КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Верстата 6Р13Ф3-37
|
|
|
|
План
План
План
План
План
1. Призначення, технічна характеристика та будова верстата.
2. Кінематика рухів верстата.
Література: [2] c. 80-81.
Студенти повинні знати:
1. Розшифровку моделі верстата 16К20Т1.
2. Призначення та будову верстата.
3. Класифікацію рухів верстата.
4. Технічну характеристику верстата.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстата моделі 16К20Т1 для обробки заданої заготовки. При необхідності вміти складати керуючі програми для верстата.
1. Призначення, технічна характеристика та будова верстата.
Верстат призначений для токарної обробки зовнішніх та внутрішніх поверхонь деталей типу тіл обертання різного профілю. Обробка ведеться в один або декілька робочих ходів в замкнутому напівавтоматичному циклі; на верстаті можна нарізати різьби.
Верстат випускають в двох типах: 16К20Т1 і 16К20Т1.01. Верстат 16К20Т1.01 має (як і верстат 16К20ФЗ) девятишвидкісна автоматична коробка швидкостей, автоматичний шестипозиційний різцетримач з горизонтальною віссю обертання, але може застосовуватися ручний різцетримач під швидкозмінні блоки. Верстат 16К20Т1 має шпиндельну бабку з ручним встановленням швидкостей і можливістю автоматичної зміни їх величини в два рази по програмі. Клас точності верстата П.
Технічна характеристика верстата. Найбільший діаметр заготовки над станиною 500мм, над супортом 215мм; найбільший діаметр прутка, який проходить через отвір в шпинделі, 53мм; найбільша довжина оброблювальної заготовки 1000мм; число позицій автоматичного різцетримача 6; число частот обертання шпинделя 24 (в верстаті 16К20Т1.01 число частот обертання шпинделя 22); границі частот обертання шпинделя 10...2000 об/хв. (12.5...2000 об/хв. в верстаті 16К20Т1.01); границі робочих подач (безступінчасте регулювання): повздовжніх 0,01...2,8 мм/об, поперечних 0,005...1,4 мм/об; швидкість швидких ходів: повздовжніх 6000мм/хв, поперечних 5000 мм/хв; величина кроку нарізаємих різьб 0,01...40,959 мм; дискретність переміщень: повздовжніх 0,01мм, поперечних 0,005мм; габаритні розміри верстата (без електрошафи привода подач) 3200x1700x1700мм.

Рис.7.1. Загальний вигляд верстата.
Оперативна система управління верстатом на базі приладу «Електроніка НЦ–31» забезпечує ввід, відкладку і редагування програм обробки безпосередньо на станку з допомогою клавіатури. Програма вводиться оператором з креслення деталі або при обробці складних деталей з бланка, підготовленого технологом – програмістом. Контроль програми здійснюють з допомогою цифрової індикації, а її корекцію безпосередньо на станку від клавіатури панель керування.
В приладі «Електроніка НЦ–31» можлива передача програми в касету зовнішньої пам’яті для збереження поза верстатом і наступного ввода програми із КЗП в систему керування. Прилад ЧПК– контурне, оперативно керується наступними електроприводами подач по двох координатних осях. Інтерполяція –лінійна і кругова. В пам’ять пристрою введений стандартний робочий цикл: точіння конусів,обробка будь –яких дуг окружності,нарізання різьби,повздовжнє і поперечне точіння з розділенням величини припуску на робочий хід і т.д. Такий цикл спрощує роботу оператора і зменшує час введення програми в пам’ять приладу. Дозволяюча можливість по координаті Z =0,01мм, по координаті X =0,005мм.

Рис.7.2. Загальний вигляд верстата.
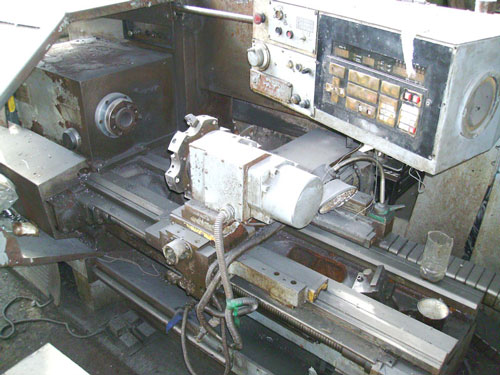
Рис.7.3. Загальний вигляд основних вузлів верстата.
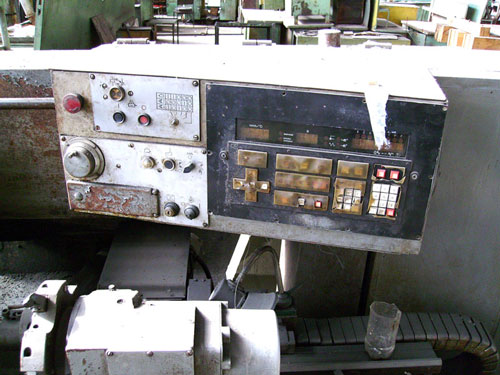
Рис.7.4. Пульт керування верстатом.

Рис.7.5. Електрошафи верстата.
2. Кінематика рухів верстата.
Основні механізми і рухи в верстаті такі ж самі як і верстаті 16К20ФЗ.
Кінематика верстата. Головний рух у верстаті 16К20Т1.01 здійснюється по тим же кінематичним ланцюгам, що і верстаті 16К20ФЗ.
Верстаті 16К20Т1 на валу 1 встановленні дві електромагнітні муфти М1 і М2, забезпечують переключення в циклі двох діапазонів швидкостей по 12 частот обертання в кожному діапазоні. В основному кінематичний ланцюг головного руху аналогічна ланцюгу головного руху в верстаті 16К20.
Приводи подач в повздовжніх і поперечних напрямках здійснюється відповідно від двигунів постійного струму М2 і М3 через одноступінчасті передачі і гвинт–гайка кочення. На ходових гвинтах 7, 8 встановленні вимірювальні фото імпульсні датчики зворотного зв’язку.
Супорт, каретка, задня бабка, шести позиційний різцетримач розміщені так само як і в верстаті 16К20ФЗ.
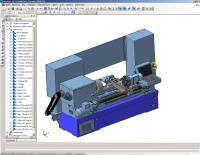
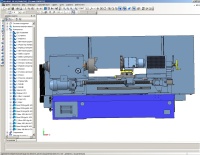
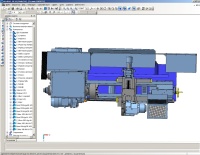
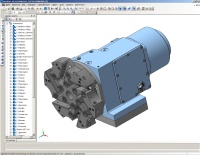
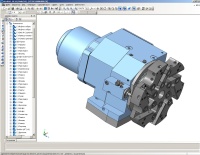
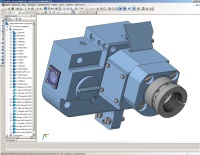
Рис.7.5. Основні вузли верстата виконані в КОМПАС-3D.
Перелік контрольних питань для самоперевірки:
1. Як розшифровується модель верстата 16К20Т1?
2. Для яких технологічних операцій призначений верстат?
3. Чим відрізняється верстат моделі 16К20Т1 від верстата моделі 16К20Ф3?
4. Скільки керованих координат у верстата і якими вузлами верстата забезпечується переміщення по них?
5. Який пристрій ЧПК використовується у верстаті? Дати характеристику ПЧПК.
Тема 8: Токарно – револьверний верстат моделі 1В340Ф30 з ЧПК.
1. Призначення, будова верстата та кінематика рухів верстата.
2. Система керування верстатом та її технічна характеристика.
Література: [2] c. 81-85.
Студенти повинні знати:
1. Розшифровку моделі верстата 1В340Ф30.
2. Призначення та будову верстата.
3. Класифікацію рухів верстата.
4. Технічну характеристику ПЧПК верстата.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстата моделі 1В340Ф30 для обробки заданої заготовки. При необхідності вміти складати керуючі програми для верстата.
1. Призначення, будова верстата та кінематика рухів верстата.
Токарний – револьверний верстат з вертикальною головкою на хрестовому супорті з підвищеної точності 1В340Ф30 призначений для виконання різноманітних токарних робіт в межах встановленої потужності, в основному, при обробці складних деталей із ступінчастим і криволінійним профілем. Нарізування різьб проводиться різцем, мітчиком або плашкою, можливе поєднання обробки інструментом, встановленим у відрізному і хрестовому супортах. Верстат виготовляється в двох виконань: для обробки матеріалів прутків діаметром до 40 мм і для обробки штучних заготовок діаметром до 200 мм.

Рис.8.1. Загальний вигляд верстата.
Верстат призначений для токарної обробки деталей з чавуну, сталі і кольорових металів із ступінчастими і криволінійним профілем з прутка діаметром 25–40 мм і штучних заготовок діаметром до 200мм в умовах дрібносерійного і серійного виробництва. По спец замовленню верстат може комплектуватися набором тих, що подають і затискних цанг для обробки прутка діаметром 12–25 мм.

Рис.8.2. Сучасний загальний вигляд верстата.
Станок має автоматичний гідрофіцированний механізм затиску круглих (25–40 мм) і шестигранних (S=19–32) прутків в цанговому патроні, а також штучних заготовок (до 200 мм) в трьохкулачковому патроні. Привод обертання шпинделя: електродвигун постійного струму потужністю 15 кВт.
Привод подач: високомоментні електродвигуни постійного струму в комплекті з кульковими гвинтовими парами. Розвантаження деталей з робочої зони при обробці прутка здійснюється розвантажувальним пристроєм. Прутки завдовжки до 3000 мм встановлюються в захисну трубу з двома стійками.
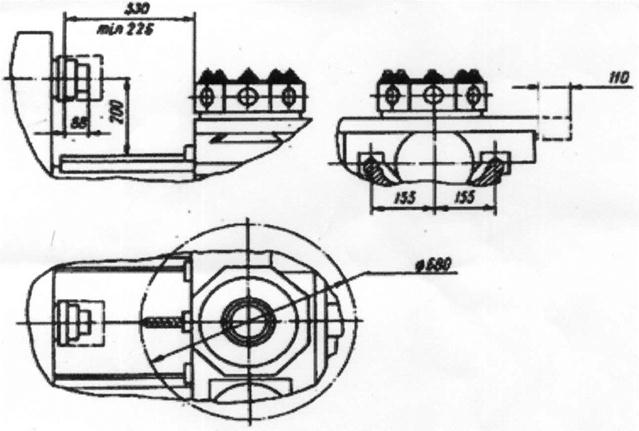
Рис. 8.3. Схема робочої зони.
Верстат змонтований на жорсткій литій чавунній станині. Хрестовий супорт з восьмипозиційною револьверною головкою забезпечує високі технологічні можливості верстата. Жорсткість і точність положення інструменту забезпечується затиском револьверної головки на високоточній зубчатій напівмуфті.
Привід головного руху, що складається з двигуна постійного струму і пасової передачі на шківі шпинделя.
Застосування в приводах подачі високомоментних двигунів постійного струму і кулькових гвинтових пар в комплекті з фото імпульсними датчиками зворотного зв'язку забезпечує високу точність обробки. Для вивантаження з робочої зони готових деталей з прутка встановлений розвантажувальний пристрій. Для підтримки прутка довжиною більше 1000 мм передбачена захисна труба з двома стійками.
Верстат комплектується транспортером для прибирання стружки.

Рис.8.4. Револьверна головка верстата.
2. Система керування верстатом та її технічна характеристика.
Верстат оснащений пристроєм ЧПК типу "Електроніка НЦ–31–03".

Рис.8.5. Пульт керування верстата.
| Технічні характеристики токарного верстата 1В340Ф30 | |
| Найбільший діаметр заготовки встановленої над станиною, мм: | |
| Найбільший діаметр оброблюваної заготовки, мм: | |
| Найбільший діаметр оброблюваного прутка, мм: | |
| При заживній і що подає трубах | |
| При передньому затиску | |
| Найбільша довжина оброблюваної деталі, мм | |
| Кількість позицій револьверної головки | |
| Відстань від переднього торця шпинделя до револьверної головки, мм | |
| найменша | |
| найбільша | |
| Найбільше поперечне переміщення револьверної головки, мм | |
| Частота обертання шпинделя; пряме обертання, об/хв. | 10…2500 |
| Точність позиціонування супорта: | |
| у повздовжньому напрямку, мкм | |
| у поперечному напрямку, мкм | |
| Габаритні розміри станка, мм | |
| довжина | |
| ширина | |
| висота | |
| Маса верстата, кг | |
| Сумарна потужність всіх електродвигунів, кВт | 22,33 |



Рис.8.6. Приводи верстата.
Перелік контрольних питань для самоперевірки:
1. Як розшифровується модель верстата 1В340Ф30?
2. Для яких технологічних операцій призначений верстат?
3. Чим відрізняється верстат моделі 1В340Ф30 від верстата моделі 16К20Ф3?
4. Скільки керованих координат у верстата і якими вузлами верстата забезпечується переміщення по них?
5. Який пристрій ЧПК використовується у верстаті? Дати характеристику ПЧПК.
Тема 9: Координатно – розточувальні верстати.
1. Призначення та класифікація координатно – розточувальних верстатів.
2. Координатно – розточувальний верстат моделі–2Д450.
3. Координатно – розточувальний верстат 2Е450АФ1.
Література: [1] c. 215-220.
Студенти повинні знати:
1. Розшифровку моделей верстатів 2Д450 і 2Е450АФ1.
2. Призначення та будову верстатів.
3. Класифікацію рухів у верстатах.
4. Технічну характеристику ПЧПК верстата 2Е450АФ1.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстатів моделі 2Д450 і 2Е450АФ1 для обробки заданої заготовки. При необхідності вміти складати керуючі програми для верстата моделі 2Е450АФ1.
1. Призначення та класифікація координатно – розточувальних верстатів.
Координатно – розточувальні верстати з електронною вимірювальною системою призначені для обробки отворів з точним розташуванням осей у прямокутній системі координат і чистового фрезерування уздовж осей координат. На верстаті може виконуватися розмітка і контроль лінійних розмірів. Верстат призначений для обробки отворів у кондукторах, пристосуваннях і деталях з точним розташуванням осей у прямокутній системі координат. Можливе свердлення отворів діаметром до 30 мм. Легке фрезерування, обробка похилих і взаємно перпендикулярних отворів, торцеву проточку площин.
На них також можна центрувати, свердлити, розвертувати і кінцево розточувати отвори, обробляти фасонні контури і т. д. Верстати цього типу використовують для обробки отворів у тих випадках, коли відстань між їх осями або відстань їх осей до базових поверхонь деталі повинні бути виконані з високою точністю.
Точні відстані між осями оброблених отворів і прийнятими базовими поверхнями отримують на цих верстатах без використання пристосувань для направлення інструменту. Для точного відліку переміщень рухомих вузлів верстата координатно – розточні верстати мають спеціальні вузли:точні ходові гвинти с лімбами и ноніусами, жорсткі і регульовані кінцеві міри разом з індикаторними пристроями, точні лінійки з оптичними приладами і індуктивні прохідні гвинтові датчики. При цьому використовують механічні, оптико – механічні, оптичні, оптико – електричні, електричні системи.
Координатно – розточувальні верстати бувають одно – і двох стійкові. Одностійкові зазвичай оснащенні хрестовим столом. Шпиндель має обертальний рух и рух подачі в осьовому напрямку. У двох стійкових стіл може переміщуватись тільки в повздовжньому напрямку, а поперечне переміщення по траверсі отримує головка зі шпинделем.
Координатно – розточні верстати можна використовувати як вимірювальні машини для перевірки розмірів деталей і особливо точних розміточних робіт. Для запобігання температурних впливів навколишнього середовища на точність роботи ці станки необхідно встановлювати в ізольованому приміщенні, де підтримується температура 20 градусів.
Представниками цієї групи верстатів є такі моделі: 2А450, 2Д450, 2Е450АФ1, 2554Ф2. Наприклад точність розмірів на верстаті моделі 2А450 досягає 0,001 мм відбувається це за рахунок оптичного пристрою яким оснащений даний верстат, даний пристрій дозволяє відраховувати цілу і дробову частину розміру.
Координати відраховують за допомогою точних масштабних дзеркальних валиків і оптичних приладів. Дзеркальні валики мають таку будову: стержні із корозійностійкої сталі, на яких нанесені тонкі гвинтові риски з точним кроком. Поверхня валиків доведена до дзеркального блиску. Координати встановлюють по точним шкалам при стеженні через спеціальні мікроскопи. Дзеркальний валик розміщують на столі верстату і переміщують разом з ним.
Переміщення виміряють з допомогою шкал дзеркальних валиків. Переміщення, які дорівнюють цілим міліметрам, відраховують по масштабним лінійкам з міліметровими поділками. Переміщення, які складають частини міліметрів, відраховують по лімбам, закріпленим на валиках з шкалами. Точність підрахунків залежить від точності кроку рисок масштабного валика.
2. Координатно – розточувальний верстат моделі–2Д450.
Координатно – розточувальний верстат з електронною вимірювальною системою призначений для обробки отворів з точним розташуванням осей у прямокутній системі координат і чистового фрезерування уздовж осей координат. На верстаті може виконується розмітка і контроль лінійних розмірів. Верстат призначений для обробки отворів у кондукторах, пристосуваннях і деталях з точним розташуванням осей у прямокутній системі координат. Можливе свердлення отворів діаметром до ЗО мм. Легке фрезерування, обробка похилих і взаємно перпендикулярних отворів, торцеву проточку площин.
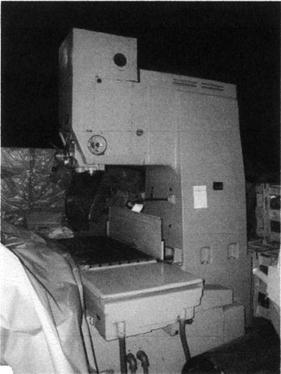
Рис. 9.1. Вертикально – розточувальний верстат моделі 2Д450.
Технічна характеристика:
Діаметр свердління – 30 мм
Діаметр розточування–250мм
Конус шпинделя-45
Робоча поверхня стола – 1120x630мм
Переміщення стола, мм
поперечне – 630
поздовжнє – 1000
Хід гільзи – 260мм
Відстань від торця шпинделя до поверхні стола – 200–770мм
Діаметр гільзи – 140мм
Відстань від осі шпинделя до стійки – 710мм
Число ступенів частоти обертання шпинделя – 24
Частота обертання шпинделя – 10–2О00об/хв.
Число робочих подач шпинделя – 30
Робоча подача шпинделя – 1,2–1000мм/хв.
Швидкість переміщення стола – 1,6–7000мм/хв.
Потужність – 7,2кВт
Маса – 7900кг
Габарити – 3028х2765x3000мм
3. Координатно – розточувальний верстат 2Е450АФ1.
2Е450 – верстат з оптичною системою відліку координат по осях X та У. Координатно – розточувальні верстати з електронною відрахувально –вимірювальною системою призначені для обробки отворів з точним розташуванням осей у прямокутній системі координат і чистового фрезерування уздовж осей координат. На верстаті може виконуватися розмітка і контроль лінійних розмірів.
Основні технічні дані координатно – розточувального верстату:
Клас точності -А
Розміри робочої поверхні стола – 630х1100
Найбільше переміщення стола, мм
поздовжнє – 1000
поперечне – 630
Відстань від торця шпинделя до поверхні стола, мм
найбільше – 750
найменше – 250
Найбільший хід гільзи шпинделя – 250 мм
Виліт шпинделя – 710мм
Межі частоти обертання шпинделя – 10–2000 об/хв.
Межі робочих подач шпинделя – 1,2–400мм/хв.
Швидкість робочого переміщення стола – 400 м/хв.
Максимальна маса оброблюваного виробу – 600 кг
Найбільший діаметр розточування – 250 мм
Найбільший діаметр свердління в сталі – 30 мм
Габаритні розміри верстата, мм
довжина – 3350
ширина – 2500
висота – 3000
Маса верстата (без електрошафи) – 7500 кг
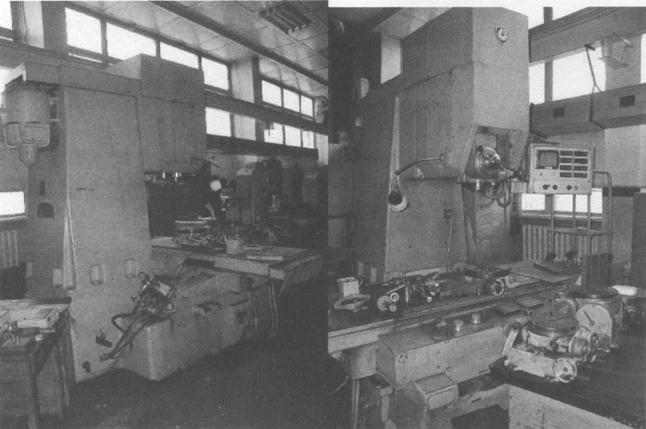
Рис.9.2 Координатно – розточувальний верстат 2Е450АФ1.
Перелік контрольних питань для самоперевірки:
1. Як розшифровується модель верстата 2Д450 і 2Е450АФ1?
2. Класифікація координатно – розточувальних верстатів.
3. Для яких технологічних операцій призначені верстати?
4. Чим відрізняється координатно – розточувальні верстати від горизонтально – і алмазно - розточувальних?
5. Скільки керованих координат у верстата моделі 2Е450АФ1 і якими вузлами верстата забезпечується переміщення по них?
6. Який пристрій ЧПК використовується у верстаті моделі 2Е450АФ1? Дати характеристику ПЧПК.
Тема 10: Поздовжньо - фрезерні верстати.
1. Призначення та класифікація поздовжньо – фрезерних верстатів.
2. Будова та основні вузли поздовжньо – фрезерних верстатів.
Література: [1] c. 227-229.
Студенти повинні знати:
1. Призначення та класифікацію поздовжньо – фрезерних верстатів.
2. Будову та основні вузли поздовжньо – фрезерних верстатів.
3. Кінематику рухів поздовжньо – фрезерних верстатів.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці поздовжньо – фрезерних верстатів.
1. Призначення та класифікація поздовжньо – фрезерних верстатів.
Поздовжньо-фрезерні верстати призначені для обробки горизонтальних, вертикальних, похилих і фасонних поверхонь деталей торцевими, циліндричними і фасонними фрезами. Верстати випускають одно - і двох стійковими, з одним або декількома шпинделями.
Поздовжньо-фрезерні верстати мають робочий стіл, що здійснює лише повздовжнє переміщення. Головним рухом в поздовжньо-фрезерних верстатах є обертальний рух шпинделя бабок, а рухами подач – повздовжній рух столу і відповідні переміщення шпиндельних бабок. Окрім робочих рухів верстати мають зазвичай наступні допоміжні рухи: швидкі повздовжні переміщення столу; швидкі переміщення шпиндельних бабок; швидкий підйом або опускання траверси; переміщення гільз шпинделів кожної шпиндельної бабки для точної установки фрез на потрібну товщину шару, що зрізується; поворот будь-якої з шпиндельних бабок для установки фрези під потрібним кутом (у верстатів з поворотними шпиндельними бабками). Ширина столу повздовжньо – фрезерних верстатів знаходиться в межах 320–5000 мм, а довжина 1000–12 500 мм і більше. Кожен шпиндель приводиться в рух від окремого електродвигуна.
Сучасні повздовжньо – фрезерні верстати мають високу продуктивність. Машинний час при обробці скорочується в результаті високих швидкостей шпинделів, високих подач, великих тягових сил приводів подач і достатніх потужностей шпиндельних бабок. Допоміжний час скорочується в результаті механізації допоміжних операцій, при використанні дистанційного керування верстатом з одного підвісного пульта. У конструкціях верстатів передбачені можливість наладки з пульта управління будь-якого режиму роботи, дистанційне безступінчасте регулювання подач (для верстатів з шириною столу 500 мм і більше), затиск і відтискання переміщуваних вузлів, їх переміщення, механізоване прибирання стружки із зон різання і інші види механізації.
В повздовжньо – фрезерних верстатах нерухома станина являється основою, до якої в двох стійкових верстатах кріплять дві стійки без поперечини або з поперечиною, а в одно стійкових – одну стійку, що несе консольну траверсу.
Двох стійковий повздовжньо – фрезерний верстат з неповоротними шпиндельними бабками показаний на рис.10.1, одно стійковий верстат з неповоротною шпиндельною бабкою – на рис.10.2. Схеми компоновок одно стійкових і двох стійкових верстатів приведені на рис.10.3.
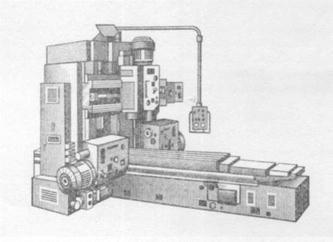
Рис. 10.1. Двох стійковий поздовжньо-фрезерний верстат.
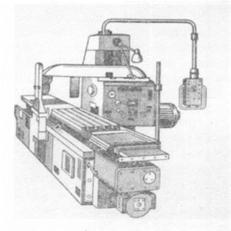
Рис.10.2. Одностійковий поздовжньо-фрезерний верстат.
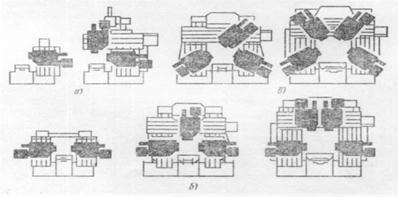
Рис.10.3. Схеми компоновок поздовжньо-фрезерних верстатів: а – одно стійкових; б – двох стійкових з нерухомими шпиндельними бабками; в – двох стійкових з поворотними шпиндельними бабками.
2. Будова та основні вузли поздовжньо – фрезерних верстатів.
Двостояковий поздовжньо-фрезерний верстат (рис. 10.4) складається зі станини А, двох стояків Б, Й, стола 3, траверси Г, поперечки Д, двох фрезерних головок В, Ж з горизонтальною віссю обертання шпинделя й двох фрезерних головок Е, Є з вертикальною віссю обертання шпинделя.
Станина має горизонтальні напрямні для стола. В ній змонтовані механізми для поздовжнього зворотно-поступального переміщення стола з різною швидкістю.
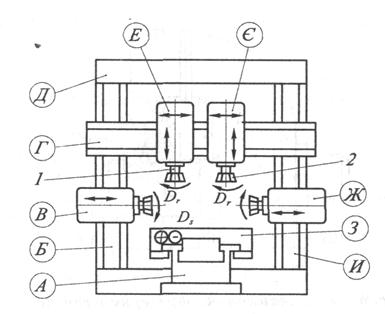
Рис. 10.4. Двостояковий поздовжньо-фрезерний верстат:
А - станина; Б, И - стояк; В, Е. Є, Ж - фрезерна головка;
Г - траверса; Д - поперечка; 1 - шпиндель; 2 - фреза;
Dr - головний рух різання; Ds - рух подачі
Останньою ланкою кінематичного ланцюга є черв'ячно-рейкова передача. На станині закріплені два стояки.
Стіл призначений для базування й закріплювання заготовок, для виконання робочої подачі Ds й зворотного швидкого переміщення у початкову позицію.
На вертикальних напрямних стояків пересуваються (у вертикальному напрямку) фрезерні головки з горизонтальною віссю обертання шпинделя, а також траверса з двома фрезерними головками з вертикальною віссю обертання шпинделя. Щоб підвищити жорсткість, стояки вгорі з'єднані поперечкою.
Траверса обладнана окремим механізмом вертикального переміщення. Фрезерні головки Е і Є незалежно переміщаються по напрямних траверси в горизонтальному напрямку.
Кожна фрезерна головка має індивідуальний електродвигун, що передає обертальний рух на коробку швидкостей і далі на шпиндель (головний рух різання Dr ). Крім обертального руху шпиндель отримує переміщення вздовж своєї осі, яке використовують під час виставлення фрези на задану глибину різання. Фрезерні головки можна встановлювати під потрібним кутом відносно поверхні стола.
Перелік контрольних питань для самоперевірки:
1. Класифікація поздовжньо - фрезерних верстатів.
2. Для яких технологічних операцій призначені верстати?
3. Чим відрізняється одностоякові поздовжньо – фрезерні верстати від двохстоякових?
4. Класифікація рухів поздовжньо – фрезерних верстатів?
5. Основні розміри поздовжньо – фрезерних верстатів.
Тема 11: Вертикально –фрезерний верстат моделі 6Р13Ф3 з ЧПК.
1. Призначення, технічна характеристика та будова верстата.
2. Кінематика рухів верстата.
Література: [1] с.366 – 369. [2] c. 141-144.
Студенти повинні знати:
1. Розшифровку моделі верстата 6Р13Ф3.
2. Призначення та будову верстата.
3. Класифікацію рухів верстата.
4. Технічну характеристику ПЧПК верстата.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстата моделі 6Р13Ф3 для обробки заданої заготовки. При необхідності вміти складати керуючі програми для верстата.
1. Призначення, технічна характеристика та будова верстата.
Верстат призначений для обробки заготовок складного профілю зі сталі, чавуну, важкооброблюваних сталей і кольорових металів в умовах одиничного і серійного виробництва. Як інструмент застосовують кінцеві, торцеві, кутові, сферичні і фасонні фрези, свердла, зенкери. Клас точності верстата Н.
Технічна характеристика верстата: Розміри робочої поверхні столу (ширина × довжина) 400 × 1600 мм; число частот обертання шпинделя 18; межі частот обертання шпинделя 40-2000 хв-1; межі робочих подач (безступінчасте регулювання) столу і повзуна 10-2000 мм / хв.; швидкість швидкого переміщення столу і повзуна 4800 мм / хв.; габаритні розміри верстата 3200x2465x2670 мм.
Пристрій ЧПК - контурний типу НЗЗ-2М. Програмоносій - вісьмідоріжкова перфострічка, код ISO-7bit. Геометрична інформація задається в пристрої. Інтерполятор - лінійно-круговий. Число керованих координат 3, кількість одночасно керованих координат при лінійній інтерполяції 3, при круговій 2. Дискретність по осях координат X ', Y', Z 0,01 мм. Просторова обробка досягається поєднанням руху столу за двома координатами (X і У) і вертикального переміщення повзуна з ріжучим інструментом (координата 1). Можлива робота в режимі перенабора з введенням програми в пристрій ЧПК безпосередньо оператором за допомогою клавіатури.
Основні механізми і рухи в верстаті. Базою верстата (рис. 11.2. і рис.11.3.) є станина А, що має жорстку конструкцію за рахунок розвинутої підставки і великої кількості ребер. За вертикальними напрямними корпусу станини рухається консоль Е (установче переміщення). За горизонтальними (прямокутного профілю) напрямними консолі переміщується в поперечному напрямі механізм стіл - салазки Д (подача по осі У '), а по напрямних салазок в поздовжньому напрямку - стіл (подача по осі X'). У корпусі консолі змонтовані приводи поперечної і вертикальної подачі, а в корпусі салазок привод поздовжньої подачі. Головний рух фреза отримує від коробки швидкостей Б. У шпиндельній голівці У встановлений привід вертикальних переміщень повзуна Г по осі Z.

Рис.11.1. Загальний вигляд верстата.
2. Кінематика рухів верстата.
Кінематика верстата. Головний рух - шпиндель VIII одержує від обертання асинхронного електродвигуна М1 (N = 7,5 кВт, n = 1450 хв-1) через коробку швидкостей з трьома пересувними блоками зубчастих коліс Б1, Б2, Б3 і передачі z = 39-39, z = 42-41 -42 в шпиндельної голівці. Механізм перемикання блоків забезпечує отримання 18 частот обертання і дозволяє вибирати необхідну частоту обертання без послідовного про ¬ ходіння проміжних ступенів. Рівняння кінематичного ланцюга для мінімальної частоти обертання шпинделя
nmin= -1.
-1.
Інструмент у оправці кріплять поза верстатом за допомогою змінних шомполів. Оправка має зовнішній конус 50 і внутрішній конус Морзе № 4.
Для кріплення інструменту з конусами Морзе № 2 і 3 застосовують змінні втулки. Зажим інструмента здійснюється електромеханічним пристроєм. Змазування підшипників і зубчастих коліс коробки швидкостей здійснюється від плунжерного насоса, розташованого усередині коробки швидкостей.
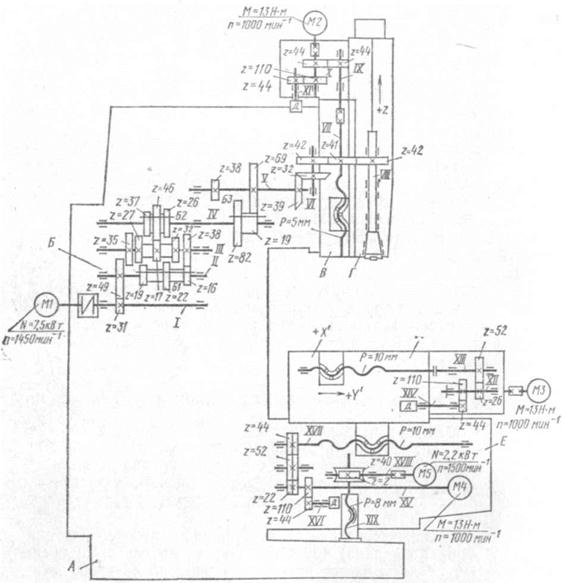
Рис.11.2.Кінематична схема вертикально-фрезерного верстата 6Р13Ф3-37 з ЧПК.
Рухи подач. Вертикальна подача повзуна із змонтованим в ньому шпинделем здійснюється від високомоментних двигуна М2 (М = 13 Н × м, n = 1000 хв-1) через зубчасту пару z = 44-44 і передачу гвинт-гайка кочення VII з кроком Р = 5 мм. Передбачено ручне переміщення повзуна. На валу XI встановлений датчик зворотного зв'язку-трансформатор типу ВТМ-1В.
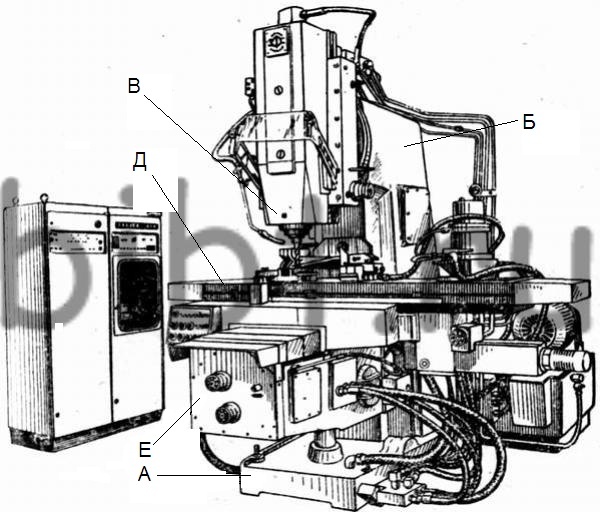
Рис.11.3. Загальний вигляд верстата.
Поперечна подача салазок здійснюється від високомоментного двигуна М4 (М = 13 Н × м, n= 1000 хв-1), через беззазорний редуктор z = 22-52-44 і гвинт-гайку кочення XVII з кроком Р = 10 мм. Зазор в косозубих циліндричних колесах 1, 3 і 5 редуктора (рис.11.4) усувають шліфуванням півкілець 2 і 4, що встановлюються між колесами 3 і 5.
Повздовжня подача столу походить від високомоментних електродвигуна М3 (див. рис. 11.2) через беззазорний редуктор z = 26-52 і гвинт-гайку кочення XIII з кроком Р = 10 мм. У редукторах подовжнього і поперечного переміщень встановлені датчики зворотного зв'язку-трансформатори типу ВТМ-1В. Зазор в направляючих столу і санчат вибирають клинами. Зазор в передачах гвинт-гайка кочення усувають поворотом обох гайок в одну сторону на потрібне число зубів.
Допоміжні руху. Спеціальними шестигранними виводами можна проводити ручні переміщення за координатами X' і Y'. Установча вертикальна подача консолі здійснюється від електродвигуна М5 = 2,2 кВт, n = 1500 хв-1) через черв’ячну пару z = 2-40 і ходовий гвинт XIX.
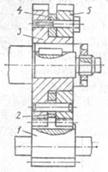
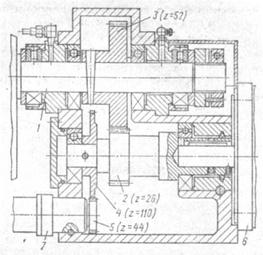
Рис. 11.4. Схема усунення зазору Рис. 11.5. Редуктор поздовжньої
в редукторі поперечної подачі подачі верстата 6Р13Ф3-37.
Розріз редуктора поздовжньої подачі показано на (рис. 11.5.). Від двигуна 6 рух передається гвинту кочення 1 через зубчасту передачу 2-3. Трансформатор 7 пов'язаний з валом двигуна через зубчасті колеса 4-5. Змазування редуктора здійснюється розбризкуванням.
Перелік контрольних питань для самоперевірки:
1. Як розшифровується модель верстата 6Р13Ф3?
2. Для яких технологічних операцій призначений верстат?
3. Чим відрізняється верстат моделі 6Р13Ф3 від верстата моделі 6Р13РФ3?
4. Скільки керованих координат у верстата і якими вузлами верстата забезпечується переміщення по них?
5. Який пристрій ЧПК використовується у верстаті? Дати характеристику ПЧПК.
Тема 12: Багатоцільові фрезерні верстати з ЧПК.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2795; Нарушение авторских прав?; Мы поможем в написании вашей работы!