КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Процессы изнашивания элементов колесных пар (гребня, поверхности катания, шейки оси и др.). Причины их возникновения
|
|
|
|
Лекция №7: Анализ износов и повреждения колесных пар.
Лекция №7: Ресурсо- и энергосберегающие технологии при ремонте вагонов.
Анализ диаграмм запрессовки.
Качество формирования колесных пар оценивается по трем параметрам: конечному усилию запрессовки, длине запрессовки и форме диаграммы, которые точно определяются по диаграмме.
Для обеспечения достаточной прочности прессового соединения конечное усилие запрессовки должно быть в пределах 363...538 кН на каждые 100 мм диаметра подступичной части оси.
Необходимо обеспечить максимальную площадь посадки, которая косвенно характеризуется длиной диаграммы. Инструкцией [15] по колесным парам установлено, что запрессовка признается удовлетворительной, если длина диаграммы составляет не менее 85% от так называемой теоретической длины, т.е. L ф>0,85 L т.
Теоретическая длина диаграммы LT подсчитывается для каждого прессового соединения по формуле
Lт=(Lст+a-k-r)i,
где i — передаточное число самопишущего прибора.
Форма диаграммы запрессовки должна соответствовать теоретической. Однако в практике работы встречается большое количество отклонений от нормальной формы, из которых наиболее характерные представлены в табл. 4.1.
Если при напрессовке колеса на ось будет получена неудовлетворительная по форме, длине или конечному усилию диаграмма, прессовое соединение бракуют и распрессовывают. Распрессованное колесо разрешается повторно запрессовывать на тот же или другой конец оси или другую распрессованную ось без дополнительной механической обработки, если на посадочных поверхностях оси или ступицы нет задиров. Запрещается повторно перепрессовывать соединения, диаграммы которых имеют резкие колебания. Не разрешается перепрессовывать более двух раз колесо на один и тот же конец оси без дополнительной механической обработки хотя бы одной из сопрягаемых поверхностей.
При перепрессовке величина конечного усилия запрессовки должна соответствовать установленным нормам с увеличением нижнего предела на 15 %.
После анализа диаграммы на ней записывают дату запрессовки, тип колесной пары, номер оси, диаметры подступичной части оси и отверстия ступицы, натяг, длину ступицы и другие данные. Диаграмма подписывается мастером и начальником ВКМ.
Диаграммы запрессовок после оформления и приемки колесных пар должны храниться в течение 20 лет.
Трещины в шейках осей образуются чаще всего вблизи галтелей. Основной причиной их образования в шейках осей с роликовыми подшипниками является местная концентрация напряжения в зоне торца внутреннего кольца, особенно в близи задней галтели. Характер этих трещин аналогичен характеру трещин в подступичной части, т.е. является следствием концентрации напряжений по сечению торца внутреннего кольца роликового подшипника. С целью снижения концентрации напряжений в этой зоне необходимо выполнять разгружающие канавки вблизи задней галтели глубиной 0,04 мм.
Задиры и риски на шейках и предподступичных частях — круговой неравномерный по поперечному профилю износ. На шейках и предподступичных частях с подшипниками качения поперечные задиры и риски образуются из-за проворачивания внутренних колец подшипников и лабиринтных колец при грении букс или недостаточном натяге колец при монтаже.
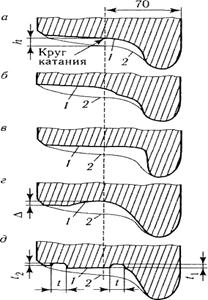
(рис. 4.) Виды износа поверхности катания колес:
Техническое состояние поверхности катания и гребня оказывает огромное влияние на плавность хода вагона и взаимодействие с путями, особенно при прохождении стрелочных переводов. Различают следующие группы неисправностей: естественные износы, термомеханические повреждения, нарушения сплошности металла.
К группе естественного износа относятся такие износы как различные виды проката поверхности катания колеса, износы гребня, ползуны и другие.
Равномерный круговой износ — прокат поверхности катания колеса h (рис. 4. а) в плоскости круга катания происходит от взаимодействия колеса с рельсом и тормозной колодкой. Образование проката от взаимодействия с рельсом происходит вследствие одновременного действия двух процессов: смятие волокон металла на площадке контакта колеса с рельсом и истирания металла под действием сил трения, возникающих при торможении от проскальзывания колеса по рельсу и колодки по ободу.
проката связано также с пластической деформацией.
2 — профиль неизношенного колеса.
В начальный период приработки процесс образования проката протекает в 3 раза быстрее, чем после приработки. В период приработки, кроме интенсивного износа микронеровностей поверхности катания, происходит уплотнение верхних слоев металла и образование наклепа. Твердость наклепанного слоя может достигать НВ 470. На втором этапе образования проката металл из зоны контакта колеса с рельсом перетекает в сторону наружной грани колеса с образованием круговых наплывов.
По данным ВНИИЖТа среднегодовой прокат колес грузовых вагонов составляет 2,8 мм. Однако эта скорость образования проката существенно различается для колес с разной толщиной обода. Так у нового колеса грузового вагона 1 мм проката образуется за 37 тыс. км пробега, а при ободе толщиной 30...32 мм—за 22 тыс. км. Это объясняется неравномерным распределением твердости металла нового обода колеса по толщине. Так у поверхности катания нового колеса твердость около НВ 300, а на глубине до 60 мм около НВ 270.
Средняя скорость образования проката у пассажирских вагонов составляет примерно 1 мм за 25 тыс. км пробега.
Неравномерный по профилю круговой износ—ступенчатый прокат
(рис. 4. б), при котором на поверхности катания образуется ярко выраженная ступень, возникает при смещении зоны контакта колеса с рельсом в основном из-за несимметричной посадки колес на ось, большой разницы диаметров колес на одной оси по кругу катания, неправильной установке колесной пары в тележке. Ступенчатый прокат, как правило, наблюдается у одного колеса колесной пары, а на другом колесе имеется либо повышенный износ, либо вертикальный подрез гребня колеса. Наибольшая глубина ступенчатого проката находится на расстоянии 25...30 мм от круга катания в сторону фаски. Колесные пары со ступенчатым прокатом исключаются из эксплуатации по нормам предельного равномерного проката, но чаще по подрезу гребня на другом колесе.
Износы гребня цельнокатаного колеса образуются вследствие интенсивного взаимодействия гребня колеса с головкой рельса. Этот процесс интенсифицируется при ненормальной работе колесной пары, вызываемой неправильной установкой колесной пары в тележке, значительной разницей диаметров кругов катания колес одной колесной пары, несимметричной посадкой колес на ось, а также из-за сужения рельсовой колеи. Во всех случаях колесная пара перекашивается в рельсовой колее и увеличивается частота набегания гребня на боковую грань головки рельса.
Различают три вида износов гребней: равномерный износ, вертикальный подрез (рис. 4, в) и остроконечный накат (рис. 5, а).
Вертикальный подрез гребня — это износ гребня, при котором угол наклона профиля боковой поверхности гребня приближается к 90°. Вертикальный подрез в эксплуатации не допускается более 18 мм по высоте.
Остроконечный накат (см. рис. 5. а) — это механическое повреждение, при котором по круговому периметру гребня в месте перехода его изношенной боковой поверхности к вершине образуется выступ. Этот дефект возникает в результате пластической деформации поверхностных слоев металла гребня в сторону его вершины из-за высокого контактного давления и интенсивного трения в зоне взаимодействия с головкой рельса. Эксплуатация колесных пар с остроконечным накатом запрещается, так как возможен сход вагонов с рельсов при взрезании противошерстной стрелки.
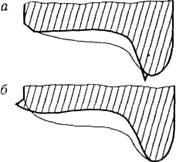
Рис. 5. Остроконечный накат гребня (а) и круговой наплыв металла на фаску (б) колеса
Круговой наплыв на фаску обода колеса (рис. 5. б) — это повреждение, образующееся у колесных пар с прокатом 5 мм и более, когда дальнейшее увеличение проката происходит за счет пластической деформации смещения металла с поверхности катания в сторону фаски. Прохождение колесных пар с этим дефектом через горочные замедлители приводит к образованию другого дефекта — откола кругового наплыва колеса.
Откол кругового наплыва обода колеса встречается в виде кругового откола на отдельных участках, либо по всему кругу обода
В эксплуатации встречается также местное разрушение-откол металла у наружной грани в районе фаски, которое, как правило, имеет значительную глубину и протяженность вдоль поверхности катания
Это разрушение возникает в результате усталостных процессов под действием нормальных и касательных сил путем развития трещин, образующихся на глубине 8... 10 мм при наличии местного концентратора напряжений в виде раковин, неметаллических включений и т.п.
В эксплуатации не допускаются любые отколы глубиной более 10 мм или, если ширина оставшейся части обода колеса в месте откола менее 120 мм, или, если в месте разрушения независимо от размеров имеется трещина, распространяющаяся вглубь металла.
Седлообразный прокат (рис. 4, г) — неравномерный по поперечному профилю обода круговой износ, при котором на поверхности катания образуется вогнутая седловина.
Кольцевые выработки (рис. 4, д) — это износы, при которых на поверхностях катания колес образуются местные кольцевые углубления различной ширины. Эти явления наблюдаются, как правило, у колесных пар, взаимодействовавших с композиционными тормозными колодками. Кольцевые выработки образуются по краям зоны контакта поверхности катания с тормозной колодкой и эта закономерность их появления объясняется неодинаковыми термическими условиями работы поверхностных слоев металла колеса и композиционной колодки по ширине зоны контакта и воздействием абразивных частиц пыли на поверхность трения по краям колодки.
К эксплуатации не допускаются колесные пары с кольцевыми выработками глубиной более 1 мм у основания гребня и более 2 мм вблизи наружной грани обода или шириной более 15 мм.
Ползун—локальный износ колеса, который характеризуется образованием плоской площадки на поверхности катания. Ползун возникает при движении колеса по рельсу юзом вследствие действия в зоне контакта комплекса явлений: разогрева зоны контакта до высоких температур, контактного схватывания металла и интенсивной пластической деформации.
Основными причинами заклинивания колесных пар тормозными колодками, приводящими к юзу колес, являются неисправности тормозных приборов, неправильная регулировка рычажной передачи, неправильное управление тормозами, изменения взаимного соотношения коэффициента трения тормозной колодки с колесом и сцепления колеса с рельсом (увлажнение поверхностей, попадание смазки и др.).
Ползуны во время движения вагона вызывают удары, которые приводят к ускоренному разрушению деталей подвижного состава и верхнего строения пути. Исследованиями установлено, что при движении колесной пары юзом со статической нагрузкой на ось даже около 20 т интенсивность образования ползуна составляет 1 мм на 1 км пути. К эксплуатации не допускаются колесные пары с ползуном глубиной более 1мм.
Высокая температура зоны ползуна приводит при отпуске тормозов и проворачивании колесной пары к огромной теплоотдаче с нагретой поверхности, особенно при низких температурах окружающего воздуха и образованию закалочных структур металла в зоне ползуна, что вызывает возрастание хрупкости металла и в дальнейшем может стать причиной выкрашивания металла из зоны ползуна и образования выщербин.
Выщербина — местное разрушение обода колеса в виде выкрашивания металла поверхности катания. Причиной их образования являются термомеханические повреждения, явления усталости металла и термические трещины обода. Выщербины в местах термомеханических повреждений и термических трещин образуются под действием касательных и нормальных сил во время торможения. Образованию выщербин способствует мартенситная структура верхних слоев металла колес, которая обладает высокой твердостью и хрупкостью. Большие остаточные напряжения закаленного верхнего слоя металла колес вызывают образование микротрещин, которые, постепенно развиваясь, соединяются между собой и в результате происходит выкрашивание металла. Выщербины в местах термомеханических повреждений и в местах термических трещин характеризуются небольшой глубиной, не превышающей 2...3 мм, причем они имеют, как правило, групповое расположение. Выщербины в местах усталостных трещин отличаются глубиной значительных размеров, достигающей 20 мм, неровной с характерным видом усталостного разрушения поверхностью, покрытой пленкой окислов.
В зимний период (декабрь-март) выщербины образуются в 2...3 раза чаще, чем в период апрель-ноябрь, что связано с нестабильностью коэффициента трения от погодных условий, а значит, и с трудностью правильно выбрать режим торможения. Это связано также с увеличением зазоров в стыках рельсов, приводящих к дополнительным ударным воздействиям при прохождении колесных пар.
Навар металла на поверхности катания — термомеханическое повреждение, при котором на поверхности катания образуются участки сдвига металла V-образной формы. Такая форма пластической деформации с максимальным сдвигом в центре полосы контакта и минимальным по краям объясняется эллиптическим законом распределения давлений на контактной площадке. Наибольшие деформации возникают в центре площадки контакта, где создается максимальное давление, которое развивается в направлении скольжения колес.
Навар располагается на поверхности катания в виде одной или нескольких зон, может быть однослойным и многослойным. Навар определяется высотой сдвига металла, измеряемой от неповрежденной поверхности катания до вершин сдвигов. Основной причиной этого дефекта является нарушение режимов торможения, в результате чего происходит проскальзывание колеса по рельсу на 20...30 мм в течение очень коротких промежутков времени. При этом в зоне контакта колеса с рельсом происходит интенсивная пластическая деформация с элементами контактного схватывания и значительным нагревом металла, что, во-первых, приводит к деформациям, а, во-вторых, к закалке этой зоны на мартенсит, обладающей повышенной твердостью. Таким образом, чередование сдвигов навара объясняется небольшим проскальзыванием колеса вследствие скачкообразного изменения силы сцепления колеса с рельсом.
Частота появления этого дефекта за последние годы возрастает. Это объясняется, с одной стороны, ростом скоростей движения поездов, их массы, при которых приходится гасить растущую кинетическую энергию поезда, а с другой стороны, внедрением неметаллических колодок, которые обеспечивают высокий тормозной эффект, но слабо отводят тепло от поверхности катания в период торможения. Так при торможении чугунными колодками в тело колеса уходит 70 % тепловой энергии, а при неметаллических колодках уже до 95 %.
Навар на поверхностях катания вызывает повышенные ударные нагрузки на подвижной состав и верхнее строение пути и поэтому не допускается навар высотой более 0,5 мм у колесных пар пассажирских вагонов и более 1 мм для грузовых вагонов.
Значительную долю дефектов колес составляют механические повреждения, к которым относятся ослабление посадки ступицы колеса на оси, сдвиг ступицы колеса.
Ослабление посадки ступицы колеса возможно при нарушении технологии формирования колесной пары, несоблюдении равенства температуры оси и колеса при измерении диаметров посадочных поверхностей, в результате чего неправильно определяется натяг на посадку. Признаками ослабления посадки является разрыв краски по всему периметру вблизи торца ступицы в месте ее сопряжения с осью и выделение характерной коррозии и масла из-под ступицы колеса с внутренней стороны. Колесные пары с признаками ослабления ступицы подлежат расформированию.
Сдвиг ступицы колеса — это смещение ступицы колеса вдоль оси. Этот дефект также является следствием нарушения технологии формирования колесной пары или ударов при авариях.
Сдвиг ступицы колеса ведет к изменению расстояния между внутренними гранями ободов колес и представляет серьезную угрозу безопасности движения, и поэтому колесные пары исключаются из эксплуатации.
Термические поперечные трещины в ободе колеса образуются в виде множества трещин термической усталости на поверхности катания в зонах уклона 1:7, на фаске и в отдельных случаях переходящих на наружную грань обода. Эти трещины термической усталости возникают в результате чередования интенсивного нагрева поверхности катания колеса при торможении и последующего охлаждения. При резком торможении поезда поверхность катания колеса от трения, особенно с композиционными колодками, нагревается до температуры 400 °С, а в отдельных зонах температура может достигать 1000 °С. Повторяющиеся циклы нагрева и охлаждения вызывают последовательно в поверхностном слое обода колеса напряжения сжатия и растяжения, величина которых может превышать предел текучести стали, а это приводит к развитию пластической деформации и, как следствие, к образованию трещин.
Трещины в ступице колеса и в диске образуются под действием комплекса динамических сил из-за наличия металлургических дефектов металла в этих зонах, неметаллических включений и неровностей от прокатки колеса при изготовлении. Кроме того, трещины в ступице колеса развиваются от растягивающих напряжений после посадки колеса на ось и наличии микротрещин на кромках, образующихся при прошивке отверстия ступицы колеса.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 3098; Нарушение авторских прав?; Мы поможем в написании вашей работы!