КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Подсистема обеспечения рабочих мест
|
|
|
|
Подсистема обеспечения рабочих мест имеет двухуровневую иерархию. На первом уровне каждой станок оснащен индивидуальным магазином (система оперативного обеспечения). На втором уровне находится автоматизированный склад инструментов.
Система второго уровня выполняет следующие основные функции:
1) анализ, накопление и обеспечение необходимым инструментом рабочих мест для обработки деталей на ГПС;
2) осмотр, очистка и замена неперетачиваемых режущих вставок;
3) осмотр, очистка и комплектация сменных инструментальных магазинов;
4) предварительная настройка инструментов на номинальный размер;
5) складирование, распределение и доставка по запросам ГПМ комплектов инструмента;
6) кодирование инструментальных справок.
Параметры реализуемых в ГПС потоков инструментов находятся в тесной взаимосвязи с номенклатурой обрабатываемых деталей и вызывают соответствующее изменение номенклатуры и числа используемых инструментов и их распределение по магазинам станков, а также влияют на степень однородности типов инструментов в магазино-комплекте. Структуры потоков инструментов можно разделить на следующие группы: автономные (дифференцированные), централизованные и комбинированные (рис. 22).
|
|
|
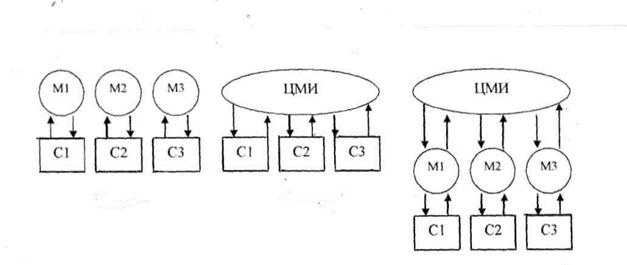
Рис. 22. Автономный (а), централизованный (б) и
комбинированный (в)
Потоки инструментов в ГПС:
М1, М2, М3 – магазины инструмента станков;
С1, С2, С3 – станки с ЧПУ;
ЦМИ – центральный магазин инструментов.
Особенности этих групп:
1. Автономный.
В условиях автономных потоков инструментов станки снабжены индивидуальными магазинами. Технические возможности каждого станка определяются номенклатурой и числом инструментов в магазине. Оперативное изменение технологических переходов осуществляется с помощью устройств смены инструментов. Емкость магазина и номенклатура инструментов характеризуют степень обработки детали.
При автономном потоке обеспечивается:
- минимум времени на смену инструментов, но возрастают простои при переходе на обработку новой партии деталей;
- увеличение емкости магазина расширяет технологические возможности станка, но происходит удорожание и увеличение времени на смену инструмента в магазине.
Применение групповых магазино-комплектов (т. е. комплект инструмента для обработки группы деталей) оказывает существенное влияние на организацию маршрутной технологии.
2. Централизованный.
Требуемый инструмент подается в шпиндель станка автономным или программируемым автооператором. Наличие ЦМИ позволяет осуществлять обмен инструмента между станками, что увеличивает коэффициент использования инструментов и уменьшает их количество.
Технологические возможности станков становятся примерно равными, что упрощает организацию потока инструментов.
Недостатки этой группы:
- при отказе ЦМИ комплект не работает;
- заявки, поступающие от станков к ЦМИ, не всегда могут быть сразу выполнены;
- появляется очередь станков, требующих обслуживания.
3. Комбинированный.
Основан на использовании ЦМИ и магазинов станков. Поток инструментов в этом случае имеет двухуровневую иерархическую структуру. Эта группа сочетает преимущества централизованного потока инструментов, когда станок оснащен индивидуальным магазином, что обеспечивает смену инструмента в шпинделе по первому предъявлению заявки со стороны станка, в результате сокращаются простои станков, возможность обмена инструмента между станками через ЦМИ, что сокращает число инструментов, необходимых для обработки заготовок заданной номенклатуры деталей.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 368; Нарушение авторских прав?; Мы поможем в написании вашей работы!