КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема 19. Специальные способы литья
|
|
|
|
Вопросы:
1. Литье в многократные (постоянные) металлические формы (кокили).
2. Центробежное литьё.
3. Литьё в оболочковые формы.
4. Точное литьё по выплавляемым моделям.
5. Литьё под давлением.
1. Литье в многократные (постоянные) металлические формы (кокили) осуществляется путем свободной заливки расплавленного металла, который под действием гравитационных сил обеспечивает высокую скорость формирования отливки. Чаще всего кокили изготовляют разъемными из двух частей. Литье в кокиль широко применяют для изготовления отливок из цветных металлов, чугуна и в меньшей степени из стали. Кокили делают в основном из серого чугуна марки СЧ18, высокопрочного чугуна ВЧ50-2 и углеродистых конструкционных сталей с содержанием 0,25...0,35% углерода. Перед заливкой металлом полость кокиля смазывают противопригарным облицовочным покрытием. После затвердевания залитого в кокиль металла извлекают отливку и процесс повторяют. На рисунке 23 показан кокиль для отливки заготовки поршня.
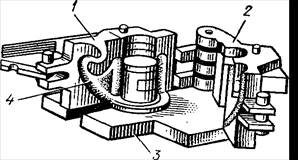
Рис.23 Кокиль для отливки поршня:
1 – неподвижная половина; 2 – подвижная половина; 3 – плита формы; 4 – отливка с литниковой системой.
По сравнению с литьем в разовые формы литьё в кокиль имеет следующие преимущества: позволяет получить мелкозернистую структуру в отливках, что в 2...3 раза повышает механические свойства; позволяет получать большое количество отливок; уменьшает припуски на механообработку.
2. Центробежное литье применяют для изготовления отливок, имеющих форму тел вращения. Это процесс получения отливок путем свободной заливки металла во вращающиеся формы, при котором формирование отливки происходит под действием центробежных сил. Центробежные литейные машины бывают с вертикальной и горизонтальной осью вращения. Частота вращения форм 150...1200 об/мин. Отливки получаются без газовых раковин, с хорошей плотностью и мелкозернистой структурой. Данным способом отливают из чугуна гильзы автотракторных двигателей, заготовки поршневых колец, чугунные трубы и др. В ремонтном деле этим методом заливают антифрикционными сплавами вкладыши подшипников двигателей.
|
|
|
3. Литье в оболочковые формы. Изготовление оболочковых разъемных форм и оболочковых стержней основано на том, что ряд термореактивных смол имеет свойство плавиться, а затем необратимо затвердевать под действием повышенных температур. Сухая песчано-смоляная смесь, состоящая из мелкого кварцевого песка и 6...8% порошка термореактивной (бакелитовой) смолы, наносится на модельную плиту, нагретую до 220... 250 °С. Слой смеси, прилегающей к плите, нагревается, термореактивная смола расплавляется и образует вокруг модели и плиты оболочку толщиной 6...10 мм. После удаления неразмягченной смеси модельная плита вместе с песчано-смоляной оболочкой помещается в печь, нагретую до температуры 350...370°С, для окончательного отверждения. Отверждение продолжается 1,5...2 мин. Полученные полуформы склеивают или соединяют скобами и ставят в металлический ящик, в который засыпают чугунную дробь или песок, чтобы предохранить их от разрушения в процессе заливки жидким металлом. В оболочковой форме можно получать отливки из чугуна, стали и цветных металлов с высокой точностью и чистотой поверхности, что позволяет исключить механическую обработку. Технология получения проста и легко поддается механизации и автоматизации. Толщина стенок отливки 3...15 мм.
4. Точное литье по выплавляемым моделям применяют для производства мелких отливок из любых сплавов без последующей механической обработки. Сущность метода состоит в том, что модели для изготовления неразъемных форм делают из легкоплавких материалов (50% парафина и 50% стеарина), которые после получения форм выплавляют.
|
|
|
Техпроцесс состоит из следующих операций: изготовление эталона (модели) изделия; изготовление пресс-формы для отливки восковых моделей; отливка восковых моделей, изготовление литейной формы, выплавка легкоплавкого материала из формы и прокаливание последней, плавка металла и заливка формы, выбивка отливок из формы, удаление литников и очистка отливок.
Полученную модель или обычно блок из нескольких моделей и литниковой системы, погружают в смесь, состоящую из кварца на гидролизованном растворе этилсиликата. Затем проводят опыливание порошком корунда или песка для увеличения прочности, после сушат на воздухе, и так повторяют несколько раз. Затем в горячей воде выплавляют модель. Полученные формы устанавливают в опоки, в которые для устойчивости форм насыпают песок и заливают жидким металлом. Этим способом получают корпуса форсунок.
5. Литье под давлением. Литье под давлением – высокопроизводительный способ получения отливок сложной конфигурации с высокой чистотой поверхности и точными размерами из цветных сплавов. Сущность литья под давлением заключается в том, что расплавленный металл заполняет формы под давлением и затвердевает в них.
Отливка, вынутая из формы и освобожденная от литника, является готовой деталью, не требующей дополнительной механической обработки. Можно получать в отливке отверстия малого диаметра и точную резьбу.
Раздел 6. Технология обработки металлов
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 999; Нарушение авторских прав?; Мы поможем в написании вашей работы!