КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка схемы сборки
|
|
|
|
Анализ объема выпуска изделия
Годовой объем выпуска электронного узла N, шт./год, позволяет рассчитать такт выпуска Тв, мин/шт., определить количество изделий, выпускаемых в смену, в месяц, в квартал, сделать вывод о типе (серийности) производства, выбрать оборудование соответствующей производительности и оценить его загрузку, провести технико-экономическое обоснование операций и ТП.
На этапе анализа исходных данных определяется Тв = бОФд/N мин/шт., сменное задание и месячная партия изделий. Действительный годовой фонд времени Фд при односменной работе составляет около 2070 ч. Он определяется количеством рабочих дней в году (253), продолжительностью рабочей недели (41 ч) и смены (8,2 ч), учитывает дни с полной продолжительностью смены (247) и сокращенные на 1 ч (6). Годовой фонд времени работы технологического оборудования Фоб < Фд, что связано с техническим обслуживанием и принятым на предприятии коэффициентом использования оборудования. Так, для механического, сборочно-монтажного и регулировочного оборудования Фоб = 2030 ч, для конвейера — 1970 ч, автоматов и полуавтоматов— 1955 ч.
После выбора типовых операций и ТП сборки следует перейти к анализу сборочного состава изделия и разработке схемы сборки, которая, например применительно к ЭВМ, представлена на рис. 6.1.

Рис. 6.1. Схема сборочного состава
Ступени сборки ЭВМ, как правило, отражают модульное построение ее конструкции. ТЭЗ — первая ступень, блок — вторая и т. д. Схема сборочного состава отражает состав и количество деталей, количество и уровень сборочных единиц, сами сборочные единицы, сборку которых можно вести параллельно и независимо друг от друга. Однако она не дает информации о последовательности сборки деталей, способах получения соединений и способах монтажа.
Технологическая схема сборки ТЭЗ, приведенная на рис. 6.2, определяет последовательность установки деталей и сборочных единиц на базовую деталь (или сборочную единицу). На схеме должны быть указаны операции получения механических соединений (свинчивание, расклепка, развальцовка, склеивание, сварка); операции электрического монтажа (пайка, сварка,
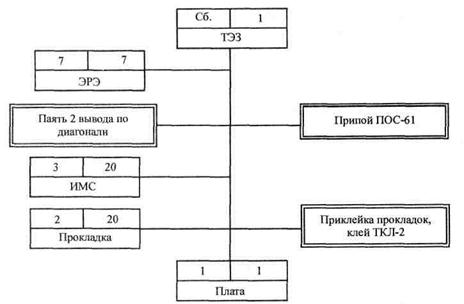
Рис. 6.2. Схема сборки ТЭЗ
накрутка, раскладка проводов); операция контроля и герметизации (промывка, сушка, лакирование, нанесение компаунда).
При разработке схемы сборки необходимо выбрать базовую деталь. Для модулей первого уровня это — ПП. Для модулей второго уровня базовой деталью может быть конструкционная рамка или каркас блока, представляющий сборочную единицу. Детали и сборочные единицы изображаются в виде прямоугольников (см. рис. 6.2), в которых указывается номер по спецификации, наименование и количество. От базовой детали к готовой сборочной единице проводится главная линия сборки, а от устанавливаемых деталей или сборочных единиц — линии до пересечения с ней. Расположение точек пересечения на главной линии говорит о выбранной последовательности сборки. Операции сборки и монтажа указываются текстом в прямоугольных рамках в том месте, где они осуществляются. Для упорядочения схемы сборки по одну сторону от главной линии изображаются устанавливаемые детали и сборочные единицы, по другую — крепежные детали и монтажные операции. Если текст занимает много места, то операции могут быть пронумерованы, а расшифровка их сделана вне схемы сборки.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1495; Нарушение авторских прав?; Мы поможем в написании вашей работы!