КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
До вивчення предмету
|
|
|
|
План
План
План
План
План
План
1. Багатоцільовий свердлильно – фрезерно - розточний напівавтомат з ЧПК моделі 234ВМФ2.
2. Багатоцільовий верстат ІР500ПМФ4 з ЧПК.
Література: [1] с.369 – 378. [2] c. 157-163, 171-176.
Студенти повинні знати:
1. Розшифровку моделі верстата 243ВМФ2 і ІР500ПМФ4.
2. Призначення та будову верстатів.
3. Класифікацію рухів верстатів.
4. Технічну характеристику ПЧПК верстатів.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстатів моделі 243ВМФ2 і ІР500ПМФ4 для обробки заданої заготовки. При необхідності вміти складати керуючі програми для верстатів.
1. Багатоцільовий свердлильно – фрезерно - розточний напівавтомат з ЧПК моделі 234ВМФ2.
Верстат призначений для комплексної обробки заготовок невеликих і середніх розмірів при підході інструменту з одного боку. На верстаті можна робити свердління, зенкування, цикування, чорнове і чистове розточування, напівчистове і чистове ¬ фрезерування і нарізування різьби мітчиками. Верстат побудований на базі координатно-розточувального верстата і має клас точності В: забезпечує відхилення відстаней між осями оброблених отворів 0,016 мм, відхилення діаметра отворів 0,01 мм.
Технічна характеристика верстата. Найбільший діаметр свердління 25 мм, найбільший діаметр розточування 160 мм; розміри робочої поверхні столу (ширина довжина) 320x560 мм; число інструментів у магазині 30; число частот обертання шпинделя 21; межі частот обертання шпинделя 40-2500 хв-1; число ступенів подач 30; межі подач за координатами X ', У, Z= 3,15-2500 мм / хв; швидкість швидкого переміщення по осях координат X', У, Z= 3000 мм / хв; габаритні розміри верстата 1590x1640x2620 мм.
довжина) 320x560 мм; число інструментів у магазині 30; число частот обертання шпинделя 21; межі частот обертання шпинделя 40-2500 хв-1; число ступенів подач 30; межі подач за координатами X ', У, Z= 3,15-2500 мм / хв; швидкість швидкого переміщення по осях координат X', У, Z= 3000 мм / хв; габаритні розміри верстата 1590x1640x2620 мм.
Пристрій ЧПК типу «Розмір 2М» прямокутно-позиційне. Воно забезпечує відпрацювання за програмою координатних переміщень столу, санчат, шпиндельної головки і гільзи шпинделя видає допоміжні команди на зміну інструментів, зміна режимів обробки, автоматичний зажим рухомих робочих органів та ін. Вся інформація про введеною програмою і про фактичному стані робочих органів відображається на екрані цифрової індикації. Пристрій дозволяє ввести 35 коригувань по довжині і п'ять по радіусу. Точність позиціонування 0,02 мм. Число керованих координат (усього / одночасно) 3 / 2. Для позиціонування використовується індуктивна відліковий-вимірювальна система зі зворотнім зв'язком.
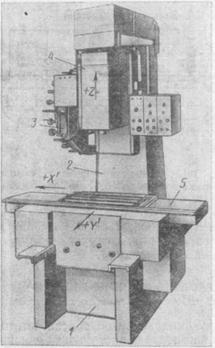
Рис. 12.1. Вертикальний свердлильно – фрезерно - розточний напівавтомат 243ВМФ2 з ЧПК.
Компоновка, основні механізми та рухи у верстаті. Верстат має вертикальну компоновку. На станині 1 (рис. 12.1) закріплена стійка 2. У верхній частині стійки розміщений привід головного руху - обертання шпинделя і редуктор подач по координаті Z гільзи шпинделя. За вертикальним направляючи ¬ стійки переміщається шпиндельна головка 4 (установочне переміщення). На стійці укріплений магазин 3, з якого автооператором переносить інструмент у шпиндель. Верстат оснащений хрестовим координатним столом 5. За горизонтальними напрямними станини переміщаються в поперечному напрямку салазки (подача по координаті У), а в поздовжньому напрямку по напрямних салазок - стіл (подача по координаті X ').
Кінематика верстата (рис. 12.2, а). Головний рух - шпиндель VII отримує від асинхронного електродвигуна M1 (N = 2,2 кВт, n = 1430хв-1) через двох пасовий варіатор Вр, трьохступеневу коробку швидкостей і зубчасто-пасову передачу z = 31-31. При відхиленні швидкості від заданою програмою тахогенератор ТГ дасть команду на включення асинхронного електродвигуна М2 (N = 0,08 кВт, n = 1390хв-1), який через зубчасті пари z = 17-49, z = 25-49 і гвинт XIII з кроком Р = 5 мм змістить вісь рухомих дисків варіатора, що й змінить його передаточне відношення. Варіатор забезпечує регулювання швидкості (1:4) всередині кожного з трьох діапазонів, одержуваних перемиканням блоку Б1 і муфти M1. При включенні муфти M1 від електромагніту постійного струму Е1 отримують верхній діапазон частот обертання, так як рухаються з валу / / / на вал V передається через зубчасто-ремінну передачу z = 30-30, минаючи понижуючі передачі. Два нижніх діапазони шпиндель отримує при перемиканні блоку Б1 (муфта відключена) двома електромагнітами по ¬ стояв струму (на схемі не показані).
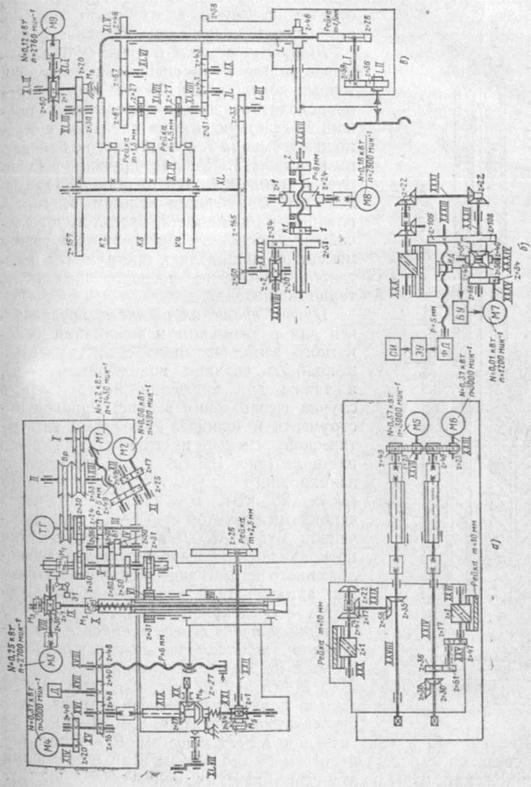
Рис. 12.2. Кінематична схема вертикального свердлильно –фрезерно - розточного напівавтомату 243ВМФ2 з ЧПК.
Шпиндель верстата 8 (мал.12.3) розташований у гільзі 7 на спеціальних високоточних підшипниках. Зажим інструмента відбувається від пакету тарілчастих пружин 3, що діють на інструмент за допомогою шомпола 2, сполученого з байонетним замком 1. Зусилля пружин регулюються гайкою 4. Зуб планки 5, взаємодіючи з зубчастим колесом 6, закріпленим на шомполі 2, перешкоджає випадковому провороту байонета. Крутний момент від шпинделя до інструменту передається повідцями, розташованими на торці шпинделя.
 Рис. 12.3. Шпиндель верстату 243ВМФ2.
Рис. 12.3. Шпиндель верстату 243ВМФ2.
Привід обертання шомпола призначений ¬ для розжимання і затягування байонетного замка шомпола з інструментом в крайньому верхньому положенні гільзи, а також для обертання інструменту у разі неспівпадання провідних шпонок інструмента і шпинделя під час автома тичної зміни інструменту. Привод шомпола (мал. 12.2, а) здійснюється від асинхронного електродвигуна М3 (N = 0,25 кВт, n = 2700хв-1) через черв'ячний редуктор z = 1-30 при включеній муфті М2. Двигун включається по команді мікроперемикача, розміщеного на магазині, тільки в положенні автооператора під шпинделем. Муфта М3 - запобіжна.
Привод подач гільзи шпинделя і переміщення шпиндельної головки здійснюється від електродвигуна постійного струму М4 (N = 0,37 кВт, n = 3000 хв'1.) Гільза отримує переміщення через двох-ступінчастий редуктор z = 20-40, z = 16-48-40-48 і гвинт кочення XVIII з кроком Р = 6 мм, котрий з'єднаний з повзуном переміщення гільзи. Для забезпечення самогальмування пари гвинт-гайка кочення при віджимі інструмента служить гальмо.
Переміщення шпиндельної головки здійснюватись від шліцьового валу XVI через втулку XIX і при включеній муфті М4 через черв'ячну пару z = 1-34 (муфта М5 запобіжна) і реєчну передачу. Муфта М4 включається від механізму затиску головки. Гільза і шпиндельні головка переміщуються синхронно. При відключенні муфти М4 шпиндельні головка зупиняється, а шпиндель продовжує переміщатися, здійснюючи робочу подачу. На валу XVII встановлений кругової фотоелектричний датчик з дискретністю 0,01 мм, який здійснює контроль переміщень гільзи і шпиндельної головки.
Швидкість швидкого переміщення шпиндельної головки визначається з вираження:
v
Головка і гільза врівноважені противагами.
Позиціонування за заданою програмою здійснюється поздовжнім переміщенням столу і поперечним переміщенням салазок від електродвигунів постійного струму відповідно М5 і Мб (N = 0,37 кВт; n = 3000хв -1). Рух передається через зубчасті паси z = 23-49, дві зубчасті пари на черв΄ячно - рейкові передачі з модулем m= 10 мм. Поздовжня подача столу в загальному вигляді визначиться з вираження:
Sпозд. = nдв.
Вимірювальні гвинти відліково-вимірювальних систем кінематично пов'язані з приводними черв'яками через колесо z = 22 на приводному валу XXX поздовжнього переміщення і z = 30 на валу XXIV.
Відліково-вимірювальна система верстата замкнута з індуктивними та фотоелектричними датчиками. Розглянемо принцип її дії на прикладі відлікової системи столу (мал. 12.2, б). Точний гвинт-якір з прямокутною різьбою XXXIII індуктивного датчика ІД пов'язаний з переміщенням робочого органу через черв΄ячно - рейкову передачу, вал XXX, конічні пари z = 22-22, z = 22-22, колеса диференціала z = 40, z = 50, z - 108 і колесо z = 106. Виникаючий при переміщенні сигнал неузгодженості сприймається блоком управління БУ, що дає команди електродвигуну М7 типу РД-09 (N = 0,01 кВт, n = 1200хв-1). Двигун, зменшуючи сигнал неузгодженості, довертає гвинт-якір XXXIII через передачу z = 34-68, диференціал і колесо г - 106 відлікового гвинта. В результаті зворотного зв'язку гвинт-якір обертається синхронно руху робочого органу. Відлік кута повороту гвинта-якоря проводиться круговим фотоелектричним датчиком ФД. Виникаючий в фотодіодах електричний струм перетвориться електронним пристроєм ЕУ в імпульси, що сприймаються лічильником імпульсів СІ. Крок імпульсів фотоелектричного датчика відповідає 0,001 мм переміщення робочого органу (дискретність відліку). Лічильник імпульсів формує в числовому вигляді повну інформацію про величину переміщення робочого органу і управляє відповідно електродвигуном М5 приводу подач стола.
Для компенсації похибок відліково-вимірювальної системи (неточність нарізки гвинта-якоря, його биття і т. д.) служить корекційний пристрій, що складається з корекційного індуктивного датчика та корекційної лінійки.
Зажим шпиндельної головки, столу, салазок і гільзи здійснюється автоматично за програмою від асинхронного електродвигуна через ряд

Рис. 12.4. Схема роботи автооператора на верстаті 243ВМФ2.
зубчастих передач (на схемі не показані).
Механізм автоматичної зміни інструменту складається з інструментального магазину і автооператора з приводом. Механізм зручно розташований для обслуговування, час зміни інструменту складає близько 5 с.
Цикл зміни інструмента (рис. 12.4). Магазин під час обробки подає інструмент у позицію завантаження-розвантаження. Автооператор повертається, захоплює інструмент, виносить його з магазину і перекидається до положення, коли осі шпинделя та інструменту будуть паралельні (мал. 12.4, а - д). Гільза і шпиндельна головка переміщуються в крайнє верхнє положення, контрольоване мікроперемикачами; шомпол віджимає інструмент, але він залишається поки в байонетному замку. Автооператор захоплює від ¬ працював інструмент (рис. 12.4, е), в цей момент починає обертатися шомпол та інструмент звільняється з замку, автооператором рухом вниз витягує інструмент з шпинделя. Потім автооператором повертається на 1800 і вставляє черговий інструмент в шпиндель (рис. 12.4, ж-і). Далі автооператором здійснює всі рухи в зворотній послідовності, вставляючи відпрацював інструмент у своє гніздо. Одночасно відбувається зажим нового інструменту в шпинделі. Так як шомпол обертається, то зуб інструменту западає в байонет, а провідні виступи шпинделя - в пази інструментальної оправки. Інструмент фіксується в шпинделі, а шомпол замикає байонетним замок і зупиняється. Спеціальна схема контролю перевіряє положення інструменту в шпинделі.
Магазин виконаний у вигляді барабана з втулками, в які встановлюють інструмент. Втулки оберігають хвостовики оправок від пилу і бруду. Оправки кріплять в магазині за допомогою пружин. З барабаном кінематично пов'язані три кодових диска, пелюстки яких проходять крізь прорізи безконтактних кінцевих вимикачів, закріплених на корпусі. Вихідні сигнали вимикачів, закодовані в двійково-десятковому коді, які забезпечують вибір позиції барабана, тобто кодується гніздо магазину.
Обертання магазину (див. рис. 103, в) здійснюється від електродвигуна М8 (N = 0,18 кВт, n = 2800 хв-1) через черв'ячну передачу z = 1-24, гвинт-вал XXXVII, зубчасту пару z = 51-34, передачі z = 2-30, z = 50-165 і вал XL, на якому розташований магазин. Рівняння кінематичного балансу запишемо з умови, що за один оберт гвинта-вала XXXVII магазин повернеться на 1 крок (1 / 30 обороту), так як в магазині 30 позицій:

При отриманні команди на пошук інструменту починає обертатися черв'ячне колесо z = 24 з внутрішнім різьбленням. При цьому вал XXXVII переміщується вздовж своєї осі вліво або вправо в залежності від напрямку обертання до тих пір, поки фіксатор I не вийде з повздовжнього паза кулачка К1. При цьому гвинт-вал почне переміщатися в осьовому напрямку до тих пір, поки не спрацює мікроперемикач, що дає команду на зупинку електродвигуна.
2. Багатоцільовий верстат ІР500ПМФ4 з ЧПК.
Верстат призначений для обробки корпусних заготовок; на ньому можна виконувати свердління, зенкування, розточування точних отворів, фрезерування по контуру з лінійної та кругової інтерполяцією, нарізування різьблення мітчиками. Поворотний стіл верстата встановлюється в 72 позиції з точністю ± 5, що дозволяє обробляти співвісні отвори консольним інструментом з поворотом столу. Верстат оснащується гідромеханічним пристроєм для автоматичної зміни столів-супутників, що знаходиться перед верстатом і забезпечує орієнтацію і фіксацію столу - супутника і його завантаження-розвантаження. Верстат може поставлятися і в комплекті з накопичувачем столів-супутників - це вже гнучкий виробничий модуль. Високий ступінь автоматизації верстата дозволяє вбудовувати його в автоматичні лінії і автоматизовані виробництва з управлінням від ЕОМ. Клас точності верстата П.
Технічна характеристика верстата. Розміри робочої поверхні плити-супутника (довжина X ширина) 500x500 мм; максимальний діаметр розточуємого отвору 125 мм; максимальний діаметр свердління 40 мм; місткість магазину 30 інструментів; число частот обертання шпинделя 89; межі частот обертання шпинделя 21-3000 хв-1; межі подач стола, шпиндельної бабки, стійки (безступінчате регулювання) 1-2000 мм/хв.; швидкості швидких переміщень рухомих механізмів до 10 000 мм/хв.; габаритні розміри верстата 6000x3750x3100 мм.
Пристрій ЧПК - комбіноване з лінійної та кругової інтерполяцією. Верстат укомплектований різними пристроями ЧПК і від цього залежить дискретність завдання переміщень, але в середньому вона складає 0,002 мм. Число керованих координат / із них одночасно 3 / 2. Міститься 79 коректорів (ця цифра змінюється в різних типах пристроїв ЧПК). Введення програми з перфострічки (код. ISO, EUA) або від ЕОМ; зчитування з перфострічки - фото ¬ електричне, відпрацьовуються автоматичні цикли по ISO. Деякі з ЧПК пристроїв, що працюють з верстатом, мають діагностику несправностей механічних, електричних, електронних та гідравлічних систем верстата.
Компонування, основні механізми та руху у верстаті. По направляючим станини 9 (рис.12.5) переміщується в поздовжньому напрямку стійка 4 (подача по осі Z). Шпиндельна бабка 3 бесконсольна, розташована всередині стійки і має вертикальну подачу по осі Y. Поворотний стіл 1 отримує поперечну подачу по осі X '. На верхньому торці стійки розташований магазин 6, з якого інструмент передається в шпиндель автооператором 5. Жорсткий шпиндель і базові деталі з великим числом ребер забезпечують високу жорсткість та вібростійкість.
Двопозиційний поворотний стіл 7 значно скорочує час зміни заготовок. Поки що на супутнику 2 ведеться обробка однієї заготовки, іншу встановлюють на столі-супутнику 8. Після закінчення обробки супутник 2 автоматично пересувається вправо на стіл 7, який після цього повертається на 180 °. Супутник 3 із заготовкою надходить на поворотний стіл 1 для обробки, оброблена ж деталь знімається з супутника 2 і замість неї закріпляють наступну заготовку.
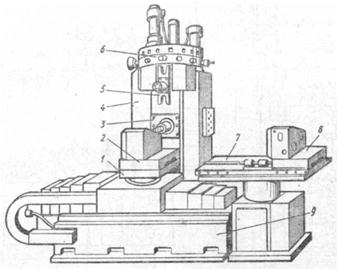
Рис. 12.5. Верстат ІР500ПМФ4.
Кінематика верстата (рис. 12.5). Головний рух шпиндель ІІІ отримує від регульованого електродвигуна постійного струму М1 (N = 14 кВт, n = 1000 хв-1.) через двоступеневу коробку швидкостей. Зміна частоти обертання шпинделя здійснюється в межах 1000-3150 хв-1 при постійній потужності і 21 - 1000 хв-1 при постійному моменті. Блок Б1 перемикається гідравлікою. З блоку зубчастих коліс z = 33, z = 66 крутний момент на шпиндель передається через зубчасту муфту, таким чином шпиндель повністю розвантажений від згинаючих сил, що виникають від приводних коліс. Зажим інструмента відбувається від тарільчатих пружин, віджим - гідроциліндром. Для того щоб пази оправки і шпинделя для шпонок збігалися, потрібно шпиндель і оправку заздалегідь зорієнтувати. Для цього у верстаті є механізм кутової орієнтації (мал. 12.7.). При подачі масла в безштокову порожнину гідроциліндра 1 відбувається фіксація шпинделя, при цьому шток через важіль 7 притискає ролик 8 до диска орієнтації 9, жорстко пов'язаного зі шпинделем. У положенні, зазначеному на схемі, планка 2 примушує спрацювати безконтактний вимикач 3, що забезпечує зниження швидкості обертання і зупинку шпинделя. При попаданні ролика 8 в паз диска 9 відбувається фіксація диска і шпинделя в певному кутовому положенні. Для розфіксації масло з лівої порожнини циліндра зливається і поршень з штоком переміщуються вліво пружиною 6. Кінцеві вимикачі 4 і 5 контролюють фіксацію і розфіксацію шпинделя.
Подачі (див. рис. 12.6.) стійки, шпиндельної бабки, столу, здійснюються від високомоментних двигунів з постійними магнітами М2, М3, М4 (N = 2,8 кВт; п = 1500 хв-1). Ходові гвинти кочення IV, V, VI з'єднані з електродвигунами напряму через спеціальні сильфонні муфти 4 (рис. 12.8), що мають високу крутною жорсткістю і допускають деяку не співвісність і перекіс валу двигуна 2 і ходового гвинта 8. Регулювання муфти здійснюється натяжкою конічних втулок 3 і 5 за допомогою гвинтів 1. У опорах гвинтів кочення всіх приводів подач установлено прецизійні підшипники 9, що мають високу навантажувальну здатність і жорсткість. Попередній натяг в підшипниках створюється гайкою 7 до виключення зазору. Гайка 7 стопориться гвинтом 6.
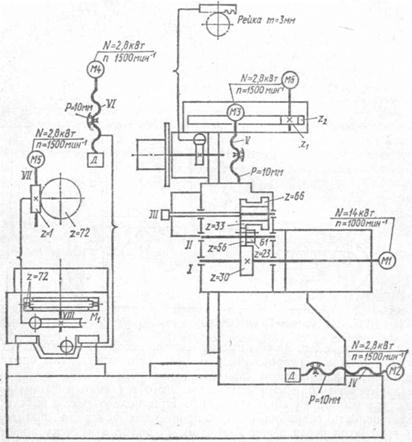
Рис. 12.6. Кінематична схема багатоцільового верстата ІР500ПМФ4.
Напрямні всіх рухомих механізмів мають змішане тертя: бічні і нижні направляючі виконані на опорах кочення, лицьові напрямні ковзання виконані з полімерного антифрикційного матеріалу.
Приводи подач комплектуються датчиками зворотнього зв'язку типу індуктосін або резольвер. При комплектації з резольвером верстат має клас точності Н і позначається ІР500МФ4.
Поворотний стіл (див. рис. 12.6.) одержує обертання від високо-моментного електродвигуна М5 (N = 2,8 кВт, n = 1500 хв-1) через черв'ячну пару z = 1-72. Перед поворотом від гідросистеми відбувається відчеплення двох зубчастих напівмуфт z = 72 муфти М1 з торцевими зубами трикутного профілю. Після повороту відбувається зчеплення зубчастих муфт і зажим стола.
Механізм зміни інструменту складається з магазину місткістю 30 інструментів і автооператором. Цикл зміни інструменту відбувається в наступному порядку: 1) магазин повертається для пошуку інструменту; 2) автооператор робить хід вгору, захоплює інструмент за оправку і, видвигаючися уздовж осі, витягує оправку з гнізда, потім переміщується вниз і назад уздовж осі; 3) шпиндельна бабка рухається вгору в позицію зміни інструменту; автооператор наприкінці ходу захоплює відпрацьований інструмент;
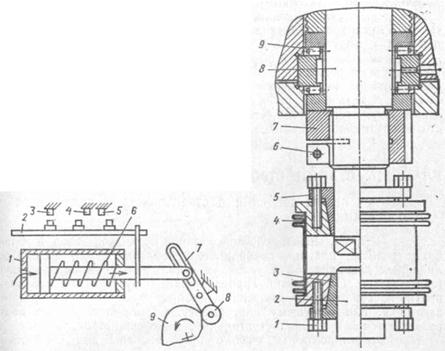
Рис. 12.7. Механізм кутової Рис. 12.8. Привод подач станка
орієнтації шпинделя. ІР500ПМФ4.
4) відбувається зміна інструменту, для цього автооператором робить хід вперед, поворот на 180 °, хід назад; 5) шпиндельні баба опускається в робочу позицію, а автооператором переносить відпрацьований інструмент у своє гніздо магазину; 6) автооператором опускається, щоб не заважати повороту магазину при пошуку наступного інструменту. Так як більша частина перерахованих дій відбувається в період обробки, то безпосередньо на зміну інструменту в шпинделі витрачається 6 с.
Магазин одержує обертання від високомоментних електродвигунів М6 (N = 2,8 кВт, n= 1500 хв-1) з збудженням від постійних магнітів через зубчасту пару z1 і z2 (колеса z2 закріплено на корпусі інструментального магазину) (див. рис. 12.6). Номери гнізд магазину закодовані: у корпусі магазину встановлені упори, впливають на кінцеві вимикачі, які здійснюють відлік повороту при пошуку необхідного гнізда.
Двохзахватний автооператор має механізми повороту, вертикального переміщення і висування, що працюють від гідросистеми верстата (відповідні гідроциліндри на схемі не показані). Поворот походить від рейковою передачі m= 3 мм. Контроль крайніх положень складальних одиниць і керування циклом авто ¬ автоматично зміни інструментів здійснюється безконтактними кінцевими вимикачами.
Поворот двох позиційного столу на 180 ° для автоматичної зміни супутників походить від гідроциліндра через рейкові передачу з модулем т = 5 мм (на схемі не показана).
Гідросистема верстата забезпечує урівноваження шпиндель ¬ ної бабки, перемикання блоку зубчастих коліс в шпиндельної бабці, віджимання інструменту в шпинделі, орієнтацію шпинделя, фіксацію магазину, роботу механізмів автооператором, віджим - зажим поворотного столу, столів-супутників, автоматичну зміну столів-супутників.
Перелік контрольних питань для самоперевірки:
1. Класифікація багатоцільових верстатів.
2. Як розшифровуються моделі верстатів 243ВМФ2 і ІР500ПМФ4?
3. Для яких технологічних операцій призначені верстати?
4. Скільки керованих координат у верстатах і якими вузлами верстатів забезпечується переміщення по них?
5. Які пристрої ЧПК використовується у верстатах? Дати характеристику ПЧПК.
Тема 13: Довбальні верстати.
1. Класифікація довбальних верстатів.
2. Призначення, технічна характеристика і будова верстата моделі 7Д430.
3. Кінематика рухів верстата моделі 7Д430.
Література: [4] c. 228-232.
Студенти повинні знати:
1. Класифікацію довбальних верстатів.
2. Розшифровку моделі верстата 7Д430.
3. Призначення та будову верстата.
4. Технічну характеристику верстата.
5. Класифікацію рухів верстата.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстата моделі 7Д430 для обробки заданої заготовки.
1. Класифікація довбальних верстатів.
Довбальні верстати використовують для обробки отворів різної форми, шпонкових пазів в отворах, а також для обробки зовнішніх плоских або фасонних вертикальних поверхонь, які неможливо або важко отримати фрезеруванням чи точінням. Дані верстати відзначаються низько продуктивністю, але універсальністю і простотою конструкції. Застосовують в умовах одиничного та дрібносерійного виробництва. Основними розмірами довбальних верстатів є: найбільший хід повзуна (100 – 1600 мм) та діаметр стола (240–1600 мм).
Довбальні верстати з ходом повзуна 100, 200 і 320 мм мають механічний привод, з ходом 320 и 500 мм – гідравлічний привод, а з ходом 1000 и 1400 мм – привод від електродвигуна постійного струму з можливістю безступінчастого регулювання швидкості. Дистанційне управління роботою верстатів з ходом повзуна 320 мм и більше здійснюється від підвісної кнопочної станції. При застосуванні відповідної оснастки довбальні верстати загального призначення використовують для обробки фасонних поверхонь з використанням копіювального пристрою і плоского шаблону (при цьому можлива обробка по замкнутому контуру при зовнішньому і внутрішньому довбанні). Стіл верстата можу мати переміщення в повздовжньому, поперечному напрямках або обертатися (колова подача).
2. Призначення, технічна характеристика і будова верстата моделі 7Д430.
Верстат моделі 7Д430 призначений для зовнішнього та внутрішнього довбання плоских та фасонних поверхонь, вирізів, канавок, а також довбання з поворотом до 10°. Верстат використовують в одиничному та дрібносерійному виробництві.
Технічна характеристика верстата моделі 7Д430:
– найбільший хід повзуна 320 мм;
– діаметр робочої поверхні стола 630 мм;
– границя швидкостей повзуна 3 –3м/хв.;
– границя подач стола мм/подв. хід:
• повздовжня 0,1 – 2,5;
• поперечна 0,1 – 2,5;
• колова 0,1 – 1,4;
Основні механізми верстата:
А – стіл;
Б – повзун з різцетримачем;
В – станина;
Г – гідро панель управління рухом різання і подач;
Д – привод подач;
Е – повздовжні салаки;
Ж – поперечні салаки.
Органи керування:
1 – квадрат ручного повздовжнього переміщення стола;
2 – рукоятка ділильного механізму повороту стала;
3 – рукоятка включення і виключення подач;
4 – кнопочка станція;
5 – рукоятка запуску та зупинки верстата;
6 – квадрат для установки місця ходу повзуна;
7 – рукоятка встановлення швидкості ходу повзуна;
8 – рукоятка встановлення величини подач;
9 – квадрат ручного поперечного переміщення стола;
10 – рукоятка реверсування стола;
11 – маховик ручних повздовжніх і поперечних переміщень стола.
3. Кінематика рухів верстата моделі 7Д430.
Головний рух – прямолінійний зворотньо – поступальний рух повзуна з закріпленим в різцетримачі різцем по вертикальних направляючих станини.
Рух подач – поступальне переміщення стола з заготовкою в повздовжньому та поперечному напрямках і періодичний поворот стола.
Головний рух та рухи подач здійснюються від гідроприводу. Верстат має ступінчасто – дросельне регулювання швидкості. В повзуні знаходиться механізм автоматичного відводу різця при холостому ході повзуна. Подача стола відбувається в момент реверса головного руху з холостого ходу в робочий хід, а підготовка механічна подачі до роботи – при переключені з робочого ходу на холостий.
Перелік контрольних питань для самоперевірки:
1. Класифікація довбальних верстатів.
2. Як розшифровується модель верстата 7Д430?
3. Для яких технологічних операцій призначений верстат?
4. Будова верстата.
5. Класифікація рухів верстата.
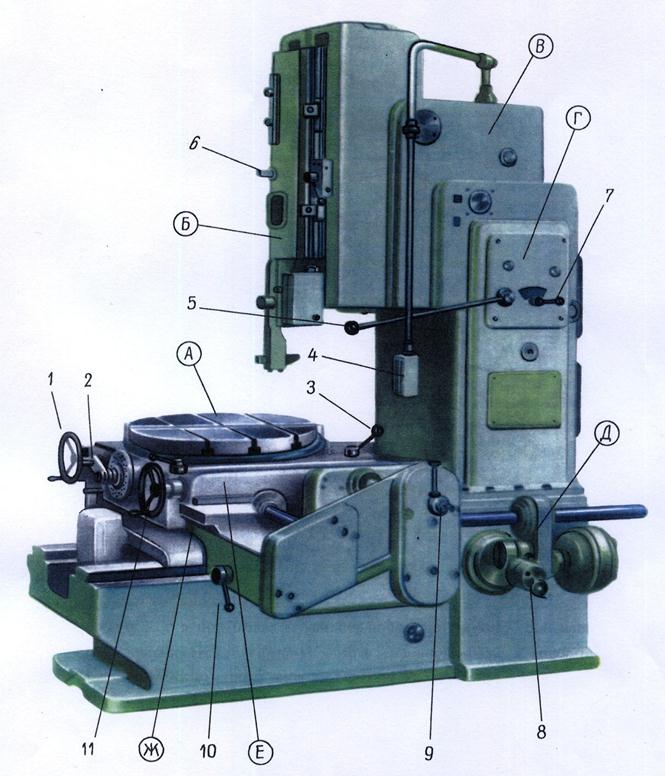
Рис.13.1 Довбальний верстат моделі 7Д430.
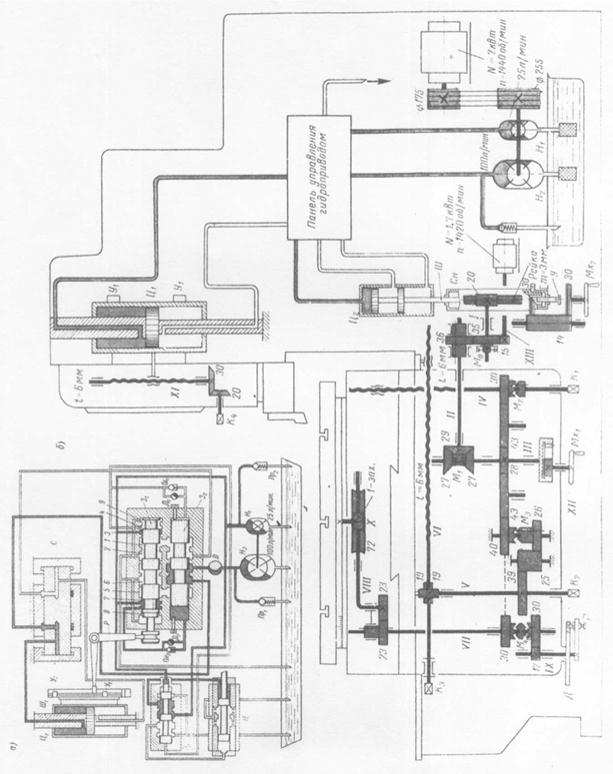
Рис. 13.2. Кінематична схема довбального верстата моделі 7430.
Тема 14: Внутрішньо – шліфувальний верстат моделі 3К227.
1. Призначення, технічна характеристика і будова верстата моделі 3К227.
2. Кінематика рухів верстата моделі 3К227.
Література: [2] c. 188-191.
Студенти повинні знати:
1. Розшифровку моделі верстата 3К227.
2. Призначення та будову верстата.
3. Технічну характеристику верстата.
4. Класифікацію рухів верстата.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстата моделі 3К227 для обробки заданої заготовки.
1. Призначення, технічна характеристика і будова верстата моделі 3К227.
Внутрішньо-шліфувальні верстати призначені для шліфування отворів циліндричної і конічної форм, а також торцевих заготовок. Ці верстати поділяються на звичайні і планетарні. Звичайні верстати найбільш поширені, планетарні ж використовуються тільки для обробки великих або несиметричних заготовок. Основним параметром, що характеризує внутрішньо-шліфувальні верстати, є найбільший діаметр шліфованого отвору.
Внутрішньо-шліфувальний напівавтомат ЗК227Б призначений для шліфування циліндричних і конічних, глухих і наскрізних отворів, а також для шліфування торців в умовах серійного і масового виробництва.
Клас точності верстата П. Контроль розміру діаметра оброблюємого отвору і керування робочим циклом здійснюється від механізму поперечної подачі верстата.
Технічна характеристика верстата. Межі діаметрів шліфуємого отвору 20-100 мм, найбільша довжина шліфування 125 мм; межі частот обертання шпинделя заготовки 320... 800 хв-1; частоти обертання внутрішньо-шліфувального шпинделя: 9000, 12 000, 18 000, 24 000 хв-1; межі поперечних подач 0,13 - 1,3 мм/хв.; габаритні розміри верстата 2700x1265x1750 мм.
Основні механізми верстата. На станині А (рис. 14.1.) встановлена плита Б з бабкою заготовки В і апарат правки Г. По направляючим кочення станини переміщується стіл Е, на поперечних направляючих стола розміщена шліфувальна бабка Д. Торцешліфувальне пристосування Ж змонтовано на корпусі бабки заготовки.
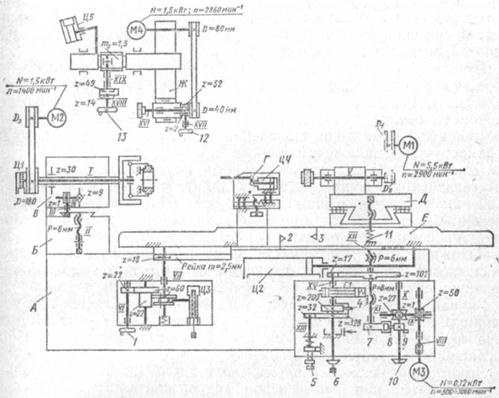
Рис. 14.1. Кінематична схема внутрішньо - шліфувального напівавтомату 3К227Б.
2. Кінематика рухів верстата моделі 3К227.
Головне рух - обертання шліфувального круга здійснюється від асинхронного електродвигуна М1 (N= 5,5 кВт, n = 2900 хв-1) через плоско пасову передачу зі змінними шківами D1 і D2, що дозволяє змінювати частоту обертання шпинделя V.
Кругова подача - обертання заготовки здійснюється від асинхронного електродвигуна М2 (N=1,5 кВт, n = 1400 хв-1) через клинопасову передачу; частота обертання шпинделя I змінюється за рахунок змінних шківів на електродвигуні бабки заготовки. Поворот бабки заготовки при шліфуванні конічних отворів здійснюється через черв'ячну передачу z = 1-30 і зірочку z = 9 на валу IV, що знаходиться в зачепленні з ланцюгом, закріпленої на салазках мосту. Налагоджувальне поперечне переміщення бабки В здійснюють гвинтом II, а затиск заготовки здійснюється за допомогою гідроциліндра III.
Поздовжня подача - зворотно-поступальний рух столу здійснюється від гідроциліндра Ц2. Стіл переміщається по направляючим кочення. Гідропривід забезпечує безступінчасте регулювання швидкості в межах 0,1 -10 м / хв. Для тонкої поздовжньої подачі при шліфуванні внутрішнього торця заготовки призначений нерухомий 2 і рухливий 3 упори.
Ручна поздовжня подача здійснюється маховичком 1 через передачі z = 22-60, z = 22-60 і рейкову пару (z = 18, z = 2,5 мм). Гідроплунжер ЦЗ автоматично відключає механічне переміщення при включенні гідроприводу столу. При цьому рейкове колесо вийде із зачеплення з рейкою, а гідроплунжер ЦЗ зафіксується за допомогою кульок.
Поперечна подача шліфувального круга здійснюється від електродвигуна постійного струму М3 (N = 0,12 кВт, n = 300... 3000 хв-1); через черв'ячні пари z = 1-50 і z = 1-27 одержує обертання кулачок 9, тоді ролик 8 повертає через штовхач 7 гвинт XI поперечної подачі, який, переміщаючись щодо нерухомої гайки, відштовхується від неї і створює поперечне переміщення бабки по напрямних кочення, долаючи опір пружини 11. Відлік переміщення ведеться по лімбу 10.
Ручна налагоджувальна поперечна подача здійснюється при обертанні лімба 6, при цьому через зубчасті колеса z = 17-102 отримує переміщення гвинт XII з кроком Р = 6 мм щодо нерухомої кулькової гайки.
Компенсація зносу шліфувального круга (подача на правку) здійснюється при переміщенні гідро розподільника Г1, конструктивно пов'язаного з собачкою 4, яка повертає храповик z = 200. Далі рух передається аналогічно ручним налагоджуваним переміщенням. Установку величини компенсації здійснюють маховичком 5, пов'язаним муфтою М1 з колесом z = 32. При повороті колеса z = 32 одержує обертання сектор z = 128, с яким жорстко пов'язана перекриша. Перекриша повертається на відповідний кут і в зачеплення з собачкою 4 входить визначене число зубів храповика, тим самим змінюється величина подачі при виправлення від 0,005 до 0,05 мм. Мінімальну подачу отримаємо при повороті храповика на один зуб
1
Цикл роботи верстата залежить від розташування упорів, установлених на кулачку 9. При обертанні кулачка упори по черзі натискають на важелі, що діють на відповідні мікроперемикачі, які дають команди механізмам, керуючим робочим циклом верстата. Цикл включає підведення столу в робочу зону, швидке підведення шліфувальної бабки, перше попереднє шліфування, попереднє виходжування, швидке відведення шліфувальної бабки, першу правку кола, швидке підведення бабки, друге попереднє шліфування, попереднє виходжування, швидке відведення бабки, другу правку кола, швидке підведення бабки до деталі, чистове шліфування, чистове виходжування, швидке відведення круга і стола, зарядку механізму подач.
Апарат редагування повертається в робоче положення і назад гідроплунжером Ц4.
Торцешліфувальне пристосування служить для шліфування зовнішнього торця заготовки. Круг одержує обертання від асинхронного електродвигуна М4 (N = 1,5 кВт, n = 2860 хв-1) через клинопасову передачу. Налагоджувальне ручне переміщення кола здійснюється маховичком 13 через колеса з внутрішнім зачепленням z = 14-49, рейкове колесо z = 1 і круглу рейку ms = 1,5 мм. Тонка подача кола на врізання здійснюється маховичком 12 через черв'ячну пару z = 2-52; на ступиці червячно колеса z = 52 виконана різьба, з’єднується з зовнішнім різьбленням гільзи торця шпинделя. Поворот хобота з торцевим шпинделем в робоче положення здійснюється гідроплунжером Ц5.
Перелік контрольних питань для самоперевірки:
1. Класифікація шліфувальних верстатів.
2. Як розшифровується модель верстата 3К227?
3. Для яких технологічних операцій призначений верстат?
4. Будова верстата.
5. Класифікація рухів верстата.
Тема 15: Плоскошліфувальний верстат моделі 3Е711В.
1. Призначення, технічна характеристика і будова верстата моделі 3Е711В.
2. Кінематика рухів верстата моделі 3Е711В.
Література: [2] c. 191-195.
Студенти повинні знати:
1. Розшифровку моделі верстата 3Е711В.
2. Призначення та будову верстата.
3. Технічну характеристику верстата.
4. Класифікацію рухів верстата.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстата моделі 3Е711В для обробки заданої заготовки.
1. Призначення, технічна характеристика і будова верстата моделі 3Е711В.
Плоскошліфувальні верстати класифікуються:
1) за розміщенням шпинделя - на горизонтальні і вертикальні;
2) за формою столу - з круглим і прямокутним столом.
Основним параметром, що характеризує плоскошліфувальні верстати, є розмір столу. Плоскошліфувальний верстат ЗЕ711В з прямокутним столом і горизонтальним шпинделем призначений для обробки плоских поверхонь заготовок периферією круга. Клас точності верстата В.
Технічна характеристика верстата. Розміри робочої поверхні столу (довжинаширина) 630x200 мм; межі швидкостей поздовжнього переміщення стола 2-35 м / хв; межі швидкостей поперечного переміщення хрестового супорта 0,01 -1,5 м / хв; межі вертикальних подач шліфувальної головки 0,001 - 0,09 мм; габаритні розміри верстата 2700 17751910 мм.
17751910 мм.
Основні механізми і рухи в верстаті. До станини А (рис. 14.2) кріпиться колона Б. По горизонтальним напрямних кочення станини переміщується в поперечному напрямі хрестовий супорт У зі столом Д, який здійснює поздовжній зворотно-поступальний рух.
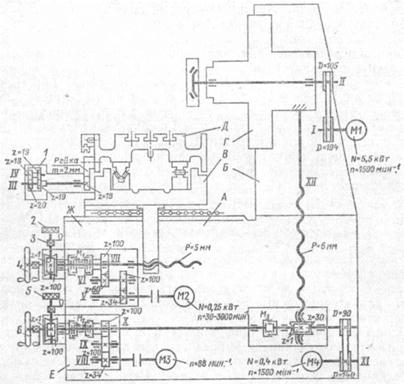
Рис. 15.1. Кінематична схема плоскошліфувального верстату 3Е711В.
По вертикальним направляючим колони Б рухається шліфувальна головка Г. В станині розташовані механізми Е і Ж вертикальної і поперечної подачі, а також гідропривід верстата.
2. Кінематика рухів верстата моделі 3Е711В.
Головний рух шліфувальний круг отримує від електродвигуна М1 (N = 5,5 кВт, n = 1500 хв-1) через полі клинову пасову передачу. Шпиндель II змонтований в багато клинових підшипниках з самоустановлювальними вкладишами.
Поперечна подача хрестового супорта здійснюється від двигунів постійного струму М2 (N= 0,25 кВт, n = 30-3000 хв-1) через косозубі колеса z = 34-100, z = 60-100 і ходовий гвинт VII.
При включенні муфти М1 в колесо z = 100 відбувається автоматична подача - безперервна або переривчаста на кожний хід столу (або подвійний хід столу). Для отримання переривчастої подачі при поздовжньому реверсі столу, двигуну М2 дається команда на включення від безконтактного шляхового перемикача.
Ручні груба і тонка поперечні подачі здійснюються при включенні муфти М1 вліво. Тонку ручну подачу одержують при обертанні лімба 2 через черв'ячну пару z = 1-100; грубу ручну подачу здійснюють маховиком 4 (черв'як z = 1 при цьому виводиться із зачеплення рукояткою 3).
Поздовжня подача столу здійснюється від гідроприводу; швидкості регулюються безступінчасто. Ручну подовжню подачу здійснюють маховичком 1 з вбудованим в нього планетарним механізмом. Сателіти z = 18 і z = 19 обкатуються навколо нерухомого центрального колеса z = 19 і через інше центральне колесо z = 20 обертання передається на рейкове колесо z = 18 і рейку. Планетарна передача значно знижує величину переміщення на один оберт лімба.
Вертикальна подача шліфувальної головки здійснюється від крокового електродвигуна М3 у момент реверсу столу або хрестового супорта. Обертання передається ходовому гвинту XII при включеній муфті М2 вправо через колеса z = 34-100-100, карданний вал X, включену електромагнітну муфту М3 і черв’ячну пару z = 1-30. Ручні (груба і тонка) вертикальні подачі здійснюються аналогічно поперечним ручним подачам маховичком 6 по лімбу 5.
Швидкі установочні переміщення шліфувальної головки здійснюються від асинхронного електродвигуна М4 (N = 0,4 кВт, n = 1500 хв-1) при відключеній муфті М3.
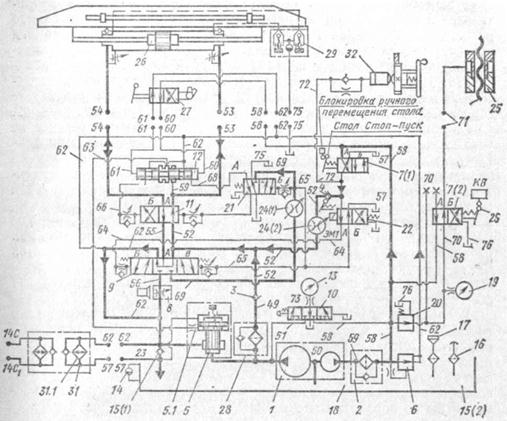
Рис. 15.2. Гідравлічна схема верстату 3Е711В.
Гідропривід верстата (мал. 14.3) виконує поздовжнє переміщення столу, а також розжим і фіксацію гідрогайки поперечного переміщення хрестового супорта.
Поздовжнє переміщення столу здійснюється від здвоєного лопастного насоса. Пуск столу проводиться краном 7 (1), встановленим у положення Б. У положенні А дроселюючого гідророзподільника 22 потік масла від насоса 1 (малої подачі) надходить по ланцюгу 1-59-2-58-7 (1) -72-22-64 під торець дроселюючого гідророзподільника 9, а злив з-під іншого його торця відбувається по ланцюгу 65-22-57, і паророзподільник 9 займає положення Б. При цьому масло надходить в праву порожнину гідроциліндра 26 від насоса великої подачі по ланцюгу 1 -51-28-49-3-52 - 11 -53; стіл переміщується вліво. Одночасно здійснюється додаткове живлення лінії нагнітання більшого насоса від меншого по ланцюгу 58-7 (1) -72-4-52-24 (2) -52, при цьому забезпечуються стійкі малі швидкості столу. Злив з лівої порожнини гідроциліндра 26 відбувається по ланцюгу 54-11-55-9-56-5-62-23 - 57-18. Тиск управління в магістралі 58, що розвивається насосом 1 малої продуктивності, підтримується в результаті скидання надлишку масла через напірний золотник 6 і магістраль 62.
Стіл переміщується вліво до тих пір, поки кулачок реверсу не встановить кран реверсу 27 у положення Б. При цьому по ланцюгу 58 - 27-61 масло надійде під лівий торець розподільника 12 і він займе праве положення, з'єднуючи магістралі 53 і 63. Розподільник 11 займе положення Б пізніше, тому що тиск під його торець надходить лише після реверсу розподільника 12. Отже, у цей момент в ланцюзі 52-11-59-12-63 буде тиск, який підніме клапан 5 і відбудеться розвантаження насоса 1. Після того, як розподільник 11 займе положення Б, клапан 5 опуститься і потік масла надійде в ліву порожнину гідроциліндра 26. Стіл переміщається праворуч. Дроселі на лінії управління розподільника 11 забезпечують регулювання плавності реверсу столу.
Розподільник 12 з'єднує магістралі 54 і 63. Тиск у магістралі 54 відповідає налагодженню дроселя 8 швидкості переміщення столу. Цей тиск визначає величину підйому клапана 5 і, отже, величину тиску в магістралі 52. Таким чином, будь-які зміни тиску на зливі з гідроциліндра столу відповідає зміні тиску в напірній магістралі. По закінченні циклу обробки електромагніт ЕМ1 відключається і розподільник 22 займає положення Б. Масло по ланцюгу 1-59-2-58-7 (1) - 72-22 надійде в магістраль 65 і розподільник 21 займе положення Б, а розподільник 9 - положення В. Тоді після перемикання крана реверсу 27 в положення А розподільник 12 переміститься вліво, а розподільник І в положення Б, і потік масла по ланцюгу 1-59-2-58-7 (1) - 72-4-52-24 (2) -52-11-54 продовжуватиме надходити в ліву порожнину гідроциліндра 26, а злив відбувається по ланцюгу 53-11-55-9-69-24 (1) -69 - 21-75. Стіл переміщається вправо до жорсткого упору з малою швидкістю, а потім відбувається гальмування столу.
При зупинці столу краном 7 (1) потік масла зливається в бак по ланцюгу 1-51-28-49-3-52-9-62-23-57. При положенні А гідро розподілювачів 9 і 11 порожнини гідроциліндра 26 і магістраль 62 з'єднані по ланцюгу 53-11-52-9 - (55-62) -11-54. Допоміжний розподільник 12 об'єднує магістралі 54 і 63. В результаті цього перепад тиску на клапані 23 діє на клапан 5, піднімаючи його: масло від насоса 1 великої подачі додатково зливається через клапан 5. Спеціальний пристрій 29 призначений для випуску повітря з гідроциліндра 26. При приєднанні теплообмінників 31 до гідросистеми злив масла відбувається по ланцюгу 62-31 (1) -57-14.
Розжим і фіксація гідрогайки гвинта поперечного переміщення. Усунення зазору гідрогайкі 25 відбувається при установці крана 7 (2) в положення А. Тиск масла в цьому випадку поширюється по ланцюгу 58-20-70-7 (2) і контролюється манометром 19.
Фіксація супорта здійснюється підведенням масла по ланцюгу 58-7 (2) -71 при положенні Б крана 7 (2).
Блокування. Кінцевий вимикач блокування поперечної подачі пов'язаний з ручкою крана 7 (2). Коли цей кран знаходиться в положенні «Фіксація», електродвигун поперечної подачі включити неможливо.
Кінцевий вимикач блокування ручного переміщення стола пов'язаний з ручкою крана 7 (1). При переміщенні столу за допомогою гідравлічної системи масло по магістралі 72 надходить під торець плунжера механізму ручного переміщення 32, який виводить з зачеплення рейкове колесо і рейку столу. При виключенні гідравлічної системи магістраль 72 з'єднується зі зливом і рейкове колесо під впливом пружини переміщується і входить в зачеплення з рейкою.
Перелік контрольних питань для самоперевірки:
1. Як розшифровується модель верстата 3Е711В?
2. Для яких технологічних операцій призначений верстат?
3. Будова верстата.
4. Класифікація рухів верстата.
Тема 16: Притирочні і хонінгувальні верстати, верстати для суперфінішу.
1. Хонінгувальні верстати.
2. Притирочні верстати.
3. Верстати для суперфінішу.
Література: [1] c. 278-281.
Студенти повинні знати:
1. Призначення та будову притирочних верстатів.
2. Призначення та будову хонінгувальних верстатів.
3. Призначення та будову верстатів для суперфінішу.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці доводочних верстатів для обробки заданої заготовки.
1. Хонінгувальні верстати.
Верстати для фінішної обробки призначені для виправлення відхилень від геометричної форми деталей і отримання високої якості поверхні.
Хонінгувальні верстати застосовують для обробки внутрішніх і рідше зовнішніх поверхонь. Хонінгувальна головка (мал. 16.1) отримує одночасно обертальний і зворотно-поступальний рух. У корпусі 3 головки встановлена оправка з абразивними брусками 1 тонкої зернистості. Бруски мають радіальне переміщення від конусів 2, роздвигающих бруски в кінці кожного подвійного ходу (конуса просуваються пружиною 5). Для можливості самовстановлення хонінгувальний головки її з'єднують зі шпинделем верстата за допомогою універсальних шарнірів 4 і 6. Хонінгувальні верстати випускають універсальні і спеціальні, одно-і багатошпиндельні в горизонтальній, вертикальній та похилій компонуваннях. Привод шпинделя аналогічний приводу шпинделя вертикально-свердлувального верстата. Зворотно-поступальне переміщення хона відбувається гідравлічно. Хонінгування дозволяє отримати високоякісну поверхню, а також усувати не великі неточності форми (овальність, конусоподібні і т. д.). Точність обробки - 6-й квалітет включно.
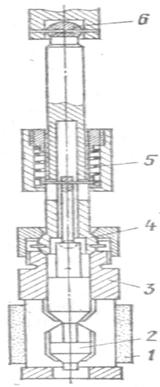
Рис. 16.1. Хонінгувальна головка.
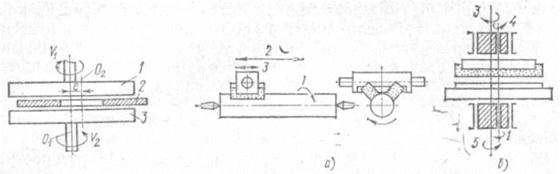
Рис. 16.2. Схема притирки. Рис. 16.3. Схема рухів при суперфінішуванні.
2. Притирочні верстати.
Притирочні верстати бувають універсального та спеціального призначення, на них обробляють різні зовнішні і внутрішні поверхні. Притирку здійснюють дрібнозернистим абразивом, змішаним з мастильним матеріалом і нанесеним на поверхню заготовки або інструменту - притира, виконаного з чавуну, бронзи, сталі і т. д. Заготовки (мал. 16.2) вільно вкладають у вікна сепаратора 2, форма якого залежить від форми заготовки. Сепаратор з заготовками встановлюють з ексцентриситетом е між притиром 1 і диском 3. Притир і диск обертаються навколо осі О1 в протилежні сторони з різними швидкостями. Сепаратор, що має вісь О2, отримує горизонтальний зворотно-поступальний рух від окремого приводу. Виникаючий складний відносний рух забезпечує високу якість за поверхні (до Ra= 0,32 мкм) і точність обробки до 6-го квалітету.
3. Верстати для суперфінішу.
Верстати для суперфінішу застосовують для обробки до Ra = 0,1 мкм зовнішніх (мал. 16.3, а), внутрішніх поверхонь тіл обертання і плоских поверхонь (мал. 16.3, б). Як інструмент використовують дрібнозернисті бруски, які притискаються до оброблюваної поверхні пружинами або гідравлічно. Припуск на цю операцію майже не залишають. В процесі обробки інструмент та заготовка отримують наступні рухи: 1- обертання або круговий рух заготовки; 2 - зворотно-поступальне переміщення інструменту; 3 - коливальний рух інструменту; 4 - обертання інструменту; 5 - коливальний рух заготовки. Одержаний складний відносний рух і забезпечує високу якість поверхні. Тривалість обробки встановлюють по реле часу.
Перелік контрольних питань для самоперевірки:
1. Призначення та будову притирочних верстатів.
2. Призначення та будову хонінгувальних верстатів.
3. Призначення та будову верстатів для суперфінішу.
Тема 17: Шліфувальні верстати з ЧПК.
1. Класифікація шліфувальних верстатів з ЧПК.
2. Круглошліфувальні та профілешліфувальні верстати з ЧПК.
Література: [2] c. 184-185.
Студенти повинні знати:
1. Класифікацію шліфувальних верстатів з ЧПК.
2. Призначення та будову шліфувальних верстатів з ЧПК.
3. Класифікацію систем ЧПК шліфувальних верстатів.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці шліфувальних верстатів з ЧПК для обробки заданої заготовки. При необхідності вміти складати керуючі програми для верстатів цієї групи.
1. Класифікація шліфувальних верстатів з ЧПК.
Системами ЧПК оснащують круглошліфувальні, внутрішньо-шліфувальні, плоскошліфувальні, безцентрово-шліфувальні, контурошліфувальні та інші верстати. При цьому виникають технічні труднощі, які пояснюються такими причинами. Процес шліфування характеризується, з одного боку, необхідністю отримання високої точності і якості поверхні при мінімальному розсіянні розмірів, з іншого боку - особливістю обробного інструменту, що полягає у швидкій втраті розмірної точності шліфувального круга внаслідок його інтенсивного зношування в процесі роботи. Отже, у верстаті необхідні механізми автоматичної компенсації зношування шліфувального круга. Система ЧПК повинна бути замкнутою для компенсації деформацій системи СНІД, температурних похибок, різних припусків на заготовках, неточностей верстата і т. д.. Контроль поздовжніх переміщень столу повинно здійснюватися з похибкою не більше 0,1 мм для круглошліфувальних верстатів і 0,02-0,03 мм для торцекруглошліфувальних.
Із-за великої кількості невизначеної технологічної інформації, що міститься в програмі, недоцільно використовувати програмоносій на перфострічці. Тому для шліфувальних верстатів часто використовують системи типу СNС. Для цих систем характерне керування по 3-4 координатам, але у верстатах, які працюють кількома колами, можливе керування по 5-6 і навіть 8 координатах. Взаємозв'язок між оператором і системою ЧПК (СNС) шліфувального верстата в більшості випадків здійснюється в діалоговому режимі за допомогою дисплея. Є також можливість дистанційного введення програм від центральної ЕОМ при включенні верстата в автоматизований ділянку. Застосовуються вбудовані діагностичні системи, що підвищують надійність верстатів.
2. Круглошліфувальні та профілешліфувальні верстати з ЧПК.
Найбільш поширені круглошліфувальні верстати з ЧПК, що дають максимальний ефект при обробці з однієї установки багатоступеневих деталей типу шпинделів, валів електродвигунів, редукторів, турбін і т. д. Продуктивність підвищується в основному в результаті зниження допоміжного часу на встановлення заготовки і знімання готової деталі, на переустановку для обробки наступної шийки вала, на вимір і т.д. При обробці багатоступеневих заготовок на круглошліфувальний верстаті з ЧПК досягається економія часу в 1,5-2 рази в порівнянні з ручним керуванням.
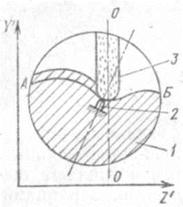
Рис. 17.1. Схема обробки на профілешліфувальному верстаті з ЧПК.
Профілешліфувальні верстати з ЧПК на відміну від оптичних профілешліфувальних верстатів мають високу продуктивність і не вимагають для обслуговування висококваліфікованих операторів. Верстати цього типу випускають з вертикальним шпинделем (контурно-шліфувальні) і з горизонтальним шпинделем (профілешліфувальні).
У профілешліфувальному верстаті ЗГ95ФЗ формотворчі рухи для обробки профілю А-Б (мал. 17.1) заготовки 1 здійснюються за допомогою крокових двигунів ШД5-Д1 через черв’ячні редуктори і передачі гвинт-гайка кочення. Забезпечується переміщення столу за координатами X'-У з дискретністю 0,00025 мм. Орієнтація кола 3 щодо осі 0-0 задається програмованим кроковим двигуном. Правка кола алмазним інструментом 2 здійснюється по команді від програми. Шліфувальний круг подається при виправлення за допомогою храпового механізму, одночасно від приводу здійснюється поворот кола. Є освітлювач і проектор для спостереження і контролю готової деталі. Верстат забезпечує шорсткість поверхні Rа = 0,32-0, 16 мкм і точність профілю близько 10 мкм.
З'явилася тенденція до створення багатоцільових шліфувальних верстатів для обробки в патроні з одного установа внутрішніх і зовнішніх поверхонь заготовок типу тіл обертання. Такі верстати часто мають кілька шліфувальних шпинделів і можуть входити в гнучкий виробничий модуль, який обслуговується промисловим роботом. У цьому випадку верстат повинен мати автоматичну зміну інструменту або з метою заміни зношеного кола, або кола, що відповідає оброблюваному отвору. Місткість магазина інструментів 12-18 шт.
Перелік контрольних питань для самоперевірки:
1. Класифікацію шліфувальних верстатів з ЧПК.
2. Призначення та будову шліфувальних верстатів з ЧПК.
3. Класифікацію систем ЧПК шліфувальних верстатів.
4. Характеристика ПЧПК верстатів цієї групи.
Тема 18: Верстати для ультразвукової обробки.
Література: [1] c. 340-342.
Студенти повинні знати:
1. Суть метода ультразвукової обробки.
2. Переваги та недоліки методу ультразвукової обробки.
3. Будова та принцип роботи верстатів для ультразвукової обробки.
Студенти повинні вміти:
Застосувати отриману інформацію на практиці при роботі з верстатами для ультразвукової обробки.
Ультразвукову обробку використовують для скерованого відокремлювання з оброблюваної поверхні заготовки дрібних частинок матеріалу за допомогою завислих у суспензії вільних абразивних зерен, які приводяться в рух інструментом, що коливається з ультразвуковою частотою (16...30 кГц). Ультразвукову обробку можна розглядати як різновид механічної.
Ультразвукова обробка ґрунтується на фізичному явищі магнітострикції, тобто на здатності феромагнітних матеріалів змінювати розміри під дією магнітного поля і відновлювати свої розміри до попередніх у момент зняття цього поля.
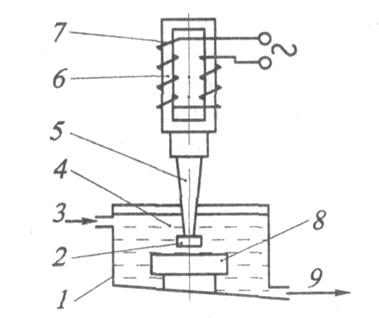
Рис. 18.1. Схема ультразвукової обробки:
1 - ванна; 2 - інструмент; 3 - від насоса; 4 - абразивна суспензія; 5 - резонатор; 6 - осердя; 7 - обмотка; 8 - заготовка; 9 - до насоса
Оброблювану заготовку 8 (рис. 18.1) поміщають у ванну 1, наповнену суспензією 4, що складається з води й абразивних зерен (карбіду бору, карбіду кремнію, рідше з алмазу).
Твердість абразивного зерна повинна перевищувати твердість оброблюваного матеріалу. Сталевий інструмент 2 середньої твердості, що має профіль оброблюваної порожнини, підводять до заготовки 8. Він отримує коливання від осердя 6, виготовленого з феромагнітного матеріалу. На осердя через обмотку 7 накладають змінне магнітне поле, створюване генератором струму ультразвукової частоти. Механічна частота коливання осердя дорівнює частоті електричного струму в обмотці. Інструмент з'єднаний з осердям через резонатор 5 зі змінним поперечним перетином, який збільшує амплітуду коливань до 10...60 мкм. Проміжок між торцем інструмента й оброблюваною поверхнею автоматично підтримується в межах 0,05...0,08 мм. У цьому проміжку і циркулює суспензія. Торець інструмента завдає ударів, по абразивних зернах, що лежать на оброблюваній поверхні, внаслідок чого абразивні зерна заглиблюються в оброблюваний матеріал і відколюють його частинки. Збільшуючи зернистість абразиву, підвищують продуктивність обробки, але погіршують точність і якість обробленої поверхні.
Ультразвукова обробка застосовується для прошивання отворів, пазів тощо в заготовках з крихких і твердих матеріалів (твердих стопів, феритів, кераміки, скла, дорогих матеріалів та ін.).
Перелік контрольних питань для самоперевірки:
1. Суть метода ультразвукової обробки.
2. Переваги та недоліки методу ультразвукової обробки.
3. Будова та принцип роботи верстатів для ультразвукової обробки.
РЕКОМЕНДОВАНА ЛІТЕРАТУРА
«Металорізальні верстати та автоматичні лінії»
[1]. Чернов Н.Н. Металлорежущие станки. – М.: машиностроение, 1988 г.
[2]. Локтева С.Е. Станки с программным управлением и промышленные роботы. М.: Машиностроение, 1986 г.
[3]. Ермаков Ю.М., Фролов Б.А. Металлорежущие станки. – М.: Машиностроение, 1985 г.
[4]. Кучер А.М., Киватицкий М.М., Покровский А.А. Металлорежущие станки (альбом общих видов, кинематических схем и узлов). – Л.: Машиностроение,1972 г.
[5]. Руководство к лабораторным работам по курсу «Металлорежущие станки». Под ред. П.Г.Петрухи. М., «Высшая школа», 1973 г
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2425; Нарушение авторских прав?; Мы поможем в написании вашей работы!