КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Литниковая система
|
|
|
|
Система каналов и элементов литейной форм, с помощью которых расплав подаётся в полость формы, называется литниковой системой.
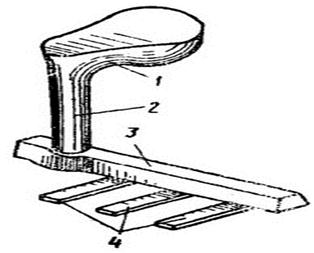
Рисунок 2- Элементы литниковой системы: литниковая чаша- 1, стояк- 2, шлакоуловитель- 3 и питатели – 4
Литниковая чаша или воронка являются резервуарами, служащими для приема металла из разливочного устройства и подачи его через стояк и другие элементы литниковой системы в рабочую полость формы.
Стояк представляет собой вертикальный (реже наклонный) прямой или изогнутый канал, служащий для подачи расплава из литниковой чаши (или воронки) к другим элементам литниковой системы. Наиболее распространены конической формы, сужающиеся книзу. Применяют стояки и цилиндрической формы, а также с овальным и прямоугольным поперечными сечениями. При литье цветных сплавов (алюминиевых, магниевых), легко окисляющихся в расплавленном состоянии, применяют в целях снижения скорости движения расплава, уменьшения опасности перемешивания его с воздухом змеевидные и щелевые стояки. При литье крупных деталей стояки выполняют ступенчатыми.
Шлакоуловитель. Он является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал.
Обычно шлакоуловитель выполняют в верхней полуформе, а питатели - в нижней. В процессе заполнения формы металлом для лучшего задержания шлака шлакоуловитель должен быль обязательно заполнен металлом.
Питатели (литники) - это каналы для подачи жидкого металла непосредственно в полость формы. Сечение питателей должно быть такой конфигурации, чтобы металл плавно поступал в полость формы, мало охлаждался на пути от шлакоуловителя к отливке, а после затвердевания ее питатели легко отламывались от отливки. Практикой установлено, что наилучшая конфигурация поперечного сечения питателей - трапеция с переходом в широкий прямоугольник в месте сопряжения с отливкой. Для лучшего отделения питателей от отливок, в случае если толщина ее тела меньше полуторной высоты питателя в месте его подвода к отливке, на питателях на расстоянии 2-2,5 мм от отливки делают пережим.
Выпор - Элемент литниковой системы, служащий для удаления газов из полости формы во время заливки и контроля заполнения литейной формы жидким металлом, а иногда для питания отливки жидким металлом во время её остывания.
Прибыль – это часть литниково-питающей системы, предна-значенной для устранения в отливке усадочной раковины и пористости. Эффективность работы прибыли обеспечивается при соблюдении следующих условий: прибыль должна затвердевать после отливки или питаемого термического узла; запас жидкого металла в прибыли должен быть достаточным для питания отливки во время ее затвердевания; форма прибыли и ее расположение должны обеспечивать свободный доступ жидкого металла к отливке и питаемому узлу; размеры и масса прибыли должны быть минимальными.
Прибыли в отливке обычно назначают в тех случаях, когда существует высокая вероятность, что усадочные дефекты (раковины или пористость) будут локально располагаться в теле отливки. Прибыли не назначают для отливок из сплавов, которые имеют низкий коэффициент объемной усадки (менее 1,1-1,2%), например, из серого чугуна или силумина. Кроме того, прибыли могут отсутствовать в мелких фасонных отливках, масса литниковой системы которых составляет не менее 10-15% от массы заливаемого металла. В этом случае усадка металла компенсируется за счет металла литникового стояка и выпоров.
В некоторых случаях выровнять время затвердевания расплава в толстых и тонких частях отливки, обеспечить одновременное, а при необходимости направленное затвердевание ее можно, применяя внешние или внутренние металлические холодильники.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1457; Нарушение авторских прав?; Мы поможем в написании вашей работы!