КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка технологических операций
|
|
|
|
Цель этапа разработки операционного ТП — полная детализация выполнения операций. Этот этап включает:
• определение структуры операции, последовательности переходов и работы инструментов;
• выполнение операции с изображением состояния объекта, схемы базирования или установки деталей, инструментов, направлений главных перемещений, геометрических размеров, достигнутых на данной операции. Эскиз сопровождается таблицей, содержащей переходы, условия и режимы их выполнения, основное t0 и вспомогательное t& время, действительную и допустимую погрешности базирования;
• расчет режимов и условия сборки и монтажа, времени Тш с учетом технологических возможностей предварительно выбранного оборудования. Уточнение времени фактической загрузки оборудования;
• расчет точности операции, условий собираемости сопрягаемых деталей, действительных погрешностей. Определение точностных требований к сборочно-монтажным приспособлениям;
• нормирование операций, выбор разряда рабочего, расчет технологической себестоимости операции, технико-экономическое обоснование вариантов операции;
• обоснование выбора технологической оснастки или разработка технического задания на ее проектирование.
Рассмотрим более подробно этапы разработки монтажной операции пайки ИМС с планарными выводами (рис. 6.3). Для упрощения эскиза на плате изображены 9 ИМС с рядовой установкой. В соответствии с маршрутным ТП (табл. 6.4) пайка осуществляется на полуавтомате непрерывной пайки ПНП-5.
Структура операции параллельно-последовательная. Пайка выполняется параллельно двумя наконечниками (жалами) одновременно двух противолежащих выводов и последовательно остальных выводов микросхемы, а также ИМС, установленных в одном ряду. Необходимы три прохода (3 ряда ИМС) с возвратом паяльной головки каждый раз в исходное положение (условие непрерывной пайки) и перемещением к координате следующего ряда.
Два наконечника паяльной головки показаны в рабочем положении. Они прижаты к выводам усилием Р и перемещаются с технологической скоростью V вдоль ряда ИМС, т. е. поперек планарных выводов. Указаны размеры корпусов, выводов ИМС и контактных площадок для настройки паяльной головки, а также шаг размещения ИМС на плате и расстояния между рядами для расчета режимов и времени пайки.
| Наименование перехода | S, мм | V, м/мин | Припой и флюс | t,°С | А | s | tо | tв |
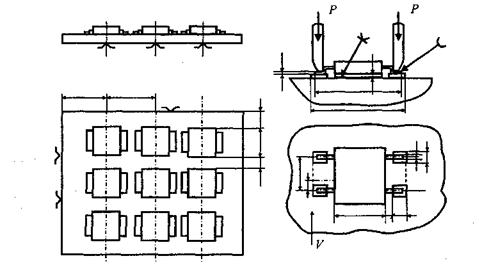
Рис. 6.3. Таблица параметров монтажной операции и эскиз монтажа
В таблице на рис. 6.3 указывается количество проходов, рабочий путь перемещения головки S, мм и скорость V, припой и температура пайки, допустимая Л и действительная геометрическая погрешность е расположения контактных соединений.
При расчете рабочего пути паяльной головки необходимо знать шаг установки и длину корпуса ИМС. Если шаг велик или в ряду отсутствует ИМС, то целесообразно на нерабочих участках перемещать головку ускоренно для увеличения производительности. Технологическая скорость V выбирается из условия ограничения времени контакта жала с выводом (не более 2—3 с), обеспечения качества пайки (скелетная форма соединения, растекание припоя вдоль вывода, отсутствие перемычек). Скорость V должна быть в диапазоне рабочих скоростей головки, обеспечиваемых полуавтоматом. Зная пути рабочих и холостых ходов головки, легко определить основное t0 и вспомогательное tB время пайки. Время установки (снятия) платы определяется экспериментально или задается по нормативам на соответствующие виды монтажных работ. Таким образом, можно рассчитать время операции пайки ИМС ton = to + tB. Температура пайки зависит от используемого припоя и допустимого нагрева корпуса ИМС.
Исходными данными для точностного расчета рассматриваемой операции являются размеры планарных выводов ИМС и контактных площадок платы; максимальная величина смещения выводов после установки и приклейки корпуса ИМС; точность настройки наконечников головки; точность позиционирования и рабочего перемещения головки. Размеры выводов и площадок определяются из конструкторской документации, точность установки ИМС — из анализа предыдущей монтажной операции, остальные данные — из документации на оборудование. Зная перечисленные погрешности, можно рассчитать допустимую суммарною погрешность на данной операции.
При нормировании операции пайки ИМС следует взять за основу основное t0 и вспомогательное время tB, определить время технического обслуживания toбсл полуавтомата, подготовительно-заключительное время Tпз на его наладку и принять решение о назначении разряда рабочего. Эти данные можно найти в нормативной литературе.
Для технико-экономического обоснования рассматриваемой операции можно путем расчета технологической себестоимости пайки ИМС Ст = А + B/N (А — текущие расходы; В — единовременные расходы) сравнить два ее варианта реализации. Например, возможен другой вариант — пайка на установке ППМ-5: параллельная пайка двумя гребенчатыми наконечниками всех выводов одной ИМС; перемещение паяльной головки к следующей ИМС вручную по шаблону.
В качестве технологической оснастки для операции пайки ИМС в рассмотренном примере необходимо приспособление для установки и закрепления платы на столе полуавтомата. Исходными данными для его проектирования являются схема базирования (см. рис. 6.3); допустимая погрешность, определенная при точностном расчете операции; время на операцию. Кроме перечисленных данных в ТЗ приводится схема установки платы в приспособлении. Она позволяет выбрать конструкцию установочных элементов (опор) приспособления, их расположение и точки приложения усилий закрепления платы. Вспомогательное время tB регламентирует быстросменность плат в приспособлении и тип привода закрепления (ручной, пневматический, электромагнитный, механический).
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 596; Нарушение авторских прав?; Мы поможем в написании вашей работы!