КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные принципы и области планирования
|
|
|
|
It is very important to estimate not only characteristics for base metal but the same values for weld metal. Such investigations were performed for welded joints of PGV-440 steam generator system. The distribution of mechanical properties at static loading and room temperature is presented in Fig.4.
Fig.4. Distribution of mechanical properties for welded joints of PGV-440 steam generator case: 1 – base metal (22K steel); 2 and 3 – weld metal produced by MAW using YONII-13/45 and YONII-13/55 electrodes; 4 – weld metal produced by SAW using welding wire Sv-08A; 5 – weld metal produced by ESW using welding wire Sv-10Mn2
Свариваемость большинства этих сталей хорошая или удовлетворительная, что позволяет выполнять сварку узлов без подогрева или при большой толщине стенки с минимальным подогревом до 100-200°С. Введение подогрева при сварке стали 16ГНМ, обладающей повышенной склонностью к подкалке, является обязательным.
Основное требование для сварных соединений – обеспечение прочности металла шва не ниже прочности основного металла (значения прочностных характеристик даны в таблице, представленной выше). Сварка осуществляется различными методами.
Для ручной электродуговой сварки используют электроды типа Э-42, Э-42А, Э-50 и Э-50А. Сварка может выполняться также автоматами с использованием сварочных материалов (проволока и флюс), рекомендованных ПНАЭ Г-7-009-89. Ответственные сварные узлы из этих конструкционных сталей должны подвергаться после сварки термической обработке – отпуску при температурах от 630 до 680°С. После электрошлаковой сварки применяют нормализацию с последующим отпуском. Введение термической обработки необходимо для снятия сварочных напряжений и восстановления структуры и свойств отдельных зон в целях устранения опасных хрупких разрушений в процессе испытания изделия при комнатной температуре и в эксплуатации при повышенных температурах.
Для сварных соединений из этих сталей имеется опасность деформационного старения при температурах 200-400°С. Наибольшая опасность такого типа отмечается у кипящих сталей, которые не рекомендуют к применению. Деформационное старение проявляется в заметном снижении пластических характеристик и в первую очередь относительного поперечного сужения. При этом прочностные свойства (sВ и s0,2) незначительно повышаются. Такое поведение наблюдается для основного металла и в первую очередь для сталей, выплавленных в мартеновских печах. Использование сталей электрошлакового переплава или вакуумно-дугового переплава позволяет значительно снизить склонность стали к деформационному старению (рис.1). Поэтому для корпусов парогенераторов АЭС с ВВЭР-440 из стали марки 22К чаще применяют эти методы выплавки. Для сварных швов и в первую очередь для швов без термической обработки после сварки резкое снижение пластичности проявляется в большей степени.
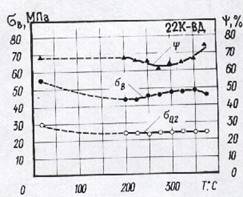
Рис.1. Изменение механических свойств стали 22К-ВД до начала эксплуатации
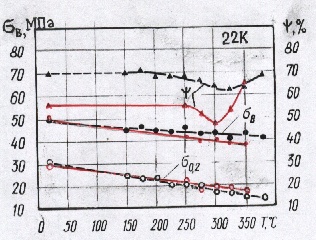
Изменение свойств стали 22К мартеновской выплавки показано на рис.2, а для металла шва без отпуска после сварки на рис.3.
| 
|
| Рис.2. Изменение механических свойств стали 22К до начала эксплуатации (---) и после 30 лет эксплуатации () трубопровода Ду-800 | Рис.3. Изменение механических свойств металла шва до начала эксплуатации (---) |
Для более прочного металла шва эффект деформационного старения выражается более отчетливо. Даже после отпуска он имеет место. На рис.4 приведены экспериментальные результаты для шва, выполненного электродами УОНИ-13/55 после отпуска, до начала эксплуатации (слева) и после 25 лет эксплуатации трубопровода.
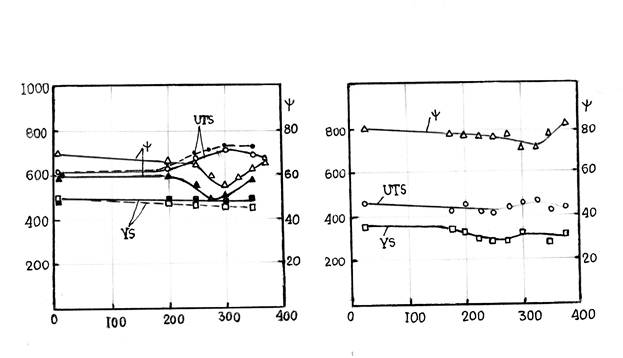
Рис.4. Изменение механических свойств металла шва (РЭДС электроды УОНИ-13/55)
Длительная эксплуатация сварных стыков трубопровода из стали марки 22К в составе контура многократной принудительной циркуляции АЭС с РБМК (температура) приводит к сглаживанию эффекта деформационного старения. Тем не менее это снижение свойств во избежании разрушения на стадии эксплуатации необходимо учитывать особенно для изделий с концентраторами напряжений.
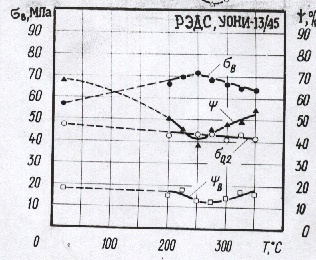
Сварные швы типов Э-42А и Э-50А исходного и особенно отпущенного состояний стабильны в условиях длительного теплового старения до 400°С. Обобщенные данные по влиянию длительной эксплуатации на механические свойства стали 22К и ее сварного шва, выполненного РЭДС электродами УОНИ-13/45, представлены на рис.5.
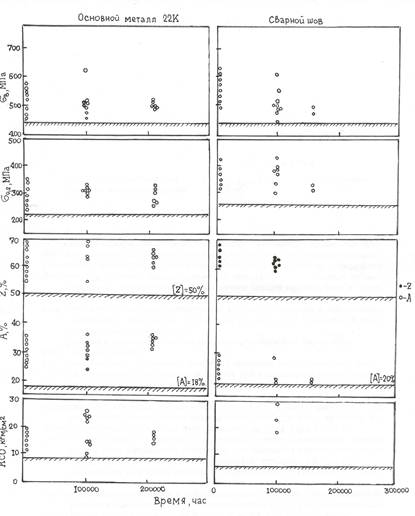
Рис.5. Обобщенные данные по влиянию теплового старения на свойства сварного соединения стали марки 22К
Как видно из представленных данных, уровень механических свойств остается на исходном уровне, что свидетельствует о превалировании при старении процессов разупрочнения над процессами охрупчивания.
Из приведенного выше материала следует, что для сварки необходимо использовать электроды с покрытием основного типа (фтористо-кальциевые). Электроды других типов с покрытием рутилового и особенно руднокислого типов для сварки конструкций, работающих при высоких температурах, в большинстве случаев рекомендоваться не могут из-за повышенной чувствительности выполненных ими швов к деформационному старению. По своим свойствам вследствие плохой раскисленности они приближаются к кипящим сталям. Кроме того, эти швы имеют низкую длительную пластичность и в условиях ползучести – повышенную склонность к растрескиванию.
Применяемые в нашей стране конструкционные углеродистые стали для работы при повышенных температурах обладают удовлетворительной технологичностью и могут свариваться без ограничения по толщине. Сварные соединения этих сталей не чувствительны к трещинообразованию при термической обработке, поэтому при отпуске сварных узлов высокой жесткости, изготовленных из них, каких-либо особых мер предосторожности, направленных на уменьшение опасности появления трещин, можно не принимать.
Литература.
1. Конструкционные материалы АЭС. Ю.Ф.Баландин, И.В.Горынин, Ю.И.Звездин. В.Г.Марков. Москва, Энергоиздат. 1984.
2. ПНАЭ Г-7-009-89. Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения. Энергоатомиздат, 1991.
3. ПНАЭ Г-7-010-89. Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля. Энергоатомиздат, 1991.
4. Земзин В.Н., Шрон Р.З. Термическая обработка сварных соединений. 1973.
5. Горынин И.В., Тимофеев Б.Т. Старение материалов оборудования АЭС при эксплуатации в течение проектного срока службы. Физико-чимическая механика материалов, 2006, №2, с.13-27.
6. Петров В.А., Тимофеев Б.Т., Шалыгин А.С Влияние длительного эксплуатационного воздействия на свойства сварных соединений трубопроводов АЭС из углеродистых сталей. Материалы X Всероссийского научно-практического семинара “Обеспечение безопасности и экономичности энергетического оборудования», 23-26 ноября 2004, с.175-180.
Принцип оценки персонала – чем точнее сформулированы ожидаемые результаты, тем точнее можно оценить сотрудника.
1. Принцип открытого соревнования – для достижения успеха организация должна поощрять открытое соревнование между кандидатами на должности.
2. Принцип непрерывного обучения и совершенствования кадрового потенциала – условие выживания современной организации; в условиях конкуренции невозможно «нянчиться» с теми, кто не заинтересован в повышении своего профессионального уровня – этот принцип менее всего соблюдается в условиях государственной собственности и применительно к управленцам.
3. Принцип преемственности кадров.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 276; Нарушение авторских прав?; Мы поможем в написании вашей работы!