидкостей: неможливість перемикання передач на ходу; необхідність блокування, що запобігає одночасне включення в роботу блоків зубчастих коліс, спільна робота яких не передбачена; відносно великі розміри по довжині.
Для коробки з кулачковими муфтами характерні малі осьові переміщення муфт при перемиканні є можливість використовування в передачах косозубих і шевронних коліс, а також менші зусилля для перемикання, ніж у пересувних блоків коліс. Разом з тим кулачкові муфти не дозволяють перемикати передачі на ходу при великій різниці частот обертання; їм притаманні втрати потужності на обертання непрацюючої пари коліс і зношування.
Використання фрикційних і електромагнітних муфт у коробках швидкостей дає можливість швидкого і плавного перемикання передач на ходу. Недоліками таких коробок є втрати потужності на обертання непрацюючої пари коліс і зношування; великі радіальні і осьові розміри при передачі великих крутних моментів; зниження ККД верстата внаслідок тертя у виключених муфтах; нагрівання муфт; необхідність їх частого регулювання; передача теплоти від муфт шпиндельному вузлу.
При відносно рідкісному налагодженню приводу шпинделя на операцію в автоматах, напівавтоматах, спеціальних та операційних в масовому і серійному виробництві використовують змінні зубчасті колеса (мал. 3.3). Частоту обертання шпинделя в цьому випадку змінюють шляхом зміни коліс а і b між суміжними валами при незмінній відстані між їх осями. Так як відстань між осями цих коліс залишається незмінним, то обов'язковою умовою правильного зчеплення змінних коліс за такої конструкції приводу є сталість суми їх чисел зубів (а + b = const). Змінні колеса до приводу головного руху застосовують іноді у поєднанні з шестеренні коробками передач.
Залежно від компонування розрізняють коробки швидкостей, вбудовані в шпиндельну бабку, і коробки швидкостей з розділеним приводом. Коробка передач, вбудована в шпиндельну бабку (мал. 3.4), дозволяє отримати 24 значення частоти обертання шпинделя.
Мал. 3.3. Коробка передач зі змінними Мал.3.4. Коробка передач,
зубчастими колесами. вбудована в шпиндельні бабку.
Коробка передач вертикально-свердлильного верстата показана на (мал. 3.5). Частота обертання шпинделя в ній змінюється пересувними блоками зубчастих коліс. На кришці 3 корпуса коробки встановлений приводний електродвигун, з'єднаний з першим валом коробки муфтою 6. Пересувні блоки коліс 7 і 8 дають можливість повідомити гільзі 2 шість (при одношвидкісному двигуні) різних значень частоти обертання. Гільза 2 має внутрішні шліци, за допомогою яких обертання передається шпинделю. Зубчасті колеса 4 і 5 є змінними. Частота обертання шпинделя
nшп=nдвік.ш;
де n шп, nдв - частоти обертання шпинделя і валу електродвигуна; i к.ш- передаточне відношення коробки швидкостей.
У деяких моделях токарних, револьверних та фрезерних верстатів коробка швидкостей винесено з шпиндельної бабки, обертання шпинделю передається через пасову передачу (мал. 3.6.). Великі частоти обертання шпиндель 4 отримує від коробки швидкостей 1 через пасову передачу 2. У цьому випадку муфта 3 включена, а зубчасті колеса z2 і z3 жорстко закріплені на пустотілій втулці, шляхом осьового зміщення втулки вимкнені. Малі частоти обертання шпинделя отримують при виключенні муфті і включених зубчастих колесах z2 і z3 . У цьому випадку обертання від коробки швидкостей передається шпинделю 4 через пасову передачу 2 і зубчасті колеса z1/z2 і z3/z4. Мал.3.6. Розділений привод.
 Розділений привод з розвантаженим шпинделем забезпечує більш плавне обертання шпинделя і його часто застосовують у точних верстатах.
Розділений привод з розвантаженим шпинделем забезпечує більш плавне обертання шпинделя і його часто застосовують у точних верстатах.
Коробки швидкостей з електромагнітними муфтами, що дозволяють застосовувати дистанційне керування, застосовують у різних автоматах і напівавтоматах, у тому числі верстати з ЧПК. Для уніфікації приводу головного руху таких верстатів випускають уніфіковані автоматичні коробки швидкостей (АКШ) семи габаритів, розраховані на потужність від 1,5 до 55 кВт; число ступенів швидкостей від 4 до 18.
Перелік контрольних питань для самоперевірки:
1. Що називають приводом верстата?
2. Класифікація приводів.
3. Класифікація коробок швидкостей.
4. Переваги та недоліки приводів.
Тема 4: Кінематичний розрахунок коробки швидкості.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2686; Нарушение авторских прав?; Мы поможем в написании вашей работы!